 一次性使用直线切割吻合器及钉匣组件技术要求.docx
一次性使用直线切割吻合器及钉匣组件技术要求.docx
- 文档编号:9922890
- 上传时间:2023-02-07
- 格式:DOCX
- 页数:9
- 大小:50.32KB
一次性使用直线切割吻合器及钉匣组件技术要求.docx
《一次性使用直线切割吻合器及钉匣组件技术要求.docx》由会员分享,可在线阅读,更多相关《一次性使用直线切割吻合器及钉匣组件技术要求.docx(9页珍藏版)》请在冰豆网上搜索。
一次性使用直线切割吻合器及钉匣组件技术要求
Companynumber:
【0089WT-8898YT-W8CCB-BUUT-202108】
一次性使用直线切割吻合器及钉匣组件技术要求
医疗器械产品技术要求编号:
一次性使用直线切割吻合器及钉匣组件
1.产品型号/规格及其划分说明
一次性使用直线切割吻合器及钉匣组件按照钛钉尺寸分为:
、
一次性使用直线切割吻合器及钉匣组件按照吻合长度分为:
60,80,100
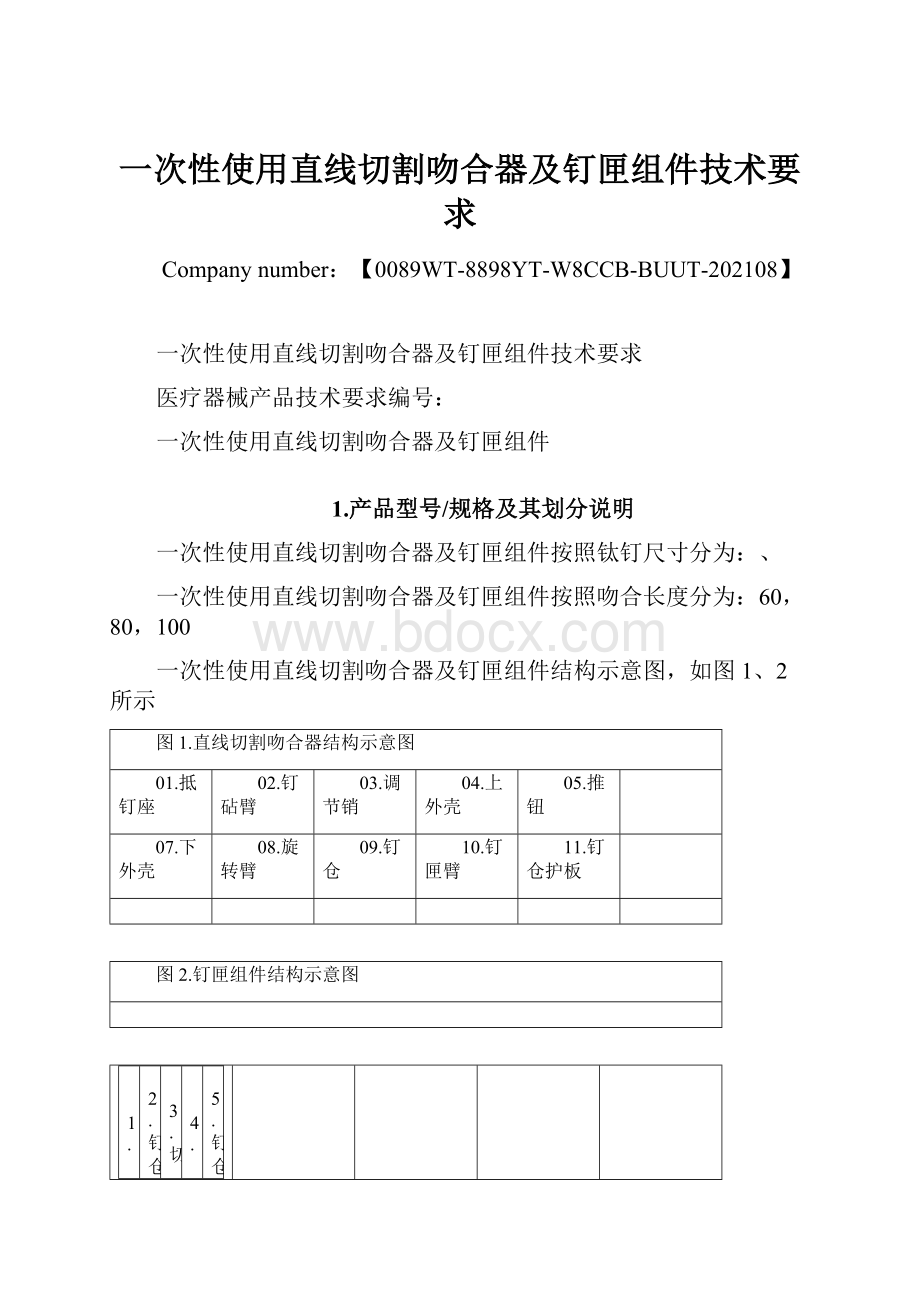
一次性使用直线切割吻合器及钉匣组件结构示意图,如图1、2所示
图1.直线切割吻合器结构示意图
01.抵钉座
02.钉砧臂
03.调节销
04.上外壳
05.推钮
07.下外壳
08.旋转臂
09.钉仓
10.钉匣臂
11.钉仓护板
图2.钉匣组件结构示意图
01.钉仓
02.钉仓护板
03.切割刀
04.刀套
05.钉仓下盖
一次性使用直线切割吻合器及钉匣组件规格型号
表1直线切割吻合器规格尺寸
单位:
mm
序号
型号
缝合长度L
缝钉高度h
基本尺寸
允许误差
基本尺寸
允许误差
1.
EGLC6038S
63
±2
±
2.
EGLC6045S
63
±2
±
3.
EGLC8038S
83
±2
±
4.
EGLC8045S
83
±2
±
5.
EGLC10038S
103
±2
±
6.
EGLC10045S
103
±2
±
表2钉匣组件规格尺寸
单位:
mm
序号
型号
缝合长度L
缝钉高度h
基本尺寸
允许误差
基本尺寸
允许误差
1.
EGLC6038L
63
±2
±
2.
EGLC6045L
63
±2
±
3.
EGLC8038L
83
±2
±
4.
EGLC8045L
83
±2
±
5.
EGLC10038L
103
±2
±
6.
EGLC10045L
103
±2
±
2.性能指标
灵活性
吻合器开闭应灵活,不应有卡阻现象。
按下按钮后,复位弹簧确保旋转臂可轻松打开,无卡阻现象。
装配性
锋利度和硬度
切割刀应锋利,切割力应不大于。
切割刀的硬度应不低于。
吻合与切割性能
其每次吻合后的缝钉应成类“B”字形。
,切割刀不得有卷刃、崩刃现象。
耐压性能
经吻合后的吻合口应能承受不小于压强,不得有漏水和撕裂现象。
安全装置
吻合器应具有空钉仓安全保护装置,并保持其可靠性。
注:
空钉仓指被击发过的组件
表面粗糙度
吻合器金属表面粗糙度Ra应不大于μm。
包装密封
外观
吻合器外表面上的字迹、标志清晰,不得有错位、歪斜等缺陷。
吻合钉头端应尖锐,表面不得有毛刺、凹痕等缺陷。
尺寸
吻合器及组件尺寸应符合表1、表2的L和h规定。
灭菌
吻合器及组件应经已确认过的灭菌过程进行灭菌,产品应无菌。
经环氧乙烷灭菌后,吻合器及组件的环氧乙烷残留量应不大于10μg/g。
缝合钉材料
《外科植入物用钛及钛合金加工材》中TA2的规定。
3.检验方法
灵活性检验
合上及打开吻合器,应符合的规定
装配性检验
锋利度试验
切割刀刃口锋利度应符合的规定
吻合性能试验
吻合两层总厚度为钉高的1/2~2/3的泡棉,沿成型吻合钉边缘除去多余泡棉,露出成型后的吻合钉,目视检查,应符合的规定
耐压试验
按附录B的方法进行试验,应符合的规定
安全装置试验
将吻合器装上空钉仓,调整吻合器进行击发动作时,应符合的规定。
表面粗糙度检验
表面粗糙度用样块比较法或GB/T10610-2009《产品几何技术规范(GPS)表面结构轮廓法》规定的方法进行,应符合的规定。
包装密封检验
外观检验
目视检查并用手拭摸,应符合的规定
尺寸检验
用通用量具测量或专用量具,应符合的规定
无菌和环氧乙烷残留量检验
5
《医疗器械生物学评价第7部分:
环氧乙烷灭菌残留量》中
缝合钉材料检验
《金属材料拉伸试验第1部分:
室温试验方法》中规定的方法进行
附录A
(资料性附录)
剥离强度试验方法
定义
剥离强度:
是指单位长度的剥离力。
设备要求
设备所需要电源电压:
220V±10%;电源频率:
50Hz±1%。
设备的计量单位:
“N/mm(牛顿/毫米)”。
采用5kg传感器。
试验材料
试验材料为采用吸塑盒和透析纸进行封装的灭菌包装盒。
取样:
在每只灭菌包装封口四边各取长度L为的样品。
取样位置见下图:
试验方法
将样品夹紧在设备的夹具上。
试验速度调到127mm/min。
所有的读数清零,没有任何拉力在需测试的样品上。
用自动控制将测头拉升,直到测试样品的吸塑盒和透析纸分开。
记录拉力的最大值。
附录B
(规范性附录)
耐压测试方法
定义
吻(缝)合口耐压:
是指用吻(缝)合器将肠腔缝合完毕后,吻(缝)合口所能承受的压力。
吻合:
两个圆管状切口对接且完全吻合、畅通。
缝合:
残端切口的关闭。
仪器要求
耐压测试仪应按规定程序所批准的图样及文件制造。
耐压测试仪的基本原理为连通器原理。
耐压测试仪的计量单位:
“kPa(千帕)”。
耐压测试仪的示值范围:
0~6kPa,示值误差:
±。
耐压测试仪有进水口与排水口,进水口端通过三通与压力表连接。
耐压测试仪的压力表每年检定一次。
耐压测试仪的进水、排水管道应通畅,控制装置应可靠。
耐压测试仪的示意图参见上图。
试验材料
试验材料为新鲜的猪肠(亦称肠腔)。
试验前应将肠腔洗净,清除待吻(缝)合处的多余脂肪组织。
试验方法
将新鲜猪肠腔的一端置于吻合器的缝合口内,目测估计肠腔的大小与器械规格相适应。
按照说明书列示的操作步骤,完成猪肠一端缝合。
将缝合完毕后的肠腔开口端,接在‘耐压测试仪’的接口上,并确保接口严密。
±)。
结果判定
吻合口性能应符合技术要求中的规定。
附录C
(资料性附录)
密封性能试验
概述
本附录以染色渗透试验方法进行包装封口密封性能试验。
仪器和试剂准备
1L烧杯。
25mL量筒。
天平。
非离子表面活性剂TritonX-100。
甲苯胺蓝指示染料。
渗透液配方
在符合GB/T6682规定的100ml三级试验用水中加入5g表面活性剂TritonX-100,搅拌均匀。
试验步骤
测试时试验人员应检查测试环境温度在23℃±2℃范围内,相对湿度在50%±2%范围内。
用注射器吸取足够的渗透液并在包装中心位置将其注入到灭菌初包装,使液体覆盖封口边的高度达到5mm。
渗透液覆盖封口边的时间应控制在5s~20s范围内。
从吸塑盒一面目测检查密封区域,可清晰看到有无蓝色渗漏缝隙。
要求密封区域染色渗透深度不超过4mm。
试验报告
标识试验样品的来源,记录样品批号。
报告粘合密封区域有蓝色渗漏的数量。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 一次性 使用 直线 切割 吻合 组件 技术 要求
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《Java程序设计》考试大纲及样题试行.docx
《Java程序设计》考试大纲及样题试行.docx
-
《工业企业管理》自学任务书.docx
-
《短歌行》原文翻译及赏析.docx
-
《跳水》教案3.docx
-
《基于MATLAB的信号与系统实验指导》编程练习.docx
-
《你是最棒的》教学设计.docx
-
《选修4化学反应原理》知识点总结整理超全.docx
-
2环境应急监测试题资料.docx
-
《自动化仪表工程施工及验收规范》GB50093仪表安装检验批.docx
-
09年法律硕士民法预热辅导第2102讲完整篇doc.docx
-
6阅读能力阅读方法指什么.docx
-
《豆蔻镇的居民和强盗》读后感.docx
-
CMYK色值参考.docx
-
3121护理查对制度.docx
-
《草莓》课堂教学课件5篇.docx
-
CCNA完整知识点.docx
-
《合理安排时间》说课稿.docx
-
18我的伯父鲁迅先生.docx
-
3dmax授课计划doc.docx
-
《中共中央国务院关于加快推进生态文明建设的意见》.docx
-
《永生的眼睛》练习题附答案.docx
-
flow3d官方培训教程中的实例中文说明.docx
-
《宪法》《监察法》应知应会100题含答案.docx
-
EMS基础知识综合练习复习资料.docx
-
100以内退位减法500道带竖式空间可直接打印.docx
-
207声屏障施工组织设计.docx
-
30个科学小常识教学提纲.docx
-
JGJ59建筑施工安全检查标准评分表全套.docx
-
12幼儿园保育员培训活动记录表.docx
-
minecraft匠魂教程.docx
-
c语言课程设计学生成绩管理系统.docx
-
0503新闻传播学基本要求.docx
-
完整版最新版本机械设计基础毕业课程设计说明书.docx
-
湘教版三年级下册语文全册教案.docx
-
探访敬老院的活动策划.docx
-
新年演讲稿大全.docx
-
土地整理项目竣工施工单位样本.docx
-
小箬村特大桥实施性施工组织修改.docx
-
西师大版六年级数学上册第五单元 图形的变换和确定位置.docx
-
网站界面UI设计期末考试复习题 电大 开放大学.docx
-
丝网印刷制版工艺.docx
-
消防培训消防员体能训练手册.docx
-
幼儿园安全卫生工作计划书与幼儿园安全卫生工作计划例文汇编.docx
-
湘少版六年级下册英语单元复习资料.docx
-
未申请专利申请必备一种提高免疫百香果含片的制备方法.docx
-
信达公园里售楼部模板专项施工方案.docx
-
选修单元三.docx
-
物流英语词汇.docx
-
水产组织胚胎学课后答案.docx
-
五套合集湖南省长沙市届物理八年级上学期期末考试试题.docx
-
学年江苏省大丰市新丰中学高一下学期期中考试英语试题.docx
