 作业标准.docx
作业标准.docx
- 文档编号:9917133
- 上传时间:2023-02-07
- 格式:DOCX
- 页数:37
- 大小:232.50KB
作业标准.docx
《作业标准.docx》由会员分享,可在线阅读,更多相关《作业标准.docx(37页珍藏版)》请在冰豆网上搜索。
作业标准
作业标准
编号:
BYQR7.5-01
版本A版修订0次
共1页第1页
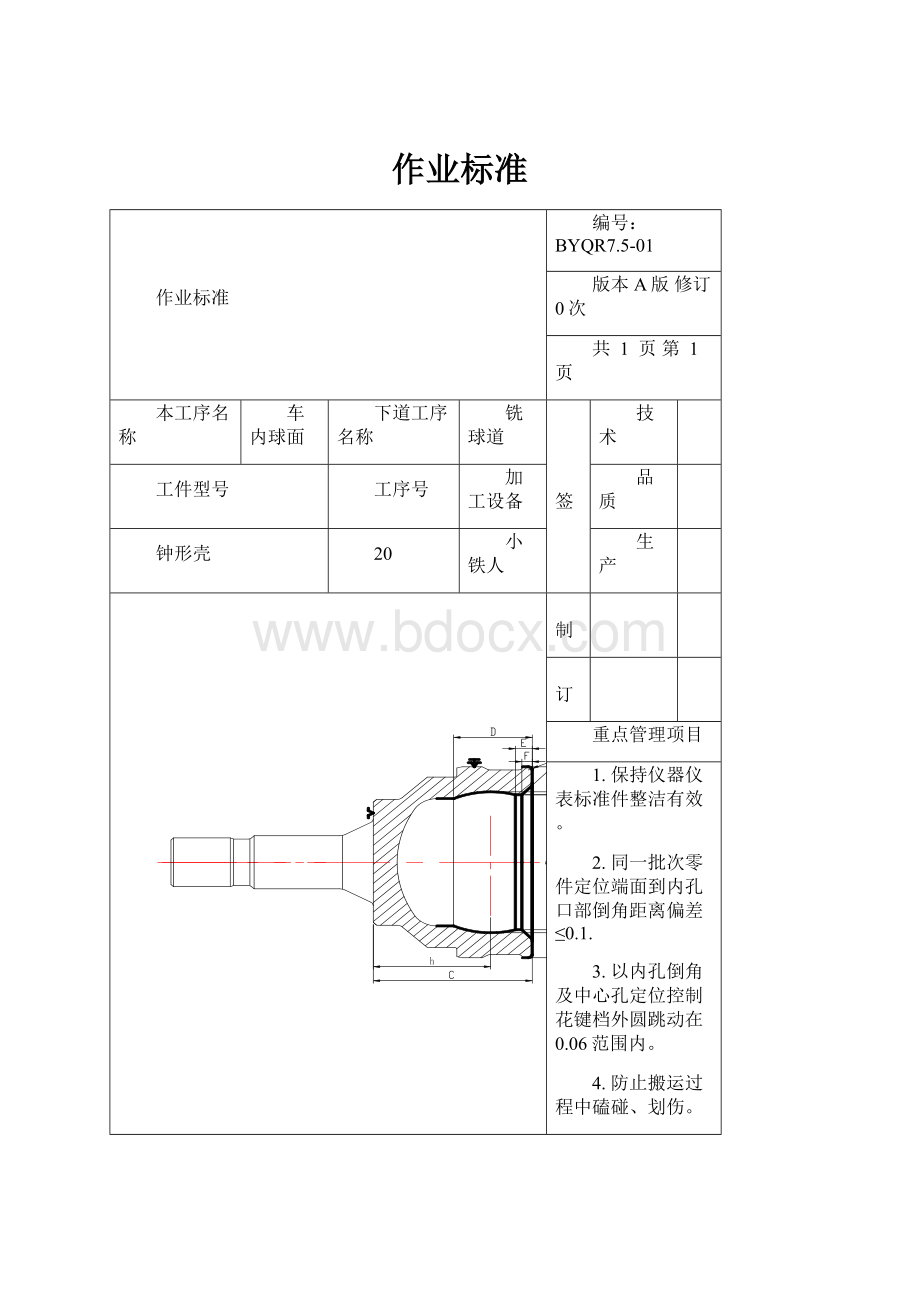
本工序名称
车内球面
下道工序名称
铣球道
会签
技术
工件型号
工序号
加工设备
品质
钟形壳
20
小铁人
生产
编制
修订
重点管理项目
1.保持仪器仪表标准件整洁有效。
2.同一批次零件定位端面到内孔口部倒角距离偏差≤0.1.
3.以内孔倒角及中心孔定位控制花键档外圆跳动在0.06范围内。
4.防止搬运过程中磕碰、划伤。
5.工件状态标识。
条件
管理
No
检查项目
作业条件
确认方法
检查周期
遵守方案
1
刀具尺寸
按刀具选用表
包装标识
交换时
1.按检查周期、确认方法,确认作
2
主轴转速(r/min)
1000
机床设定
交换时
业条件、确认标准件是否有效。
3
车加工进给量mm/min
144-250
参数设定
交换时
2.定期更换冷却液
检验管理
No
检查项目
技术条件
检测方法
自检频度
巡检频度
遵守方案
1
球面中心高h
按工艺卡片
中心高专用检具
2只/30只
5只/次2次/班
1.首件检查前确认测定器、标准件是否有效。
2
球面直径d
按工艺卡
内径百分表
2只/10只
10只/次2次/班
2.刀具、工装更换,首件确认
3
尺寸A
按工艺卡
外径千分尺
2只/10只
10只/次2次/班
3.按周期规定检查、记录。
4
尺寸B
按工艺卡
游标卡尺
2只/10只
10只/次2次/班
5
尺寸C
按工艺卡
高度尺
2只/10只
10只/次2次/班
4.作业参数设定后,确认首件。
6
尺寸D
按工艺卡
游标卡尺
2只/10只
10只/次2次/班
7
尺寸E
按工艺卡
游标卡尺
2只/10只
10只/次2次/班
5.自主检查要彻底、记录要清
8
尺寸F
按工艺卡
游标卡尺
2只/10只
10只/次2次/班
晰、完整
9
倒圆角r
按工艺卡
R规
2只/10只
10只/次2次/班
6.首检3件,合格后量产。
10
倒直角a
按工艺卡
万能角度尺
2只/10只
10只/次2次/班
7.调整尺寸时按中间公差调整
11
跳动度Rrt
按工艺卡
专用检具
2只/10只
首检2只
12
外观
无缺陷
目测
1只/10只
2只/次2次/班
作业要领
No
项目
内容
1
设备状况
检查冷却液及过滤系统,电、气、油供给是否正常,设备震动、声音是否正常
2
工装、刀具状况
确定所使用的工装、刀具是否有效,工装、刀具交换后确认首件的质量
3
润滑油供给
工件首检查润滑油供给是否有效
4
产品状态标识
工作中产品的状态要标识,隔离存放,不良品及时移用
5
安全作业
作业中手严禁进入危险区,设备运行中严禁停电
异常措施
No
项目
内容
1
不良产品
不良品出现立即标识、隔离,向上级报告
2
批量生产
产品品质不稳定,不允许批量生产
作业标准
编号:
BYQR7.5-01
版本A版修订0次
共1页第1页
本工序名称
铣球道
下道工序名称
轧花键
会签
技术
工件型号
工序号
加工设备
品质
钟形壳
30
铣床TG-M100K
生产
编制
修订
重点管理项目
1.保持仪器仪表标准件整洁有效。
2.粗、精铣刀的选用.
3.防止搬运过程中磕碰、划伤。
4.工件状态标识。
条件
管理
No
检查项目
作业条件
确认方法
检查周期
遵守方案
1
刀具尺寸
按刀具选用表
包装标识
交换时
1.按检查周期、确认方法,确认作
2
主轴转速(r/min)
2860-3400
机床设定
交换时
业条件、确认标准件是否有效。
3
铣加工进给量(mm/min)
700
参数设定
交换时
2.定期更换冷却液
No
检查项目
技术条件
检测方法
自检频度
巡检频度
遵守方案
检验管理
1
沟道中心高H
按工艺卡片
中心高专用检具
2只/30只
5只/次2次/班
1.首件检查前确认测定器、标准件是否有效。
2
沟道直径D
按工艺卡
内径百分表
2只/10只
10只/次2次/班
2.刀具、工装更换,首件确认
3
圆弧半径R
按工艺卡
R规
2只/10只
10只/次2次/班
3.按周期规定检查、记录。
4
球道分度
按工艺卡
机床保证
4.作业参数设定后,确认首件。
5
倒角a
按工艺卡
外径千分尺
2只/10只
10只/次2次/班
5.自主检查要彻底、记录要清晰完整
6
球道与外圆壁厚差
按工艺卡
专用检具
首检2只
6.首检3件,合格后量产。
7
外观
无缺陷
目测
1只/10只
2只/次2次/班
7.调整尺寸时按中间公差调整
作业要领
No
项目
内容
1
设备状况
检查冷却液及过滤系统,电、气、油供给是否正常,设备震动、声音是否正常
2
工装、刀具状况
确定所使用的工装、刀具是否有效,工装、刀具交换后确认首件的质量
3
润滑油供给
工件首检查润滑油供给是否有效
4
产品状态标识
工作中产品的状态要标识,隔离存放,不良品及时移用
5
安全作业
作业中手严禁进入危险区,设备运行中严禁停电
异常措施
No
项目
内容
1
不良产品
不良品出现立即标识、隔离,向上级报告
2
批量生产
产品品质不稳定,不允许批量生产
作业标准
编号:
BYQR7.5-01
版本A版修订0次
共1页第1页
本工序名称
轧花键
下道工序名称
轧螺纹
会签
技术
工件型号
工序号
加工设备
品质
钟形壳
40
搓齿机
生产
编制
修订
重点管理项目
1.保持仪器仪表标准件整洁有效。
2.花键环规,量棒。
3.防止搬运过程中磕碰、划伤。
4.工件状态标识。
条件
管理
No
检查项目
作业条件
确认方法
检查周期
遵守方案
1
搓齿板规格
根据花键参数表
包装标识
交换时
1.按检查周期、确认方法,确认作
2
主轴转速
机床设定
交换时
业条件、确认标准件是否有效。
3
进给量
参数设定
交换时
No
检查项目
技术条件
检测方法
自检频度
巡检频度
遵守方案
检验管理
1
花键综合参数
按工艺卡片
专用通止规
2只/10只
10只/次2次/班
1.首件检查前确认测定器、标准件是否有效。
2
基准面至花键起始端距离A
按工艺卡
游标卡尺
2只/10只
10只/次2次/班
2.刀具、工装更换,首件确认
3
基准面至花键末端距离B
按工艺卡
游标卡尺
2只/10只
10只/次2次/班
3.按周期规定检查、记录。
4.首检3件,合格后量产
4
花键跨棒距
按工艺卡
千分尺+量棒
2只/10只
10只/次2次/班
5.作业参数设定后,确认首件。
5
粗糙度Ra
按工艺卡
粗糙度样板
2只/50只
10只/次2次/班
6.自主检查要彻底、记录要清晰完整
6
外观
无缺陷
目测
1只/10只
2只/次2次/班
7.调整尺寸时按中间公差调整
作业要领
No
项目
内容
1
设备状况
检查冷却液及过滤系统,电、气、油供给是否正常,设备震动、声音是否正常
2
工装、刀具状况
确定所使用的工装、刀具是否有效,工装、刀具交换后确认首件的质量
3
润滑油供给
工件首检查润滑油供给是否有效
4
产品状态标识
工作中产品的状态要标识,隔离存放,不良品及时移用
5
安全作业
作业中手严禁进入危险区,设备运行中严禁停电
异常措施
No
项目
内容
1
不良产品
不良品出现立即标识、隔离,向上级报告
2
批量生产
产品品质不稳定,不允许批量生产
作业标准
编号:
BYQR7.5-01
版本A版修订0次
共1页第1页
本工序名称
轧螺纹
下道工序名称
钻孔
会签
技术
工件型号
工序号
加工设备
品质
钟形壳
50
滚丝机
生产
编制
修订
重点管理项目
1.保持仪器仪表标准件整洁有效。
2.螺纹环规。
3.防止搬运过程中磕碰、划伤。
4.工件状态标识。
条件
管理
No
检查项目
作业条件
确认方法
检查周期
遵守方案
1
滚丝轮规格
按刀具选用表
包装标识
交换时
1.按检查周期、确认方法,确认作
2
主轴转速
机床设定
交换时
业条件、确认标准件是否有效。
3
进给量
参数设定
交换时
2.定期更换冷却液
No
检查项目
技术条件
检测方法
自检频度
巡检频度
遵守方案
检验管理
1
螺纹综合参数M
按工艺卡片
专用通止规
2只/10只
10只/次2次/班
1.首件检查前确认测定器、标准件是否有效。
2
基准面至螺纹起始端距离A
按工艺卡
游标卡尺
2只/10只
10只/次2次/班
2.刀具、工装更换,首件确认
3
基准面至螺纹末端距离B
按工艺卡
游标卡尺
2只/10只
10只/次2次/班
3.按周期规定检查、记录。
4.首检3件,合格后量产
5.作业参数设定后,确认首件。
5
粗糙度Ra
按工艺卡
粗糙度样板
2只/50只
5只/次2次/班
6.自主检查要彻底、记录要清晰完整
6
外观
无缺陷
目测
1只/10只
2只/次2次/班
7.调整尺寸时按中间公差调整
作业要领
No
项目
内容
1
设备状况
检查冷却液及过滤系统,电、气、油供给是否正常,设备震动、声音是否正常
2
工装、刀具状况
确定所使用的工装、刀具是否有效,工装、刀具交换后确认首件的质量
3
润滑油供给
工件首检查润滑油供给是否有效
4
产品状态标识
工作中产品的状态要标识,隔离存放,不良品及时移用
5
安全作业
作业中手严禁进入危险区,设备运行中严禁停电
异常措施
No
项目
内容
1
不良产品
不良品出现立即标识、隔离,向上级报告
2
批量生产
产品品质不稳定,不允许批量生产
作业标准
编号:
BYQR7.5-01
版本A版修订0次
共1页第1页
本工序名称
钻孔
下道工序名称
热处理
会签
技术
工件型号
工序号
加工设备
品质
钟形壳
60
钻床
生产
编制
修订
重点管理项目
1.保持仪器仪表标准件整洁有效。
2.直径,角度。
3.防止搬运过程中磕碰、划伤。
4.工件状态标识。
条件
管理
No
检查项目
作业条件
确认方法
检查周期
遵守方案
1
钻头规格
按刀具选用表
包装标识
交换时
1.按检查周期、确认方法,确认作
2
主轴转速(r/min)
320-1320
机床设定
交换时
业条件、确认标准件是否有效。
3
进给量(mm/r)
1-1.5
参数设定
交换时
2.定期更换冷却液
No
检查项目
技术条件
检测方法
自检频度
巡检频度
遵守方案
检验管理
1
基准面至十字孔距离h
按工艺卡片
模具保证
2只/10只
10只/次2次/班
1.首件检查前确认测定器、标准件是否有效。
2
十字孔直径a
按工艺卡
游标卡尺
2只/10只
10只/次2次/班
2.刀具、工装更换,首件确认
3
十字孔直径b
按工艺卡
游标卡尺
2只/10只
10只/次2次/班
3.按周期规定检查、记录。
4.首检3件,合格后量产
5.作业参数设定后,确认首件。
5
角度α
按工艺卡
角度样板
2只/10只
10只/次2次/班
6.自主检查要彻底、记录要清晰完整
6
外观
无缺陷
目测
1只/10只
2只/次2次/班
7.调整尺寸时按中间公差调整
作业要领
No
项目
内容
1
设备状况
检查冷却液及过滤系统,电、气、油供给是否正常,设备震动、声音是否正常
2
工装、刀具状况
确定所使用的工装、刀具是否有效,工装、刀具交换后确认首件的质量
3
润滑油供给
工件首检查润滑油供给是否有效
4
产品状态标识
工作中产品的状态要标识,隔离存放,不良品及时移用
5
安全作业
作业中手严禁进入危险区,设备运行中严禁停电
异常措施
No
项目
内容
1
不良产品
不良品出现立即标识、隔离,向上级报告
2
批量生产
产品品质不稳定,不允许批量生产
作业标准
编号:
BYQR7.5-01
版本A版修订0次
共1页第1页
本工序名称
精车外圆
下道工序名称
磨内球面
会签
技术
工件型号
工序号
加工设备
品质
钟形壳
70
西格玛
生产
编制
修订
重点管理项目
1.保持仪器仪表标准件整洁有效。
2.粗糙度,垂直度,外径。
3.防止搬运过程中磕碰、划伤。
4.工件状态标识。
条件
管理
No
检查项目
作业条件
确认方法
检查周期
遵守方案
1
刀具规格
按刀具选用表
包装标识
交换时
1.按检查周期、确认方法,确认作
2
主轴转速(r/min)
600-1600
机床设定
交换时
业条件、确认标准件是否有效。
3
进给量(mm/min)
60-240
参数设定
交换时
2.定期更换冷却液
No
检查项目
技术条件
检测方法
自检频度
巡检频度
遵守方案
检验管理
1
外径D1
按工艺卡片
外径千分尺
2只/10只
10只/次2次/班
1.首件检查前确认测定器、标准件是否有效。
2
外径D2
按工艺卡
外径千分尺
2只/10只
10只/次2次/班
2.刀具、工装更换,首件确认
3
外径D3
按工艺卡
外径千分尺
2只/10只
10只/次2次/班
3.按周期规定检查、记录。
4
尺寸H1
按工艺卡
游标卡尺
2只/10只
10只/次2次/班
4.首检3件,合格后量产
5
尺寸H2
按工艺卡
游标卡尺
2只/10只
10只/次2次/班
5.作业参数设定后,确认首件。
6
尺寸H3
按工艺卡
游标卡尺
2只/10只
10只/次2次/班
6.自主检查要彻底、记录要清晰完整
7
尺寸H4
按工艺卡
游标卡尺
2只/10只
10只/次2次/班
7.调整尺寸时按中间公差调整
8
粗糙度Ra
按工艺卡
粗糙度样板
2只/50只
10只/次2次/班
9
垂直度Ver
按工艺卡
专用检具
2只/10只
10只/次2次/班
10
中心高H
按工艺卡
专用检具
2只/30只
5只/次2次/班
11
外观
无缺陷
目测
1只/10只
2只/次2次/班
作业要领
No
项目
内容
1
设备状况
检查冷却液及过滤系统,电、气、油供给是否正常,设备震动、声音是否正常
2
工装、刀具状况
确定所使用的工装、刀具是否有效,工装、刀具交换后确认首件的质量
3
润滑油供给
工件首检查润滑油供给是否有效
4
产品状态标识
工作中产品的状态要标识,隔离存放,不良品及时移用
5
安全作业
作业中手严禁进入危险区,设备运行中严禁停电
异常措施
No
项目
内容
1
不良产品
不良品出现立即标识、隔离,向上级报告
2
批量生产
产品品质不稳定,不允许批量生产
作业标准
编号:
BYQR7.5-01
版本A版修订0次
共1页第1页
本工序名称
磨内球面
下道工序名称
磨六球道
会签
技术
工件型号
工序号
加工设备
品质
钟形壳
80
内圆磨床
生产
编制
修订
重点管理项目
1.保持仪器仪表标准件整洁有效。
2.冷却液要充足,防止烧伤。
3.粗糙度,跳动度,球面直径。
4.防止擦伤,起筋,裂纹。
5.工件状态标识。
条件
管理
No
检查项目
作业条件
确认方法
检查周期
遵守方案
1
刀具规格
按刀具选用表
包装标识
交换时
1.按检查周期、确认方法,确认作
2
砂轮线速度(m/s)
≤60
机床设定
交换时
业条件、确认标准件是否有效。
3
工件转速(r/min)
200-720r/min
参数设定
交换时
2.砂轮修整间隔精磨≤10只
4
磨削进给量mm/s
0.005-0.4
参数设定
调整中
3.定期更换冷却液
5
砂轮修整进给量mm/次
0.02-0.04
参数设定
调整中
4.检查金刚笔,不良时更换
6
光磨时间
≤5
参数设定
调整中
No
检查项目
技术条件
检测方法
自检频度
巡检频度
遵守方案
检验管理
1
球面直径a
按工艺卡片
内径百分表
2只/10只
10只/次2次/班
1.首件检查前确认测定器、标准件是否有效。
2
球面中心高h
按工艺卡
专用检具
2只/30只
5只/次2次/班
2.刀具、工装更换,首件确认
3.按周期规定检查、记录。
3
粗糙度Ra
按工艺卡
粗糙度样板
2只/10只
10只/次2次/班
4.首检3件,合格后量产
5.作业参数设定后,确认首件。
4
跳动度Rrt
按工艺卡
专用检具
2只/10只
10只/次2次/班
6.自主检查要彻底、记录要清晰完整
5
烧伤检查
无烧伤
酸洗
上下午首检设备调整后
2只/次2次/班
5
外观
无缺陷
目测
1只/10只
2只/次2次/班
7.调整尺寸时按中间公差调整
作业要领
No
项目
内容
1
设备状况
检查冷却液及过滤系统,电、气、油供给是否正常,设备震动、声音是否正常
2
工装、砂轮状况
确定所使用的工装、刀具是否有效,工装、刀具交换后确认首件的质量
3
润滑油供给
工件首检查润滑油供给是否有效
4
产品状态标识
工作中产品的状态要标识,隔离存放,不良品及时移用
5
安全作业
作业中手严禁进入危险区,设备运行中严禁停电
异常措施
No
项目
内容
1
不良产品
不良品出现立即标识、隔离,向上级报告
2
批量生产
产品品质不稳定,不允许批量生产
作业标准
编号:
BYQR7.5-01
版本A版修订0次
共1页第1页
本工序名称
磨六球道
下道工序名称
会签
技术
工件型号
工序号
加工设备
品质
钟形壳
90
沟道磨床
生产
编制
修订
重点管理项目
1.保持仪器仪表标准件整洁有效。
2.冷却液要充足,防止烧伤。
3.粗糙度,跳动度,球面直径。
4.防止擦伤,起筋,裂纹。
5.工件状态标识。
条件
管理
No
检查项目
作业条件
确认方法
检查周期
遵守方案
1
刀具规格
按刀具选用表
包装标识
交换时
1.按检查周期、确认方法,确认作
2
砂轮线速度(m/s)
≤60
机床设定
交换时
业条件、确认标准件是否有效。
3
工件转速(r/min)
180-720
参数设定
交换时
2.砂轮修整间隔精磨≤10只
4
磨削进给量mm/s
0.005-0.4
参数设定
调整中
3.定期更换冷却液
5
砂轮修整进给量mm/次
0.02-0.04
参数设定
调整中
4.检查金刚笔,不良时更换
6
光磨时间
≤5
参数设定
调整中
No
检查项目
技术条件
检测方法
自检频度
巡检频度
遵守方案
检验管理
1
球道底径D
按工艺卡片
内径百分表
2只/10只
10只/次2次/班
1.首件检查前确认测定器、标准件是否有效。
2
球道中心高H
按工艺卡
专用检具
2只/30只
5只/次2次/班
2.刀具、工装更换,首件确认
3.按周期规定检查、记录。
3
粗糙度Ra
按工艺卡
粗糙度样板
2只/10只
10只/次2次/班
4.首检3件,合格后量产
5.作业参数设定后,确认首件。
4
跳动度Rrt
按工艺卡
专用检具
2只/10只
10只/次2次/班
6.自主检查要彻底、记录要清晰完整
5
球道轨迹R
按工艺卡
刮色钢球
2只/10只
10只/次2次/班
7.调整尺寸时按中间公差调整
6
烧伤检查
无烧伤
酸洗
上下午首检
设备调整后
2只/次2次/班
7
外观
无缺陷
目测
1只/10只
2只/次2次/班
作业要领
No
项目
内容
1
设备状况
检查冷却液及过滤系统,电、气、油供给是否正常,设备震动、声音是否正常
2
工装、砂轮状况
确定所使用的工装、砂轮是否有效,工装、砂轮交换后确认首件的质量
3
润滑油供给
工件首检查润滑油供给是否有效
4
产品状态标识
工作中产品的状态要标识,隔离存放,不良品及时移用
5
安全作业
作业中手严禁进入危险区,设备运行中严禁停电
异常措施
No
项目
内容
1
不良产品
不良品出现立即标识、隔离,向上级报告
2
批量生产
产品品质不稳定,不允许批量生产
作业标准
编号:
BYQR7.5-01
版本A版修订0次
共2页第1页
本工序名称
车内球面
下道工序名称
铣球道
会签
技术
工件型号
工序号
加工设备
品质
钟形壳
10
小铁人
生产
编制
修订
重点管理项目
1.各档车削轴径的同心度。
2.同一批次零件定位端面到内孔口部倒角距离偏差≤0.1.
3.以内孔倒角及中心孔定位控制花键档外圆跳动在0.06范围内。
4.防止搬运过程中磕碰、划伤。
5.工件状态标识。
条件
管理
No
检查项目
作业条件
确认方法
检查周期
遵守方案
1
刀具尺寸
按刀具选用表
包装标识
交换时
1.按检查周期、确认方法,确认作
2
主轴转速(r/min)
1000
机床设定
交换时
业条件、确认标准件是否有


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 作业 标准
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《Java程序设计》考试大纲及样题试行.docx
《Java程序设计》考试大纲及样题试行.docx
-
《工业企业管理》自学任务书.docx
-
《短歌行》原文翻译及赏析.docx
-
《跳水》教案3.docx
-
《基于MATLAB的信号与系统实验指导》编程练习.docx
-
《你是最棒的》教学设计.docx
-
《选修4化学反应原理》知识点总结整理超全.docx
-
2环境应急监测试题资料.docx
-
《自动化仪表工程施工及验收规范》GB50093仪表安装检验批.docx
-
09年法律硕士民法预热辅导第2102讲完整篇doc.docx
-
6阅读能力阅读方法指什么.docx
-
《豆蔻镇的居民和强盗》读后感.docx
-
CMYK色值参考.docx
-
3121护理查对制度.docx
-
《草莓》课堂教学课件5篇.docx
-
CCNA完整知识点.docx
-
《合理安排时间》说课稿.docx
-
18我的伯父鲁迅先生.docx
-
3dmax授课计划doc.docx
-
《中共中央国务院关于加快推进生态文明建设的意见》.docx
-
《永生的眼睛》练习题附答案.docx
-
flow3d官方培训教程中的实例中文说明.docx
-
《宪法》《监察法》应知应会100题含答案.docx
-
EMS基础知识综合练习复习资料.docx
-
100以内退位减法500道带竖式空间可直接打印.docx
-
207声屏障施工组织设计.docx
-
30个科学小常识教学提纲.docx
-
JGJ59建筑施工安全检查标准评分表全套.docx
-
12幼儿园保育员培训活动记录表.docx
-
minecraft匠魂教程.docx
-
c语言课程设计学生成绩管理系统.docx
-
0503新闻传播学基本要求.docx
-
深圳人才园健身器材采购及安装项目.docx
-
生化复习.docx
-
生态农田保护示范区建设项目可行性方案.docx
-
生物制药题库.docx
-
施工单位安全月启动监理发言稿.docx
-
室外总平施工组织设计.docx
-
石家庄市房屋出租合同官方版.docx
-
手术室护士述职报告范文3篇完整版.docx
-
食品安全学复习题复习课程.docx
-
数据库原理期末考试复习题及答案.docx
-
水电站安全检查项目表1资料讲解.docx
-
水果种植生产实习工作报告三篇.docx
-
水文地质学基础》试题库及参考答案.docx
-
税收筹划客观题与答案题库.docx
-
硕士研究生班英语教学总结.docx
-
免疫组化抗体手册.docx
-
私募基金登记备案相关问题解答114.docx
-
描写淘气可爱的小仓鼠作文精选10篇.docx
-
四川公务员考试《行测》通关模拟试题及答案解析70行测模拟题2.docx
