 短流程理论研究.docx
短流程理论研究.docx
- 文档编号:9899505
- 上传时间:2023-02-07
- 格式:DOCX
- 页数:15
- 大小:643.98KB
短流程理论研究.docx
《短流程理论研究.docx》由会员分享,可在线阅读,更多相关《短流程理论研究.docx(15页珍藏版)》请在冰豆网上搜索。
短流程理论研究
《短流程产品特性研究》报告
一、国内现状
薄板坯连铸连轧技术是20世纪90年代开发成功的一种高效的板带生产技术。
自投入工业生产以来取得了巨大的成功,受到了钢铁生产厂家的青睐。
本钢在经过周密调研和论证后,决定引进薄板坯连铸连轧工艺,即短流程BSP,并计划在2004年年底建成投产。
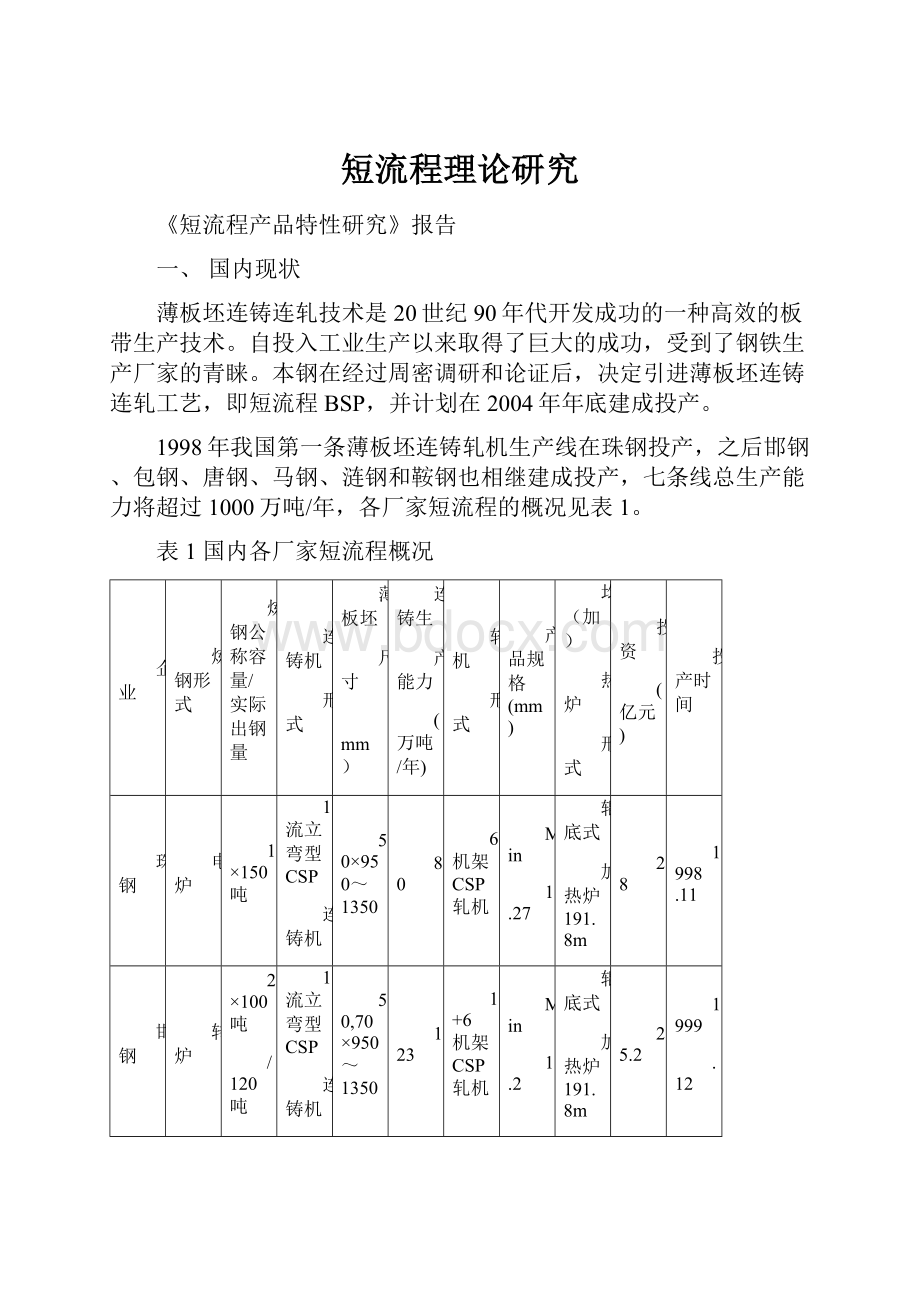
1998年我国第一条薄板坯连铸轧机生产线在珠钢投产,之后邯钢、包钢、唐钢、马钢、涟钢和鞍钢也相继建成投产,七条线总生产能力将超过1000万吨/年,各厂家短流程的概况见表1。
表1国内各厂家短流程概况
企业
炼钢形式
炼钢公称容量/实际出钢量
连铸机
形式
薄板坯
尺寸
(mm)
连铸生
产能力
(万吨/年)
轧机
形式
产品规格(mm)
均(加)
热炉
形式
投资
(亿元)
投产时间
珠钢
电炉
1×150吨
1流立弯型CSP
连铸机
50×950~1350
80
6机架CSP轧机
Min
1.27
辊底式
加热炉191.8m
28
1998.11
邯钢
转炉
2×100吨
/120吨
1流立弯型CSP
连铸机
50,70×950~1350
123
1+6机架CSP轧机
Min
1.2
辊底式
加热炉191.8m
25.2
1999
.12
包钢
转炉
2×210吨
2流立弯型CSP
连铸机
70×900~1680
200
6机架CSP轧机
Min
1.2
辊底式
加热炉200.8m×2摆动式
联接
32.6
2001
.08
唐钢
转炉
2×150吨
1流直弧型FTSR连铸机
90,70,65×850~1680
150
(250)
2+5机架
达涅利+
三菱
0.8
~6
辊底式
均热炉187m
2002
.12
马钢
转炉
2×100吨
/110吨
2流立弯型CSP
连铸机
90,70,65×900~1600
220
7机架
0.8
~8
辊底式
均热炉270m×2摆动式
联接
2003.12
涟钢
转炉
2×90吨
/105吨
1流立弯型CSP连铸机
70,55×900~1600
130
7机架
0.8
~12.7
辊底式
加热炉291m
24.7
2004.03
鞍钢
转炉
2×90吨
/110吨
1流
直弧型CONROLL连铸机
135(100~150)×900~1620
150
1+6机架ASP轧机
Min
1.0
步进式
加热炉
2000.11
本钢即将建成的BSP引进达涅利公司的FTSC(flexiblethinslabcast)连铸机,使用H2漏斗型结晶器,采用动态软压下技术。
采用辊底式加热炉,轧机采用日本三菱公司高强钢轧机,两机架粗轧机组,五机架精轧机组。
二、短流程工艺和产品主要特点
目前工业性生产的薄板坯连铸连轧技术有德国SMS-Demag公司的CSP技术和ISP技术,意大利Danieli公司的FTSR技术,奥钢联VAI的CONROLL技术以及美国Tippings公司的TSP技术等,其中CSP技术和CONROLL技术在工业生产中应用最广。
各种薄板坯连铸连轧工艺主要特点见表2。
表2各种薄板坯连铸连轧工艺主要特点
项目
CSP
ISP
FTSR
CONROLL
连铸坯厚(mm)
50~70
60~75~90(100)
40~8090/70
70~8075~125
连铸机形式
立弯式
直弧
直-弧
直-弧
结晶器
漏斗结晶器
上口170mm,
长1100mm,
漏斗700mm
平板直结晶器,全弧-直弧
小漏斗
H2结晶器
上口180mm,
长1200mm
全长漏斗
平板直结晶器
长约900mm
连铸冷却方式
水冷气水
气-水
气-水
水气
连铸机
弧形半径(m)
顶弯半径
3.00~3.25
5~6
5
5
连铸机
冶金长度(m)
6.0~9.7
11.0~15.1
15.0
14.6
液芯压下
未采用-采用
最早采用
液芯压下
采用动态
软压下
无
拉坯速度
(m/min)
4~6
最大6
3.5~5.0
最大5.5~6.0
3.5~5.0
最大5.5~6.0
3.0~3.5
加热炉形式
隧道式加热炉
感应加热+
卷取箱或
隧道式加热炉
隧道式加热炉+保温辊道
步进梁式加热炉
轧机组成
6(5)~7机架
1R+5(6)F
2R+5F
1R+6F
6
尽管各厂家采用的短流程工艺各不相同,但它们的产品特性是相同的。
与常流程产品相比,还有有许多不同之处。
传统连铸连轧的基本过程是,将钢水连铸成200~250mm厚的板坯,冷却至室温或到600℃左右热送热装,再重新加热到奥氏体高温区,然后进入由粗轧机和精轧机组成的连轧机组轧成宽带钢。
钢在此工艺过程中经历的相变为γ1α,αγ2,γ2α。
而在短流程工艺中,钢水被连续铸成45~70mm(少数到90mm)的厚的薄板坯,在约950~1000℃时直接进入辊底式加热炉加热后,再进入机架较少的热轧机组轧成宽带钢。
与常规传统工艺比较,薄板坯连铸连轧工艺流程明显缩短,两种工艺过程中的组织形成和性能控制存在不同的特点和机制。
普通低碳碳素钢在薄板坯连铸连轧工艺流程中的原始奥氏体组织演化规律(轧卡样分析)见图1~7。
图1板坯图2经F1轧制后
图3经F2轧制后图4经F3轧制后
图5经F4轧制后图6经F5轧制后
以上面各图表明,F1变形后原树枝晶奥氏体再结晶并显著细化,枝晶破碎,但并不完全。
F2变形后奥氏体通过再结晶进一步细化,通过再结晶,奥氏体已经基本呈等轴形态。
F3---F6变形,原始奥氏体通过再结图7经F6轧制后
晶进一步细化,最后可达到30um。
其变化规律如图8所示。
图8各道次变形后原始奥氏体晶粒尺寸变化
通过碳素钢的
轧制变形过程中的组织演变规律分析表明,短流程带钢轧制技术具有明显的变形两阶段过程,其主要作用为:
首先高温大应变变形促进奥氏体再结晶,完成铸造枝晶向等轴晶的转化;然后
轧制第二阶段为通过奥氏体再结晶细化进一步细化、均匀化原始奥氏体组织,最终获得理想的组织形态。
通过变形后原始奥氏体反复再结晶以实现钢板组织的细化和均匀化是薄板坯连铸连轧工艺中组织控制的关键,因而,控轧工艺的合理应用十分关键。
从已开通的几条薄板坯连铸连轧生产线的实际生产产品检验看,钢板的显微组织明显比传统流程生产的组织要细化很多。
薄板坯连铸的凝固速度高和连轧机组压缩比高,易形成较小的二次枝晶间距和更加微细的宏观晶粒组织,有利于钢的组织细化。
另外,最近北京科技大学的研究发现用短流程工艺生产的不添加Nb、V、Ti等微合金元素的低C-Mn高强度钢(HSLC)的屈服强度可达450MPa级,与含Nb、V的低C-Mn高强度钢(HSLA)的强度相当。
这是由于在HSLC钢中存在大量的尺寸为5~20nm的纳米级粒子,见图9。
图9纳米级非金属化合物
初步分析为碳化物、氮化物、硫化物和氧化物等析出物,见图10、11和12。
这些析出物弥散分布在钢的组织中,必然对钢的强度性能产生重要的影响。
图10普通碳素钢中纳米级硫化物图11珠钢ZJ330钢板中弥散氧化物
图12纳米级TiN(A)和MnS(B)
但关于这些纳米级析出物的准确组成、体积分数的定量确定、对钢强度影响的定量分析以及在连铸连轧过程中各工艺环节的析出条件和如何控制等问题,尚需进一步深入研究。
三、本钢与其他钢厂工艺和产品对比
本钢即将建成的BSP主要采用以下新技术:
1、使用H2漏斗型结晶器
CSP漏斗型结晶器的优点是有足够的钢液量及液面,能保证保护渣的熔化形成良好的渣熔池;有合理的空间,有利于浸入式水口的合理设计,避免产生搭桥延长使用寿命,稳定生产,提高作业率;钢液面相对稳定,无大的喘流和波高,避免保护渣卷入;结晶器热流均匀,坯壳应力小,有利于坯壳均匀生成。
而达涅利公司开发的H2(Highspeed、Highquality)结晶器,长度约1200mm,出结晶器时带凸度的铸坯经7~8对带辊型的夹持辊压平,加上结晶器总长约2100mm,漏斗上部开口约180mm。
因此,H2结晶器应力更小,约为CSP漏斗型结晶器的三分之一,另外钢液量及液面更大,更有利于液面稳定,浇铸90/70mm铸坯拉速为5.5m/min时不必采用电磁制动EMBR。
2、采用动态软压下LPCS
(LiquidPoolEndPointSoftReductionControlSystem)
该技术缓解了连铸与轧钢的矛盾,增加了生产的灵活性,即连铸希望适当增加坯厚,以改善结晶器区域的浇铸条件,稳定生产提高铸坯质量,而轧钢希望连铸供给较薄的铸坯,轧制薄规格产品。
根据达涅利及德马克公司的报道,采用液芯压下LCR(LiquidCoreReduction)或软压下明显改善了铸坯内在质量,减少了中心偏析和疏松。
而达涅利公司开发的动态软压下技术可以根据钢种、拉速、过热度自动计算铸坯凝固点,因而可以在一个或多个扇形段对铸坯实施压下,最大压下量可达20~25mm。
每个扇形段内弧侧设置两对带位移传感器的液压缸,系统内设压力传感器,不仅可以控制压下位置而且可以控制压下力。
3、采用半无头轧制技术
新一代薄板坯连铸连轧生产线开发应用了半无头轧制技术,即在连铸后板坯剪切成倍尺坯(5~8倍),连续通过轧机,在精轧机后,按用户订货要求,高速切分,高速卷取成一定卷重的钢卷。
用这种生产方式,生产多个钢卷,仅有一次穿带、一次抛尾,不仅减少了操作事故,提高了成材率,且使大部分带钢在稳定张力状态下轧制,产品的几何形状精度大幅度提高。
4、使用铁素体轧制技术
铁素体轧制是近年来开发研究的新技术,利用这种技术可以生产更薄规格的热轧带钢,提高质量,降低成本。
铁素体轧制是粗轧后完成奥氏体向铁素体的相变,在铁素体区进行精轧或终轧。
实践证明,采用铁素体轧制和高的卷取温度,可以获得粗大铁素体晶粒及较软的带钢。
铁素体轧制用于超低碳热轧带钢生产,可获得更薄的带钢,若供冷轧做原料时可生产冲压性能更高的带钢。
铁素体轧制不仅能节约能源,减少轧辊磨损和氧化铁皮,而且,利用其生产的产品柔软性和加工成型性好的特点,可以扩大产品品种规格范围。
目前一些高炉转炉流程的联合企业,如荷兰霍戈文厂建成一条薄板坯连铸连轧生产线,由于上游配有RH真空处理等精炼设备,可以提供高纯净度的超低碳钢水,生产线粗轧机后配置强制冷却设备,进行超低碳钢铁素体轧制,计划批量生产超低碳热轧薄钢带,并供冷轧生产冲压性能较高的冷轧带钢。
经过多年的发展,薄板坯连铸连轧生产的钢种不断扩大,达涅利公司的FTSR工艺生产线可生产低碳钢、超低碳钢、包晶钢、中碳钢、高碳钢、合金钢、高强度低合金钢、不锈钢及硅钢。
薄板坯连铸连轧技术的优势在于薄规格带钢产品的生产上,成品带钢厚度越薄,生产难度越大,产品价格越高。
绝大多数薄板坯连铸连轧生产线生产的热带产品规格大都在1.2~12.7mm之间。
近期建设的新生产线在产品规格上有趋向生产薄规格产品的趋势,如德国蒂森公司的CSP生产线的产品厚度范围设定为(0.8)1.0~6.35mm;荷兰霍戈文的ISP生产线的产品厚度范围是(0.8)1.0~3.0mm;埃及亚历山大钢厂的FTSR生产线的产品规格为0.8~20mm;包钢的CSP生产线能生产的产品规格为1.2~20mm。
在墨西哥,希尔萨钢厂短流程生产的热轧带钢已取代了国内50%的普通冷轧带钢。
在美国,已有30~40%的冷轧带钢市场被热轧薄板所代替,1.2~1.5mm厚度的产品最受欢迎,≤2mm热轧带钢的价格要比同规格冷轧产品低100~200美元,具有很强的市场竞争力。
由于目前本钢短流程正在建设中,没有短流程的实物产品,为此,特从唐钢取回短流程产品,进行对比了解。
钢种为SS400,进行了成份、电镜、高倍、低倍、拉伸等理化检验,结果如下:
●成份:
表3单位:
(%)
C
Si
Mn
P
S
N
1
0.204
0.043
0.22
0.019
0.0066
0.0063
2
0.203
0.042
0.22
0.019
0.0064
0.0063
3
0.201
0.041
0.22
0.018
0.0064
0.0067
4
0.209
0.041
0.22
0.019
0.0066
0.0068
表中成份说明唐钢短流程产品成份比较均匀,其硫含量比较低,控制水平比较高。
但磷含量却明显偏高,还有氮,平均达到65ppm,有些过高。
●电镜:
唐钢的钢板中的夹杂物主要是大量的极细硫化锰夹杂物(图13)和以链状分部为主铝酸盐同硫化钙的复合夹杂物(图14)。
Element
Weight%
Atomic%
OK
2.26
6.55
AlK
4.70
8.06
SK
6.04
8.72
CaK
13.82
15.97
FeK
73.18
60.70
Totals
100.00
Element
Weight%
Atomic%
SK
3.92
6.62
MnK
5.16
5.09
FeK
90.93
88.29
Totals
100.00
图13硫化锰夹杂物图14铝酸盐同硫化钙的复合夹杂物
上述电镜检验结果表明,短流程产品中夹杂物尺寸比较细小,但唐钢的夹杂物有许多以链状存在,说明精炼对夹杂物改性处理还不够彻底,这直接影响到钢板内部质量性能。
●高倍:
检验结果见表4。
表4
试样
编号
夹杂
晶粒度
(级)
P%
带状
(级)
组织
A
B
C
D
1
0.5
1
1.5
0.5
10.5
13.41
A0.5
2
0.5
1
1
0.5
10.5
15.06
A0.5
F+P+B(少量)
3
0.5
0.5
2
0.5
10.5
14.78
A0.5
F+P+B(少量)
从高倍检验来看,钢的非金属夹杂物中C类(硅酸盐)夹杂偏高,其它夹杂物尚可。
钢的显微组织为F+P+B(少量),金相组织总体来说比较均匀,但在钢板厚度方向的中心部位存在一定的中心偏析。
钢板的铁素体平均晶粒度为10.5级,晶粒比较均匀。
此外钢板的带状组织也比较轻微,只有0.5级。
本钢常流程的SS400的晶粒度平均为9.5级,说明短流程产品的晶粒更细小一些,这也是短流程产品的一个特点。
●低倍:
从低倍的检验结果看,钢板的上下表面都比较平整、致密。
没有发现裂纹、夹杂、折叠、氧化铁皮压入、机械损伤、凸凹不平等缺陷。
●拉伸:
检验结果见表5。
表5
σs(MPa)
σb(MPa)
δ5(%)
1
340
470
29
2
340
475
31
从拉伸检验结果看,都符合钢种要求,没有特别之处。
总体来看,唐钢的短流程产品特点是:
硫含量较低,但磷和氮偏高;夹杂物比较细小,但有链状夹杂物存在,钢的非金属夹杂物中C类(硅酸盐)夹杂偏高;晶粒细小,带状组织也比较轻微。
炼钢室
2004.06.03


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 流程 理论研究
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《Java程序设计》考试大纲及样题试行.docx
《Java程序设计》考试大纲及样题试行.docx
-
《工业企业管理》自学任务书.docx
-
《短歌行》原文翻译及赏析.docx
-
《跳水》教案3.docx
-
《基于MATLAB的信号与系统实验指导》编程练习.docx
-
《你是最棒的》教学设计.docx
-
《选修4化学反应原理》知识点总结整理超全.docx
-
2环境应急监测试题资料.docx
-
《自动化仪表工程施工及验收规范》GB50093仪表安装检验批.docx
-
09年法律硕士民法预热辅导第2102讲完整篇doc.docx
-
6阅读能力阅读方法指什么.docx
-
《豆蔻镇的居民和强盗》读后感.docx
-
CMYK色值参考.docx
-
3121护理查对制度.docx
-
《草莓》课堂教学课件5篇.docx
-
CCNA完整知识点.docx
-
《合理安排时间》说课稿.docx
-
18我的伯父鲁迅先生.docx
-
3dmax授课计划doc.docx
-
《中共中央国务院关于加快推进生态文明建设的意见》.docx
-
《永生的眼睛》练习题附答案.docx
-
flow3d官方培训教程中的实例中文说明.docx
-
《宪法》《监察法》应知应会100题含答案.docx
-
EMS基础知识综合练习复习资料.docx
-
100以内退位减法500道带竖式空间可直接打印.docx
-
207声屏障施工组织设计.docx
-
30个科学小常识教学提纲.docx
-
JGJ59建筑施工安全检查标准评分表全套.docx
-
12幼儿园保育员培训活动记录表.docx
-
minecraft匠魂教程.docx
-
c语言课程设计学生成绩管理系统.docx
-
0503新闻传播学基本要求.docx
-
安徽专升本法律习题训练冲刺班.docx
-
健身房项目的商业计划书.docx
-
八年级上册知识点.docx
-
白山矿产资源总体规划.docx
-
江苏省高考地理考前全真模拟试题试题6.docx
-
百师联盟届高三冲刺考四全国卷 理综卷含答案.docx
-
江苏省盐城市届高三第一次调研考试地理.docx
-
办公室主任述职报告1.docx
-
北交19秋《城市轨道交通信息技术》在线作业二075.docx
-
交工资料整套.docx
-
北京将简化农民工伤保险和基本医疗保险的管理.docx
-
北京养老机构服务质量星级评定管理办法.docx
-
教科研工作计划范文3篇.docx
-
北师大版七年级生物下册教案.docx
-
解析法哲学视野中的告密者难题上.docx
-
届高考语文二轮复习特效训练 打破界限 立体训练测试题第二章 打通训练二.docx
-
和田市中考语文模拟试题与答案.docx
-
河南镇平一高春期高三第三次周考语文.docx
-
黑龙江省大庆中学届高三上学期开学考试生物试题.docx
