 端盖加工完成.docx
端盖加工完成.docx
- 文档编号:9860431
- 上传时间:2023-02-07
- 格式:DOCX
- 页数:20
- 大小:65.01KB
端盖加工完成.docx
《端盖加工完成.docx》由会员分享,可在线阅读,更多相关《端盖加工完成.docx(20页珍藏版)》请在冰豆网上搜索。
端盖加工完成
机械工程学院·车辆工程专业
课程设计说明书
题目:
端盖工艺设计
姓名:
刘洋
班级学号:
1008074132
指导教师:
姚嘉
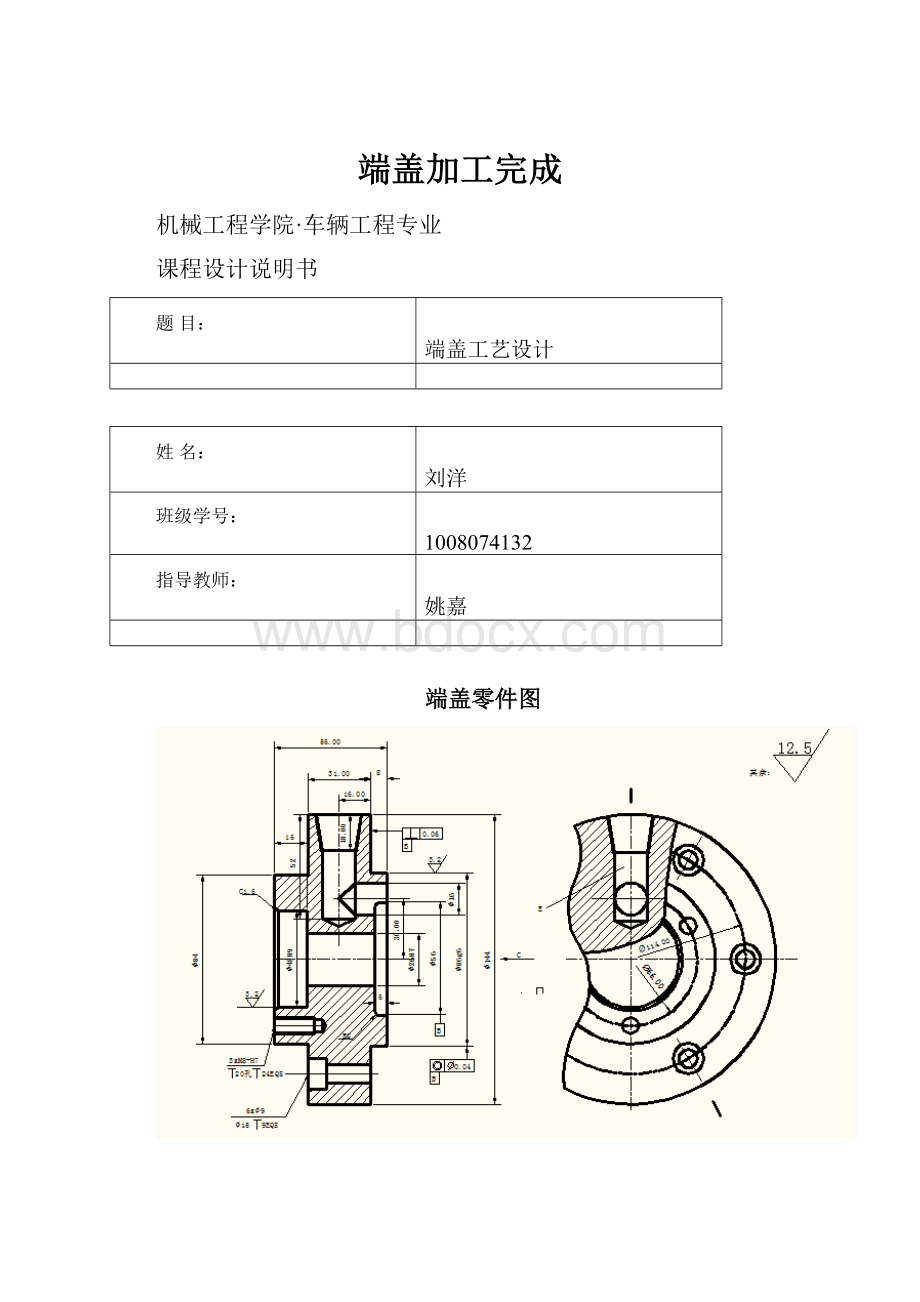
端盖零件图
第1章端盖的工艺分析及生产类型的确定
1.1、端盖的用途
端盖主要用于零件的外部,起密封,阻挡灰尘的作用。
故其在机器中只是起辅助作用,对机器的稳定运行影响不是很大,其在具体加工的时候,精度要求也不是很高,加工起来也十分容易。
1.2、端盖的技术要求:
该端盖的各项技术要求如下表所示:
加工表面
尺寸偏差(mm)
公差及精度等级
表面粗糙度(um)
形位公差(mm)
端盖左端面
56
IT13
12.5
端盖右端面
56
IT13
3.2
⊥
0.06
B
圆形端面
φ144
IT13
12.5
端盖中心孔
φ48H9
IT9
3.2
φ16孔
φ16
IT9
12.5
φ16孔
φ16
IT9
12.5
φ9孔
φ9
IT13
12.5
φ4孔
φ4
IT13
12.5
φ84外表面
φ84
IT13
12.5
φ86外表面
R43
IT7
12.5
◎
φ0.04
B
φ26内表面
φ26
IT7
3.2
φ15孔
φ15
IT7
12.5
1.3、审查端盖的工艺性
该端盖结构简单,形状普通,属一般的盘盖类零件。
主要加工表面有端盖左、右端面,圆形端面,要求其端面跳动度相对中心轴线满足0.03mm,其次就是φ26孔及φ16孔,φ26孔的加工端面为平面,可以防止加工过程中钻头钻偏,以保证孔的加工精度;另外φ16孔的加工表面虽然在圆周上,但通过专用的夹具和钻套能够保证其加工工艺要求。
该零件除主要加工表面外,其余的表面加工精度均较低,不需要高精度机床加工,通过铣削、钻床的粗加工就可以达到加工要求。
由此可见,该零件的加工工艺性较好。
第2章确定毛胚、绘制毛胚简图
2.1选择毛胚
端盖在工作过程中不承受冲击载荷,也没有各种应力,毛胚选用铸件即可满足工作要求。
该端盖的轮廓尺寸不大,形状亦不是很复杂,故采用砂型铸造。
2.2确定毛胚的尺寸公差和机械加工余量
由表2-1至表2-5可知,可确定毛胚的尺寸公差及机械加工余量。
2.2.1公差等级
由端盖的功用和技术要求,确定该零件的公差等级为CT=9。
2.2.2端盖铸造毛坯尺寸工差及加工余量
项目
机械加工余量/mm
尺寸工差/mm
毛坯尺寸/mm
圆形端面φ144
1.5*2=3
2.5
147
厚度56
0.5*2=1
2
57
圆形断面厚度31
0.5
1.6
21.5
φ84外圆面
1*2=2
2.2
86
φ86外圆面
0.5
1.6
86.5
φ26孔
0.5*2=1
1.7
25
2.2.3绘制端盖毛坯简图
第3章拟定端盖工艺路线
3.1、定位基准的选择
3.1.1.精基准的选择
根据该端盖零件的技术要求,选择端盖右端面和φ26孔作为精基准,零件上的很多表面都可以采用它们作基准进行加工,即遵循“基准统一”原则。
φ26孔的轴线是设计基准,选用其作竟基准定位端盖两端面,实现了设计基准和工艺基准的重合,保证了被加工表面的端面跳动度要求。
选用端盖右端面作为精基准同样是遵循了“基准重合”原则,因为该端盖在轴向方向上的尺寸多以该端面作设计基准。
3.1.2.粗基准的选择
作为粗基准的表面应平整,没有飞边、毛刺或其他表面欠缺。
这里选择端盖左端面和φ86外圆面作为粗基准。
采用φ86外圆面定位加工内孔可保证孔的壁厚均匀;采用端盖右端面作为粗基准加工左端面,可以为后续工序准备好精基准。
3.2、表面加工方法的确定
根据端盖零件图上的各加工表面的尺寸精度和表面粗糙度,确定加工件各表面的加工方法,如下表所示:
加工表面
尺寸精度等级
表面粗糙度Ra/um
加工方案
φ84端面
IT11
12.5
粗铣-精铣
φ16孔
IT9
12.5
钻
φ16孔
IT9
12.5
钻
φ26孔
IT8
3.2
钻-铰-扩
6xφ9孔
IT13
12.5
钻-扩
3xφ8内螺纹
IT13
12.5
钻
φ86外圆面
IT9
3.2
粗车-半精车
φ84外圆面
IT13
12.5
粗车
3.3、加工阶段的划分
该端盖加工质量要求一般,可将加工阶段划分为粗加工、半精加工两个阶段。
在粗加工阶段,首先将精基准(端盖右端面和φ26孔)准备好,使后续工序都可采用精基准定位加工,保证其他表面的精度要求;然后粗铣端盖左端面、圆形端面、车φ84外圆。
在半精加工阶段,完成端盖左端面的精铣加工和φ16孔的钻-铰-精铰加工等其他孔的加工。
3.4、工序的集中与分散
选用工序集中原则安排端盖的加工工序。
该端盖的生产类型为大批生产,可以采用万能型机床配以专用工、夹具,以提高生产率;而且运用工序集中原则使工件的装夹次数少,不但可缩短辅助时间,而且由于在一次装夹中加工了许多表面,有利于保证各加工表面的相对位置精度要求。
3.5、工序顺序的安排
3.5.1机械加工工序
(1)遵循“先基准后其他”原则,首先加工精基准——端盖右端面和φ260+0.03mm孔。
(2)遵循“先粗后精”原则,先安排粗加工工序,后安排精加工工序。
(3)遵循“先面后孔”原则,先加工端盖右端面,再加工φ26孔。
3.5.2.热处理工序
铸造成型后,对铸件进行退火处理,可消除铸造后产生的铸造应力,提高材料的综合力学性能。
该端盖在工作过程中不承受冲击载荷,也没有各种应力,故采用退火处理即可满足零件的加工要求。
3.5.3.辅助工序
在半精加工后,安排去毛刺、清洗和终检工序。
综上所述,该端盖工序的安排顺序为:
在、热处理——基准加工——粗加工——精加工。
3.6、确定工艺路线
在综合考虑上述工序顺序安排原则的基础上,下表列出了端盖的工艺路线。
工序号
工序名称
机床设备
刀具
量具
1
热处理——退火
2
粗铣端盖左右端面、方形端面
立式铣床X51
端铣刀
游标卡尺
3
精铣端盖左右端面、方形端面
立式铣床X51
端铣刀
游标卡尺
4
粗车φ144、φ84、φ86外圆
CA6140
外圆车刀
游标卡尺
4
粗车、半精车φ86外圆
CA6140
外圆车刀
游标卡尺
6
钻-扩-铰φ26孔
四面组合钻床
麻花钻、扩孔钻、铰刀
卡尺、塞规
7
钻φ16孔
四面组合钻床
麻花钻
卡尺、塞规
8
钻-扩φ9孔
四面组合钻床
麻花钻、铰刀
卡尺、塞规
9
钻M8内螺纹
摇臂钻床Z3025
麻花钻、丝锥
卡尺、塞规
10
去毛刺
钳工台
平锉
11
清洗
清洗机
12
终检
塞规、卡尺、百分表等
第4章工艺卡片
机械加工工序卡片
产品型号
零(部件)图号
产品名称
端盖
零(部件)名称
端盖
共7页
第1页
车间
工序号
工序名
材料牌号
Ⅰ
粗车
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(s)
准终
单件
工步号
工步内容
工艺
装备
主轴转速
(r/s)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(s)
机动
辅助
1
粗车Φ144外圆柱面
8
158.6
0.9
4
1
5.88
2
粗车Φ86外圆柱面
8
132
0.9
1
2
6
3
粗车Φ86端面
6.7
126
0.9
2
15
75
4
粗车Φ84外圆柱面
3.05
51.7
0.76
4
1
0.20
5
粗车Φ84端面
9.22
187
0.8
1.2
1
3.6
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
更改文件号
标记
处数
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
产品型号
零(部件)图号
产品名称
端盖
零(部件)名称
端盖
共7页
第2页
车间
工序号
工序名
材料牌号
Ⅱ
钻孔
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z525
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(s)
准终
单件
工步号
工步内容
工艺
装备
主轴转速
(r/s)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(s)
机动
辅助
1
钻Φ26的孔
4.42
20.18
0.08
37,8
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零(部件)图号
产品名称
端盖
零(部件)名称
端盖
共7页
第3页
车间
工序号
工序名
材料牌号
Ⅲ
精铰
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(s)
准终
单件
工步号
工步内容
工艺
装备
主轴转速
(r/s)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(s)
机动
辅助
1
精铰Φ26的孔
5
19.3
0.5
43.8
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零(部件)图号
产品名称
端盖
零(部件)名称
端盖
共17页
第4页
车间
工序号
工序名
材料牌号
Ⅳ
半精车
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(s)
准终
单件
工步号
工步内容
工艺
装备
主轴转速
(r/s)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(s)
机动
辅助
1
半精车Φ86外圆柱面
8
132
0.2
0.55
1
10.2
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零(部件)图号
产品名称
端盖
零(部件)名称
端盖
共7页
第5页
车间
工序号
工序名
材料牌号
Ⅷ
钻孔
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z525
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(s)
准终
单件
工步号
工步内容
工艺
装备
主轴转速
(r/s)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(s)
机动
辅助
1
钻3*Φ6.7孔
1.43
1.81
0.02
26.4
2
钻6*Φ9孔
2.65
4.49
0.03
26.4
3
钻Φ16孔
2.65
7.99
0.05
26.4
4
钻Φ16孔
2.65
7.99
0.05
26.4
5
钻深18内锥孔
2.65
8
0.05
26.4
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零(部件)图号
产品名称
端盖
零(部件)名称
端盖
共7页
第6页
车间
工序号
工序名
材料牌号
Ⅸ
钻、扩
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z525
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(s)
准终
单件
工步号
工步内容
工艺
装备
主轴转速
(r/s)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(s)
机动
辅助
1
钻Φ15mm孔
2.65
4.49
0.03
4.8
2
扩Φ48mm孔
26.53
30
0.13
4.2
3
钻Φ66mm孔
5
19.3
0.5
4.8
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零(部件)图号
产品名称
端盖
零(部件)名称
端盖
共7页
第7页
车间
工序号
工序名
材料牌号
Ⅶ
攻螺纹
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
组合机床
摇臂钻床Z3025
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(s)
准终
单件
工步号
工步内容
工艺
装备
主轴转速
(r/s)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(s)
机动
辅助
1
功3-M8螺纹
5.8
9
1.25
1
2
135
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
参考文献
[1]孟少农主编.机械加工工艺手册.机械工业出版社,1991
[2]李益民主编.机械制造工艺设计简明手册.机械工业出版社,1993
[3]崇凯主编.机械制造技术基础.化学工业出版社,1993
[4]王绍俊主编.机械制造工艺设计手册.机械工业出版社,1987
[5]黄如林主编.切削加工简明实用手册.化学工业出版社,2004
[6]薛源顺主编.机床夹具设计.机械工业出版社,1995
[7]崇凯主编.机械制造技术基础课程设计指南.化学工业出版社,2006.12
[8]陈于萍,高晓康主编.互换性与测量技术.北京高等教育出版社,2005.
[9]司乃钧,许德珠主编.热加工工艺基础.高等教育出版社,1991
[10]张龙勋主编.机械制造工艺学课程设计指导及习题.机械工业出版社,1999.11
[11]艾兴,肖诗纲主编.切削用量简明手册.机械工业出版社,2002


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 加工 完成
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《城市规划基本知识》深刻复习要点.docx
《城市规划基本知识》深刻复习要点.docx
-
《高电压技术》word版.docx
-
《安全带》gb6095.docx
-
BCP计划应急计划.docx
-
《计算机组成与工作原理》第一章复习题.docx
-
CANON LBP系列激光打印机使用方法指南.docx
-
C语言课程设计火车票系统源代码.docx
-
3热力管道沟槽开挖方法.docx
-
HR岗位职责.docx
-
1 脱硫脱硝cems维护技术规范.docx
-
O2O超市商业项目计划书.docx
-
SCI期刊呼吸胸外.docx
-
18岁生日祝福语短信.docx
-
ITMC物流企业经营沙盘比赛规则.docx
-
XX钢绳成本管理.docx
-
Matlab的第三方工具箱大全强烈推荐.docx
-
安全保卫工作先进个人.docx
-
安全生产工作日记.docx
-
windows 漏洞集合.docx
-
Φ160数控落地镗铣床技术规格.docx
-
安全施工组织设计.docx
-
安全检查和隐患排查治理制度及记录.docx
-
部编版小学二年级语文下册课外阅读专项.docx
-
变电站投运前质量监督检查汇报材料模版.docx
-
版 创新设计 高考总复习 历史 北师大版第一部分 必考内容第十五单元 第38讲.docx
-
本科毕业设计论文.docx
-
北京大学社会心理学串讲笔记1一10章加试题.docx
-
亳州市教坛新星骨干教师学科带头人特级教师年度考核细则知识分享.docx
-
超星尔雅《人生与人心》期末考试满分答案.docx
-
财经法规与会计职业道德案例分析题.docx
-
茶文化会发言稿.docx
-
财务会计核算实习总结.docx
-
最新大学生实习成绩评语.docx
-
煤矿保卫科工作总结及工作谋划.docx
-
实验二4位十进制计数器的设计.docx
-
团委个人工作计划4篇.docx
-
掰手腕比赛作文11篇.docx
-
最新小学三年级下学期数学应用题.docx
-
《保姆蟒》读后感.docx
-
农民负担过重的原因与对策研究.docx
-
土工试验检测作业标准指导书.docx
-
农行规章制度心得体会.docx
-
交通安全教育主题教案.docx
-
教师职业规划模板合集七篇.docx
-
街道办污染源排查整治实施方案.docx
-
财务部出纳工作总结.docx
-
皮带机组成布置传动理论.docx
-
宫腔镜诊疗规范.docx
-
精选供货合同集合九篇.docx
-
初级银行从业资格考试模拟试题法律法规练习5.docx
-
服装行业进销存系统解决方案.docx
