 幕墙工程投入的主要物资和施工机械设备情况主要施工机械计划.docx
幕墙工程投入的主要物资和施工机械设备情况主要施工机械计划.docx
- 文档编号:9810878
- 上传时间:2023-02-06
- 格式:DOCX
- 页数:11
- 大小:20.39KB
幕墙工程投入的主要物资和施工机械设备情况主要施工机械计划.docx
《幕墙工程投入的主要物资和施工机械设备情况主要施工机械计划.docx》由会员分享,可在线阅读,更多相关《幕墙工程投入的主要物资和施工机械设备情况主要施工机械计划.docx(11页珍藏版)》请在冰豆网上搜索。
幕墙工程投入的主要物资和施工机械设备情况主要施工机械计划
第三章工程投入的主要物资和施工机械设备情况、主要施工机械计划
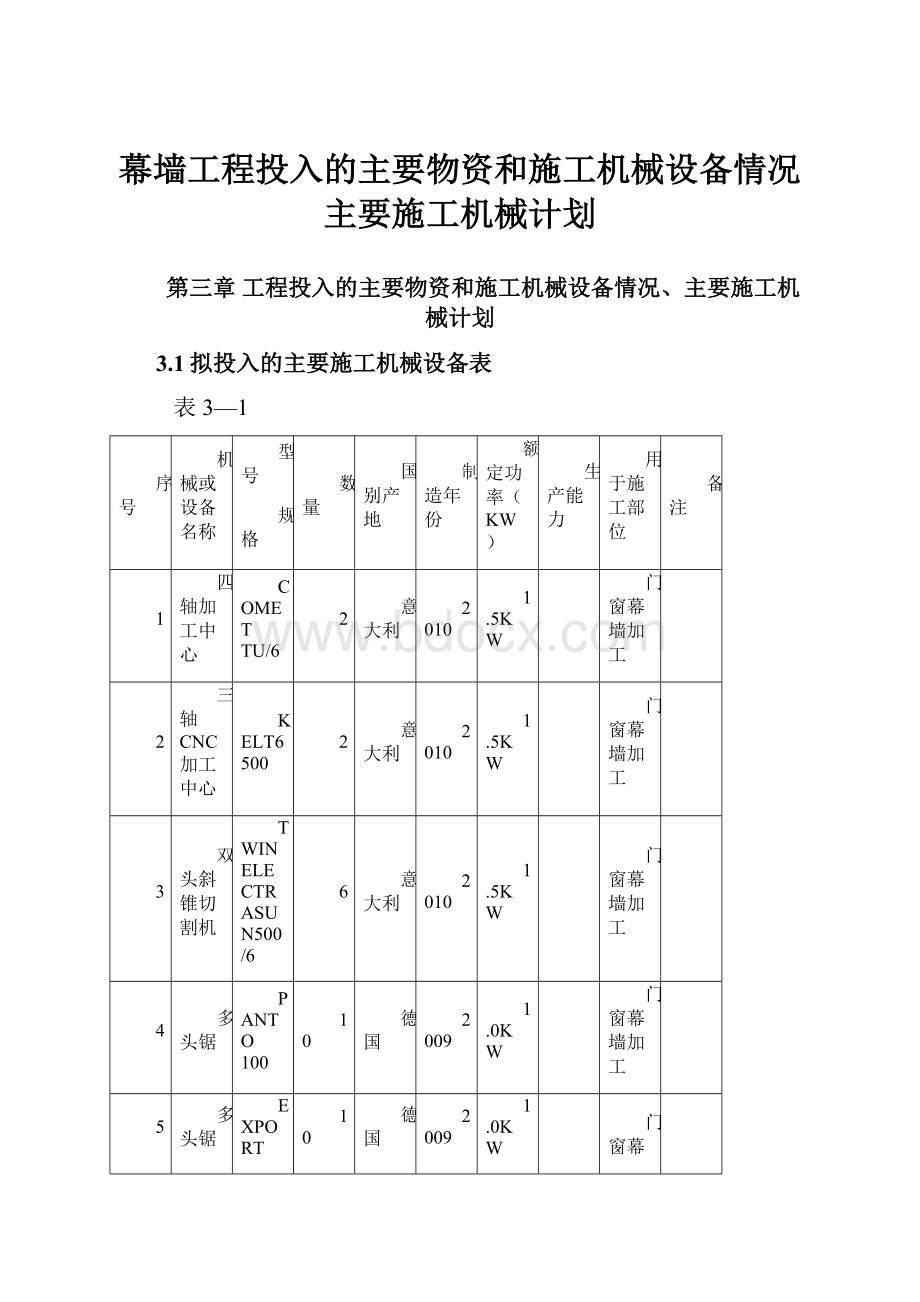
3.1拟投入的主要施工机械设备表
表3—1
序号
机械或设备名称
型号
规格
数量
国别产地
制造年份
额定功率(KW)
生产能力
用于施工部位
备注
1
四轴加工中心
COMETTU/6
2
意大利
2010
1.5KW
门窗幕墙加工
2
三轴CNC加工中心
KELT6500
2
意大利
2010
1.5KW
门窗幕墙加工
3
双头斜锥切割机
TWINELECTRASUN500/6
6
意大利
2010
1.5KW
门窗幕墙加工
4
多头锯
PANTO100
10
德国
2009
1.0KW
门窗幕墙加工
5
多头锯
EXPORT
10
德国
2009
1.0KW
门窗幕墙加工
6
角接口切割机
PRISMA500
10
德国
2009
0.5KW
门窗幕墙加工
7
夹角机
PE1800
15
德国
2009
0.6KW
门窗幕墙加工
8
OIP型单轴仿型铣床
PRIMUS250
15
德国
2009
0.2KW
门窗幕墙加工
9
端铣床
C1300ZN
15
西班牙
2010
0.5KW
门窗幕墙加工
10
单头斜锥切割锯
C1300ZN
13
西班牙
2010
0.5KW
门窗幕墙加工
11
单头自动切割机
PROFILMA450
2
意大利
2010
1.5KW
门窗幕墙加工
12
攻丝机
16
11
中国
2011
0.4KW
门窗幕墙加工
13
多头钻
EXPERT
1
中国
2009
门窗幕墙加工
14
单头切割机
400SCA/P
1
中国
2009
门窗幕墙加工
15
弯圆机
ARKUS12M
2
中国
2008
门窗幕墙加工
16
平板切割刨槽机
COMPACTTRK207
1
中国
2008
17
隔热型材组装线
(H型、E型、BC+型、S型)
1
中国
2008
门窗幕墙加工
18
幕墙装配流水线
安美-百事达,全长73米
1
中国
2009
门窗幕墙加工
19
全自动打胶机
1
中国
2010
门窗幕墙加工
20
双头斜锥切割机
4
中国
210
门窗幕墙加工
21
自动真空吸盘机
1
中国
2009
门窗幕墙加工
22
全自动门窗打胶机
1
中国
2009
门窗幕墙加工
23
超声波探伤仪
USM22B
1
德国
2009
探伤
24
提升机(3T)
LTD5
2
中国
2010
装卸材料
25
玻璃吸盘架
六肢吸盘
2
中国
2010
玻璃安装
26
电焊机
WS-300
8
中国
2010
铁件施工
27
金属切割机
2
中国
2010
钢材施工
28
型材锯
2
中国
2011
切割型材
29
台钻
2
中国
2010
型材钻孔
30
气焊设备
H01-2
1
中国
2011
钢材施工
31
铅垂仪
2
中国
2009
测量放线
32
激光经纬仪
1
德国
2009
测量放线
33
水准仪
1
德国
2010
测量放线
34
拉铆枪
10
德国
2011
拉铆
35
注胶枪
10
中国
2011
注胶
36
扳手
20
中国
2009
镙栓紧固
37
对讲机
2
中国
2010
施工联络
38
东风载货汽车
EQ1108Z2D
1
中国
2010
运输
39
砂轮切割机
2
中国
2010
切割型材
40
安全带
40
中国
2011
安全用品
41
一字批
10
中国
2011
测量
3.1加工及施工机械设备投入情况及进场计划
3.1.1主要加工机械设备及性能介绍
3.1.1.1四轴加工中心,型号COMETTU/6、生产国:
意大利、投入数量2台
型号
生产国别
数量(台)
COMETTU/6
意大利
1
1)标准特性:
有4个连续受控的轴线和全封闭的防护罩,它设计可以在00到1800之间的任意角度加工由铝合金制成的棒材或工件,最大加工面积:
高200mm,宽250mm,长度可达6300mm,厚度可达3mm,加工误差在0.2mm之内。
2)轴向行程:
X纵向轴6300mm;Y横向轴525mm;Z垂直轴335mm;A旋转芯轴00~1800(连续,中间任何角度)。
3)工作范围:
能够进行的加工操作:
①钻孔;②铣加工;③切割(不在垂直轴线上);④攻螺纹最大M8。
在X轴方向上可放多个工件(可以是断面不同的型材);所有工件都可以用直柄刀具在00到1800之间任意角度钻铣。
4)定位速度:
X轴:
80米/分;Y轴:
60米/分;Z轴:
30米/分;A轴:
1秒内可以从0转到90度。
5)刀具库:
刀具自动更换;8把刀具夹头;1把端铣刀具。
3.1.1.2三轴CNC加工中心、型号KELT6500、生产国:
意大利、投入数量2台
1)标准特性:
①垂直主轴和6位置刀具更换,用于对铝合金,普通轻合金、钢和PVC型材及工件的钻、铣加工;②KELT配有两条纵向导轨(两条导轨均可放置大型工件);在每条导轨上都可以加上一个或多个工件;③每个工件有5个加工面,顶面(使用直柄钻铣刀具)、前面、后面、左端和右端(使用带角度的切割刀具);④中间角度的加工可由一把角度可调节的刀具实现。
2)加工范围:
①最大加工长度:
6500mm;②使用单条导轨的最大加工宽度:
200mm(仅垂直加工)或90mm(在3个面加工);③同时使用两条导轨的最大加工宽度:
450mm(在3个面加工)。
顶面用直柄钻铣刀具加工,前面用角度加工组件加工;后面用角度加工组件加工,右端用Ф180mm的端铣刀加工;左端用Ф180mm的端铣刀加工。
3)轴向行程:
X纵向轴:
6500mm;Y横向轴:
730mm;Z垂直轴:
350mm。
4)定位速度:
X轴:
80米/分;Y轴:
60米/分;Z轴:
30米/分。
5)刀具库:
自动刀具更换,6位置刀具库。
3.1.1.3双头斜锥切割机、型号TWINELECTRASUN500/6、生产国:
意大利、投入数量6台
型号
生产国别
数量(台)
长度
重量
TWINELECTRASUN500/6
意大利
3
1米
1.91吨
1)标准特性:
专门用于切割铝和PVC型材的机器。
装在相应支架上的两个切割头通过电动方式定位,切割头旋转角度:
从内45度(135度)至外22.5度以及中间任意角度,配有与PZ的接口,可通过软盘,网络或串行口控制;可储存500种不同的型材尺寸,以自动折算式切割头位于90度以外时的切割长度;可通过键盘储存500种切割目录,每种目录可输入1000条指令,最优化的型材的切割,以减少废料量。
2)加工范围:
该机在90度时最短切割长度:
245mm;最短切割长度:
310mm;最长切割长度6000mm。
加工误差在0.02mm之间。
3)技术特性:
刀具的转速:
2800/min、刀具进给速度0~60mm/s,切割速度74m/s,切割头横向移动速度20m/min。
3.1.1.4多头锯、型号PANTO100、EXPORT;生产国:
德国、投入数量各10台
1)标准特性:
①5000mm长床身,X轴方向带导轨;②钻铣深度定位装置可手动调节;③5个带支座的钻铣装置,X轴方向配有刻度尺;④通过导轨利用手轮手动调整钻铣深度定位装置;⑤X方向定位器安装在机器的左边,调整范围0~100mm;⑥X、Y方向用刻度尺定位。
2)加工范围
型材最大高度:
单轴:
270毫米,多轴:
120~170毫米。
3.1.1.5角接口切割机、型号PRISMA500;生产国:
德国、投入数量10台
1)标准特性:
该机装有两个前后连接的锯片,垂直方向的锯片可以向后倾斜25°和向前倾斜60°,两个锯片都可以绕相同的运动中心转动。
在操作过程中,水平方向锯片在前,竖直方向锯片在后,通过DC马达控制锯刀翻转,配有电子数字显示器。
2)加工范围:
①切割型材宽度可达300mm;②型材定位角度:
30°~90°~45°;③水平、垂直位置接口切割深度可达185mm;④水平方向锯片可倾斜转动:
45°~900°~45°;⑤垂直方向锯片可倾斜转动:
60°~900°~25°。
3.5.1.6夹角机、型号PE1800;生产国:
德国、投入数量15台
标准特性:
夹角机用于门、窗和其他结构的轻合金型材的冲压,该机器为液气控制,适用于型材高度为120mm,宽度可达80mm,对于2mm厚的型材进行挤压时机器的挤压力是足够的,背靠支座和冲压功能组,处于一个防护罩之下,并且不影响加工过程,加工型材和冲压角的所有测量都可通过刻度尺来调节,型材的夹持是由气动式气缸来完成的。
3.5.1.7OIP型单轴仿型铣床、型号PRIMUS250;生产国:
德国、投入数量15台
型号
生产国别
数量(台)
PRIMUS250
德国
2
1)标准特性:
OIP型仿型铣床一般设计用于铝、轻合金和PVC型材中加工槽、缝和异形孔,也可通过垂直安装的端铣刀在木材中加工槽、缝和异形孔,在滑板系统中有一个电机驱动的主轴,主面装有刀具,该系统可使主轴沿三个轴进行移动。
运动和喂料的位置是通过两个与铣削头滑板相连接的操纵杆进行人工控制的,一只平衡气缸可减轻操作人员的疲劳,可调横向限位止动器,可预先设定所有移动方向上的行程,机器内安装了一个具有通用形状和轮廓外形的横板,当它与靠模指一起使用时,就可以在工件上复制出同样的形状。
2)生产能力:
最大加工工件尺寸230×190mm,最大铣刀直径12mm,铣刀速度12000转/分。
3.1.1.8端铣床、型号C1300ZN;生产国:
西班牙、投入数量15台
1)标准特性:
被加工的型材可借助气动控制的气缸在水平和垂直方向牢固固紧,并设有安全控制器;材料制动器可以通过改变它在工作台上的位置来调整它的加工面,材料制动器可以左右旋转,从900至200;铣削速度可通过手柄控制。
2)加工范围:
最大加工深度:
110mm;最大加工宽度325mm;最大加工型材高度150mm;最大喂料长度500mm;切割角度:
200~900~200,每分钟转速:
2800转/分。
3.5.1.9单头斜锥切割锯、型号C1300ZN;生产国:
西班牙、投入数量13台
标准特性:
进料端配有垂直、水平夹紧装置;②气动式型材进给装置,进给长度0~300mm,可用手轮和计数器调节进给长度;③切割范围:
100×1950mm或80×200mm(高×宽);④型材最大宽度:
200mm;⑤当型材切割完毕,机器会自动停止。
3.1.2拟投入本程的设备详见上表
3.2特资采购供应计划
选用质优价廉的合作厂商,按国家标准进行采购,一律按招标文件要求选用优质产品。
选派材料采购小组在严把质量关的基础上将采购进度与施工进度相一致。
每次材料采购将派专人到材料厂家进行质量监督,并与材料厂商签订保证材料的技术、质量及供货周期的协议书。
根据招标文件中要求计划日期,为了确保材料及时采购进场、门窗、玻璃幕墙、石材幕墙工程如期开工,我公司拟定材料采购的时间计划,对钢材及型材等先加工材料需先进行采购,保证提前进入工厂加工,利于缩短工期。
深化设计评审通过后,开始定购材料,除进口材料外,其它所有材料约在25天内进入加工基地。
对于进口材料,供应周期稍长些,大约需30天时间才能进厂。
3.2.1各主要材料的批次划分大致按以下要求:
3.2.1.1玻璃:
按玻璃种类分,一般以500-1000m2一批为宜。
3.2.1.2门窗框:
一般为汽运,以600-800m2为一批为宜,异形窗可适量减少。
3.2.1.3铝型材:
一般以10-20吨为一批为宜,玻璃幕墙可按13kg/m2估算,窗可按10kg/m2估算。
3.2.1.4钢材:
一般以20-30吨为一批为宜,石材幕墙可按30kg/m2估算。
3.2.2供货质量上还应注意以下几个问题:
3.2.2.1玻璃:
应考虑不同品种的玻璃,但需二次加工的(粘附框、开启扇等)与不需二次加工的分开。
3.2.2.2对窗户:
除考虑部位外,可将加工窗框所需的铝材同时作为一批。
将开启扇及安装玻璃所需的铝型材划为另一批,大面积窗户应注意让设计人员在铝型材下料时分部位对铝型材套材。
3.2.2.3铝型材:
划分批次时,除考虑施工部门的因素后,还应重点考虑不同幕墙形式的施工工艺要求。
3.2.2.4对框架幕墙:
同一部位的立柱、插芯、横梁及连接角码,可做为一批,其余安装玻璃用的型材如附框、扣盖、压块、压板等可另做一批。
3.2.2.5石材:
同一部位可做为一批,其余部位可另做一批。
3.2.3各种材料的供货周期可大致参考以下时间:
3.2.3.1玻璃:
首批供货周期一般为20天,批次间隔一般为5~7天。
3.2.3.2铝型材:
开模周期一般为10-15天,模图确认后至供应首批型材一般为15天;不需开模型材从下订单起一般供货周期15天。
3.2.3.3石材:
首批供货周期一般为15天(特殊情况7天),批次间隔一般为3~5天。
3.2.3.4钢材:
首批供货为7~10天,批次间隔3~5天。
3.2.3.5胶:
供货周期为7天。
3.2.3.6保温材料:
供货周期为7天。
3.2.3.7五金件及其他小五金:
供货周期为:
3~7天。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 幕墙 工程 投入 主要 物资 施工 机械设备 情况 机械 计划
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《城市规划基本知识》深刻复习要点.docx
《城市规划基本知识》深刻复习要点.docx
-
《高电压技术》word版.docx
-
《安全带》gb6095.docx
-
BCP计划应急计划.docx
-
《计算机组成与工作原理》第一章复习题.docx
-
CANON LBP系列激光打印机使用方法指南.docx
-
C语言课程设计火车票系统源代码.docx
-
3热力管道沟槽开挖方法.docx
-
HR岗位职责.docx
-
1 脱硫脱硝cems维护技术规范.docx
-
O2O超市商业项目计划书.docx
-
SCI期刊呼吸胸外.docx
-
18岁生日祝福语短信.docx
-
ITMC物流企业经营沙盘比赛规则.docx
-
XX钢绳成本管理.docx
-
Matlab的第三方工具箱大全强烈推荐.docx
-
安全保卫工作先进个人.docx
-
安全生产工作日记.docx
-
windows 漏洞集合.docx
-
Φ160数控落地镗铣床技术规格.docx
-
安全施工组织设计.docx
-
安全检查和隐患排查治理制度及记录.docx
-
部编版小学二年级语文下册课外阅读专项.docx
-
变电站投运前质量监督检查汇报材料模版.docx
-
版 创新设计 高考总复习 历史 北师大版第一部分 必考内容第十五单元 第38讲.docx
-
本科毕业设计论文.docx
-
北京大学社会心理学串讲笔记1一10章加试题.docx
-
亳州市教坛新星骨干教师学科带头人特级教师年度考核细则知识分享.docx
-
超星尔雅《人生与人心》期末考试满分答案.docx
-
财经法规与会计职业道德案例分析题.docx
-
茶文化会发言稿.docx
-
财务会计核算实习总结.docx
-
携手防疫抗艾共担健康责任活动总结Word下载.docx
-
教师教研组工作心得体会Word文档格式.docx
-
小学家长会班主任发言稿共五篇Word文档下载推荐.docx
-
届高考地理第二轮考点复习题10文档格式.docx
-
教师职业道德培训题库Word文档格式.docx
-
辛亥革命知识试题Word文件下载.docx
-
小学门卫师德师风心得Word下载.docx
-
届江苏省南通市高三第二次调研测试语文试题及答案 精品Word格式文档下载.docx
-
教育格言大全250条Word下载.docx
-
新编税收基础第一版习题集答案解析Word下载.docx
-
小学语文四年级语文课外阅读训练题目及答案小学语文阅读题解题技巧与方法 2文档格式.docx
-
客户信息管理系统Word文档下载推荐.docx
-
教育资料浙江省温州市 高一英语暑假作业二含答案学习精品Word下载.docx
-
金工实习工程训练总结报告三篇Word文件下载.docx
-
《爱在重阳》主题活动方案转Word格式文档下载.docx
-
口腔科期末考试题库docWord文档下载推荐.docx
-
近三年高考真题专题汇编内环境稳态Word文档下载推荐.docx
-
《创新能力培养与提高》题库剖析Word格式文档下载.docx
-
矿井水害隐患监测预警方案Word文档格式.docx
