 钢结构焊接技术方案.docx
钢结构焊接技术方案.docx
- 文档编号:9804823
- 上传时间:2023-02-06
- 格式:DOCX
- 页数:9
- 大小:247.73KB
钢结构焊接技术方案.docx
《钢结构焊接技术方案.docx》由会员分享,可在线阅读,更多相关《钢结构焊接技术方案.docx(9页珍藏版)》请在冰豆网上搜索。
钢结构焊接技术方案
钢结构焊接技术方案
1焊接概况
1、焊接作业内容
本工程焊接作业主要包括:
十字型钢柱的对接焊接、工字型钢柱的对接焊接,王字型钢柱的对接焊接,柱脚节点的焊接等。
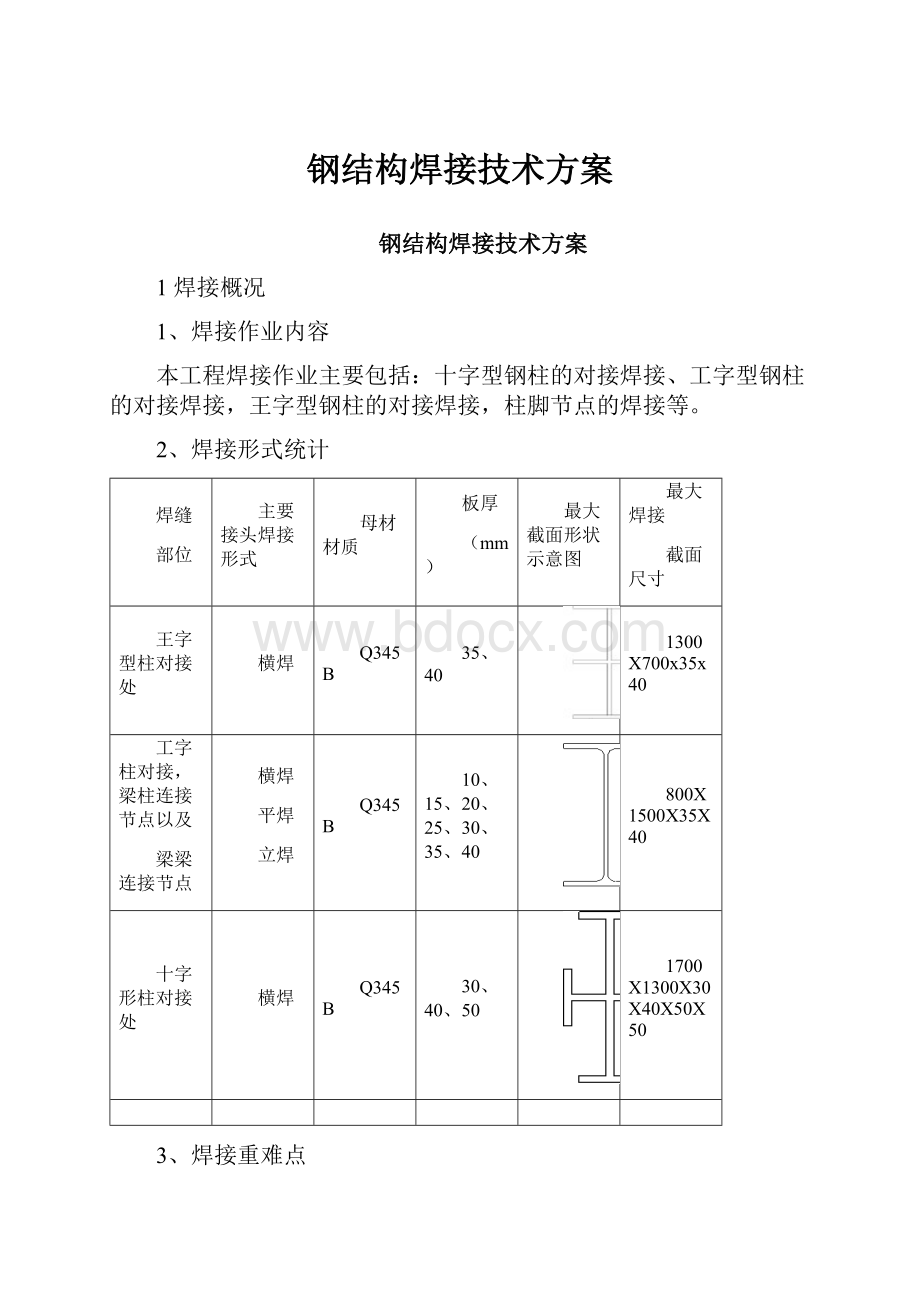
2、焊接形式统计
焊缝
部位
主要接头焊接形式
母材材质
板厚
(mm)
最大截面形状示意图
最大焊接
截面尺寸
王字型柱对接处
横焊
Q345B
35、40
1300X700x35x40
工字柱对接,梁柱连接节点以及
梁梁连接节点
横焊
平焊
立焊
Q345B
10、15、20、25、30、35、40
800X1500X35X40
十字形柱对接处
横焊
Q345B
30、40、50
1700X1300X30X40X50X50
3、焊接重难点
序号
焊接重难点分析
1
本工程存在较多的厚板焊接,多数构件板材厚度达到50mm,故对控制厚板变形,消除残余应力、防止层状撕裂是焊接重点。
2
本工程焊接节点数量以及种类多,焊接量大,需要选择大量的焊接工人来实施作业,故对焊工的挑选以及焊工焊接质量控制存在较大困难。
3
本工程施工作业面广,且有全部高空焊接作业,焊接时需搭设操作平台,作业环境较复杂,另外由于成都天气潮湿多雨,故在焊接时的防风、防雨、安全措施十分重要。
2焊接准备作业
1、焊接人员配备
1)操作人员配备
序号
人员职位、工种
人数
资历要求
1
焊接专业负责人
1
持有相关部门核发的焊接高级技师证;
十年以上现场焊接施工管理经验;
三年以上大型工程类似岗位施工组织管理经验;
三年以上大型工程厚钢板焊接指导经验。
2
焊接专业班长
1
有多个大型工程本职位施工经验;
十年以上现场焊接施工经验;
多个工程厚钢板焊接经验;
持有劳动部门颁发的焊接操作上岗证以及安全部门颁发的安全操作证;
持有高级技工证书。
2
焊接专业工长
2
有多个大型工程本职位施工经验;
十年以上现场焊接施工经验;
多个工程厚钢板焊接经验;
持有劳动部门颁发的焊接操作上岗证以及安全部门颁发的安全操作证;
持有高级技工证书。
3
持证主力焊工
20
有大型工程现场焊接操作经验;
有类似工程厚钢板焊接经验;
持有劳动部门颁发的焊接操作上岗证以及安全部门颁发的安全操作证;
至少三分之一人员持有高级、中级技工证书。
4
焊材专业负责人
2
有三年以上大型工程类似岗位材料采购、管理经验;
熟悉各种焊材的性能要求、分类管理要求;
5
熟练辅助工
2
一年以上大型工程焊接辅助配合经验;
熟悉焊材分类要求,焊接特点,焊接顺序等基本知识;
能够熟练搭设焊接操作平台
2)焊工考核
本工程焊接条件差,对焊工的技术水平以及自我安全防护意识要求较高,故我司在焊接工程开始前将对焊工进行严格的筛选,以选用符合本工程要求的焊工。
序号
焊工考试与选拔
初选
根据每名焊工的个人资料筛选出焊接经验丰富、有类似工程施工经验的焊工。
培训
1、针对本工程结构特点对焊接要点、焊接注意事项进行培训;
2、对厚板焊接工艺、焊接要点要求进行培训;
考试
1、按照《建筑钢结构焊接技术规程》(JGJ81-2002)的焊工考试规定,对通过初选的焊工进行操作技能考试;根据《高处作业工安全操作规程》的内容对焊工的安全意识进行选拔;
2、操作技能考试主要考核现场焊接条件下的操作能力以及厚板焊接技术,焊接完成24小时以后进行超声波检测并出具报告;
3、考试时邀请业主代表、监理参加,共同对焊缝外观、探伤报告进行检查。
4、只有全部考核项目合格的焊工才允许进入现场进行焊接。
2、焊接设备配备
本工程钢结构材质主要为Q345B,板厚均在10mm~50mm的范围内。
焊接工程施工时,针对本钢结构工程特点计划投入20台CPXS-600型二氧化碳焊机,并准备8台手工焊机辅助焊接,主要焊接设备及辅助设备实物图如下所示:
1)焊接施工设备
序号
设备名称
仪器图示
主要作用
1
二氧化碳焊机
1、十字型钢柱等柱、柱之间的熔透对接焊;
2、钢框梁与钢柱牛腿节点焊接;
2
交流弧焊机
1、预埋件安装时定位焊接;
2、构件安装、校正时临时措施焊接;
3、其它辅助焊接。
3
栓钉焊机
1、钢筋桁架楼板栓钉焊接专用;
2、现场栓钉补焊;
3、需配备专用焊接电缆设置单独回路。
4
二氧化碳流量计
1、二氧化碳焊枪与二氧化碳气体保护焊机配套使用,可拆卸,施工方便。
2、二氧化碳流量计直观的反应CO2流量,便于控制焊缝处保护气体强度。
5
空压机
1、碳弧气刨枪用于焊缝修补,使用专用的空心碳棒,正极反接使用。
2、配合碳弧气刨枪使用,为碳弧气刨枪提供高压空气。
6
碳弧气刨枪
2)焊接检测设备
序号
设备名称
仪器图示
主要作用
1
外线探温仪
厚板焊接时检测预热温度、层间温度、后热温度、保温温度等。
2
焊缝量规
焊接完成后进行焊高、焊脚、弧坑等
3
超声波探伤仪
1、焊接完毕,自检合格后24小时进行内部缺陷无损探伤专业仪器。
2、由有相应资质证书的专业人员进行操作。
3、焊材选择
本工程所用焊缝焊条、焊丝均应于主体金属力学性能相适应,当不同强度的钢材焊接时,采用与低强度钢材相适应的焊接材料。
由焊接材料及焊接工序所形成的焊缝,其机械性能应不低于原构件的等级。
手工焊接用焊条的质量标准应符合(GB/T5117)或(GB/T5118)的规定。
手工焊接用焊条的质量标准应符合(GB/T5117)或(GB/T5118)的规定。
对Q235钢宜采用E43型焊条,对Q345B钢宜采用E50型焊条。
直接承受动力荷载或振动荷载、厚板焊接的结构应采用低氢型碱性焊条。
自动焊接或半自动焊接采用焊丝或焊剂的质量标准应符合(GB/T5293、GB/T12470、GB/T8110)等相应规范和标准的规定。
焊接方式
焊接母材
焊接材料
规格
备注
手工电弧焊
Q235B
E4303
Φ3.2mm、Φ4mm
焊条
Q345B
E5015、E5016
Φ3.2mm、Φ4mm
焊条
CO2气体保护焊
Q235B
ER50-6
Φ1.2mm
焊丝
(实芯)
Q345B
ER50-6
Φ1.2mm
焊丝
(实芯)
3、典型构件焊接顺序
如下表为本工程典型构件的焊接顺序示意:
王字型钢骨柱
首先安排两名焊工匀速、同步焊接腹板;
然后安排两名焊工匀速、同步焊接中间加劲板;
最后安排两名工人对称匀速焊接两侧翼缘板。
十字型钢骨柱
安排两名焊工匀速、同步进行十字柱一个腹板的焊接;
然后安排两名焊工匀速、同步进行十字柱另一个腹板的焊接;
接着安排两名焊工进行十字柱一个H型钢翼缘的焊接。
最后安排两名焊工进行十字柱另外一个H型钢翼缘的焊接。
H型钢柱
①先安排两名焊工匀速、同步进行H型钢柱下翼缘焊接;
②然后一名焊工进行钢柱上翼缘的焊接。
4焊接工艺评定
地下室钢结构钢材主要是Q345B,钢板厚度均在50mm以下。
焊接工艺评定按照标准按照GB50661-2011《钢结构焊接规范执行》。
按照工厂和现场的实际的焊接方法、焊接位置、钢板厚度和接头型式进行焊接工艺评定。
焊接工艺评定主要包括主要包括埋弧焊和C02气体保护焊接。
接头形式主要为对接接头和T型接头。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 钢结构 焊接 技术 方案
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
铷矿项目可行性研究报告.docx
-
陕西旅游出版社三年级英语上册教案.docx
-
银行分行中小企业客户经理绩效考核与管理方案.docx
-
届高三英语一轮总复习精品课件unit3新人教版必修5.docx
-
幼儿园防寒防冻方案.docx
-
淮北人民医院网络服务平台建设项目可行性方案.docx
-
整理财务报表标准格式完整版.docx
-
三年级上册全英教案.docx
-
送你一朵花作文600字.docx
-
《单身男子》ASingleMan连载一汉英人人影视海外文学翻译组72页word.docx
-
圣诞小鸡家族馒头 2精品做菜教程.docx
-
企业标准编制管理办法.docx
-
食品常识试题库.docx
-
学年高二地理下学期期中试题2.docx
-
缅甸的民族文化东南亚文化概览.docx
-
中国的地理差异.docx
-
长螺旋桩施工方案.docx
-
女生必知的养生保健知识.docx
-
中英文对照.docx
