 轧机操作面板英汉对应.docx
轧机操作面板英汉对应.docx
- 文档编号:9632338
- 上传时间:2023-02-05
- 格式:DOCX
- 页数:18
- 大小:21.43KB
轧机操作面板英汉对应.docx
《轧机操作面板英汉对应.docx》由会员分享,可在线阅读,更多相关《轧机操作面板英汉对应.docx(18页珍藏版)》请在冰豆网上搜索。
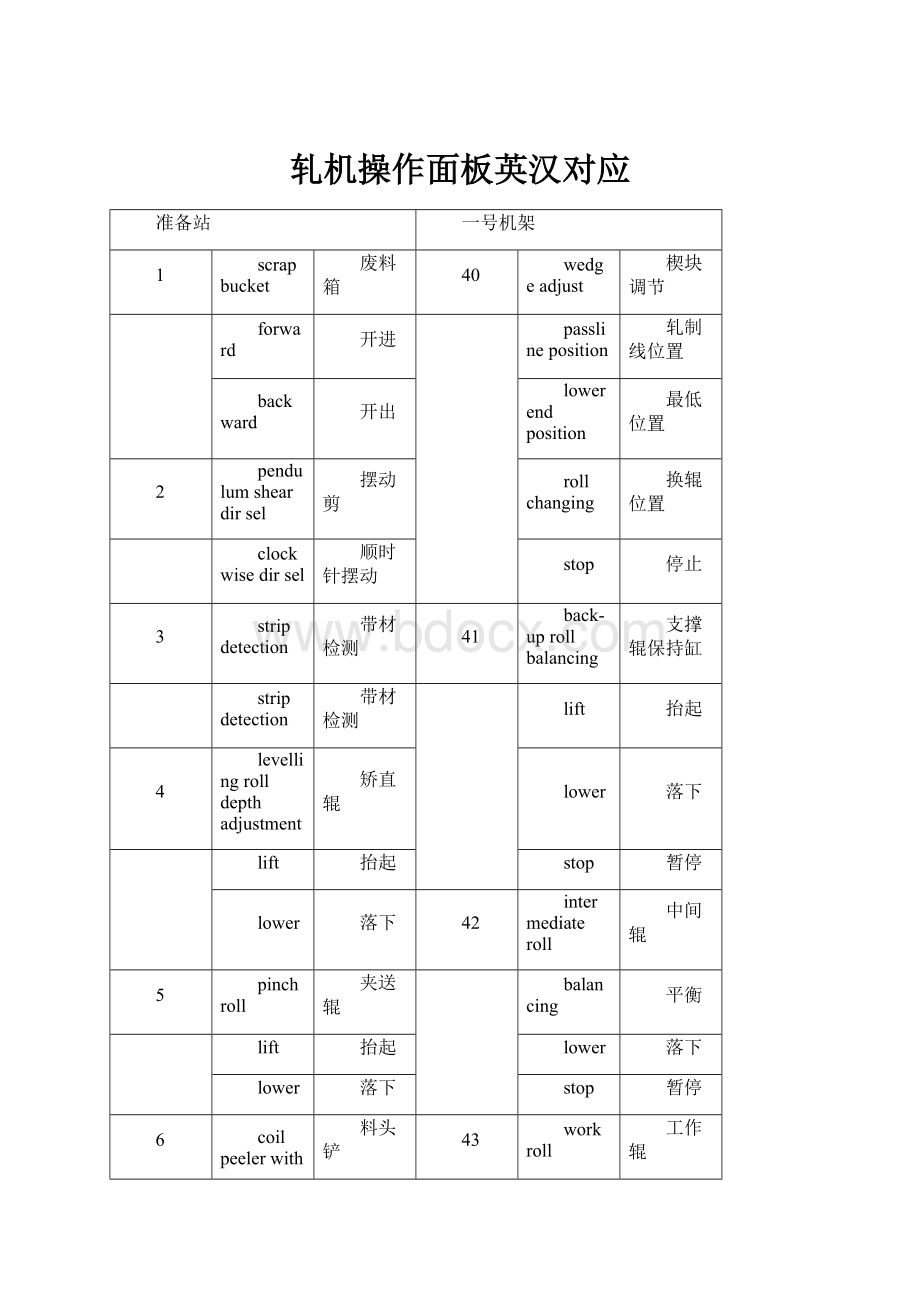
轧机操作面板英汉对应
准备站
一号机架
1
scrapbucket
废料箱
40
wedgeadjust
楔块调节
forward
开进
passlineposition
轧制线位置
backward
开出
lowerendposition
最低位置
2
pendulumsheardirsel
摆动剪
rollchanging
换辊位置
clockwisedirsel
顺时针摆动
stop
停止
3
stripdetection
带材检测
41
back-uprollbalancing
支撑辊保持缸
stripdetection
带材检测
lift
抬起
4
levellingrolldepthadjustment
矫直辊
lower
落下
lift
抬起
stop
暂停
lower
落下
42
intermediateroll
中间辊
5
pinchroll
夹送辊
balancing
平衡
lift
抬起
lower
落下
lower
落下
stop
暂停
6
coilpeelerwithcarryovertab
料头铲
43
workroll
工作辊
carryovertabup
抬起
balancing
平衡
carryovertabdown
落下
lower
落下
peelerforward
前进
stop
暂停
peelerbackward
后退
44
cvcshifting
cvc穿动
7
holddownroll
压下辊
rollchangeposition
换辊位置
up
抬起
calibrationposition
标定位置
down
落下
toprollosjog
上辊操作侧
8
preparationreel
开卷器
bottomrollosjog
下辊操作侧
mandrelexpand
涨开
toprolldsjog
上辊工作侧
mandrelcollapse
缩上
bottomrolldsjog
下辊工作侧
mandrelpositionstart
卷轴定位开始
45
rollgapadjustment
辊缝控制
mandrelpositionstop
停止
fixposition
开辊缝
9
coiltransportautosequences
卷材自动运送
collapse
卸压
coilloading
自动上料
presetvalue
预设值
coilunloading
自动下料
stop
暂停
autostop
自动停止
calibrationstart
标定开始
automaticoff
自动取消
calibrationoff
标定结束
10
coilmeasurement
卷材测量
46
thicknessgaugeno.2
2号测厚仪
start
开始
blow-offon/off
吹扫开/关
11
prepcoilcarlifting
提升机高度
headenddetact
探测
mandrellevel
卷轴高度
47
stripdeflector
防缠导板
traversinglevel
运输高度
toprollin
上辊进
lowerlevel
最低位置
toprollout
上辊出
12
prepcoilcartraversing
提升机位置
bottomrollin
下辊进
reelposition
卷轴位置
bottomrollout
下辊出
measuringposition
测量位置
blowoffinsideon/off
内吹扫开/关
innerrollerposition
内线位置
blowoffoutsideon/off
外吹扫开/关
outerrollerposition
外线位置
blowoffon/off
吹扫开/关
hbsposition
高架库位置
48
stripholddownroll
下压辊
13
pendulumshearbwdjog
料头剪
lift
抬起
anti-clockjoging
逆时针转动
lower
落下
14
pendulumsheardriveon-off
摆动剪驱动开关
holddownrollsprayon/off
压下辊喷油开/关
on-off
开/关
49
flatnessrollrollerbrushes
板型辊刷辊
15
pendulumshearsinglecut
切断
swivelin
进
cut
切断
swivelout
出
16
pendulumshearsafetyconfirm
摆动剪安全确认
flatnessrollsprayon/off
板形辊喷油开/关
confirmed
安全指示灯
cleaningon
刷辊
入口
cleaningoff
暂停
17
temperaturemeasurement
温度测量
50
threerollerbridle
三辊张紧
measuringforward
测量前进
bridleswivellingin
开进
measuringbackward
测量后退
bridleswivellingout
开出
18
coilmeasuring
卷材测量
bridleframelock
锁
measuringstart
测量开始
bridleframeunlock
解锁
19
payoffreelcoilcarctc2
卷材小车
toprollup
上辊抬起
outerrollerposition
外线位置
toprolldown
上辊落下
innerrollerposition
内线位置
toprolldepthadjlifted
上辊调节
measuring/waitposition
等待位置
51
stripcoolingtable
冷却台
porreelposition
开卷器
toplift
上板升
mandrellevel
卷轴高度
toplower
上板降
traversinglevel
运输高度
bottomlift
下板升
lowerlevel
最低位置
bottomlower
下板降
20
automaticthreading/tailout
自动穿带抛带
shutteropen
遮板开
enthreadingpreparation
入口穿带准备
shutterclose
遮板关
threadingstart
开始
shutterquick
遮板快开
tailoutstart
开始抛带
shutterspare
备用
autooff
自动取消
52
linestop
轧制线停止
21
thicknessgaugeno.1
1号测厚仪
53
normalstop
正常停止
blow-offon/off
吹扫开/关
54
faststop
快停
headenddetact
探头探测
55
workrolllocking
工作辊锁块
22
movablecoverplates
维护平台
open
开
open
开
clock
关
close
关
56
rollchangeselection
换辊系统
23
porcoilautotransportion
卷材自动运送
rollchange
换辊模式
coilloading
上料
workrollchange
换工作辊
coilunloading
卸料
inter.Rollchange
换中间辊
autostop
自动停止
backuprollchange
换支撑辊
autooff
自动取消
rollsinspection
检辊
24
payoffreel
开卷器
57
backuprollcoupling
支撑辊连轴节
mandrelexpand
涨开
couplinghookcoupled
连接指示
mandrelcollapse
缩上
58
back-uprollkeeperplate
支撑辊保持缸
outboarbearclosed
外支撑臂关上
toprollopen
上辊开
outboarbearopened
打开
toprollclose
上辊关
mandrelposition
手动
bottomrollopen
下辊开
positionoff
位置取消
bottomrollclose
下辊关
25
stripholddownpres
压下辊
59
ir-locking
中间辊锁块
lift
抬起
unlock
解锁
lower
落下
lock
锁
26
stripcenteringctrl
对中控制
60
back-uprollchockpusher
支撑辊压力块
平衡缸
manual
手动
topburpush
上辊顶起
auto
自动
topburretract
上辊降下
center
对中
bottomburpush
下辊顶起
blow-offon/off
吹扫开/关
bottomburretract
下辊降下
porshifting
移动
61
undercarriage
换辊打车锁块
27
stripguidewithpeelr
导带板
unlock
解锁
peelrknifeforwardposition
最前端
lock
锁
peelrknifebackwardposition
最后端
62
sideshifter
侧移
stripguidetableup
抬起
rightposition
右
stripguidetablelower
落下
leftposition
左
peelerknife
伸缩
63
tongcartypeselection
换辊车夹钳
28
deflectorroll/withpinchroll
偏导/夹送辊
wrtongclose
工作辊夹钳关
brushrollswivellingin
刷辊开进
wrtongopen
工作辊夹钳开
brushrollswivellingout
开出
upperirtongclose
上中间辊关
brushrollrollcleaningon
开始刷辊
upperirtongopen
上中间辊开
brushrollrollcleaningoff
结束刷辊
botirtongclose
下中间辊关
toppinchrolllift
上辊抬起
botirtongopen
下中间辊开
toppinchrolllower
上辊落下
64
tongcarposition
夹钳小车位置
brushrollsprayon/off
喷油刷辊开始/关闭
millstandposition
机架位置
topprpres
上辊深度调节
shiftingposition
侧移位置
29
threerollerbridle
三辊张紧
endposition
结束位
bridlestripguidetabup
挡板抬起
65
spindleshaftposition
加轴杆位置
bridlestripguidetabdown
挡板落下
positioningstart
开
bridleswivellingin
开进
positioningoff
关
bridleswivellingout
开出
66
millcladdingdoor
卷帘门
bridleframelock
锁
open
开
bridleframeunlock
解锁
close
关
toprollup
上辊抬起
stop
停
toprolldown
上辊落下
67
undercarriageposition
大车位置
bridlesprayon/off
喷油开始/关闭
waitingposition
等待位置
30
linestop
轧制线停止
load/unloadposition
锁/解锁位置
normalstop
正常停止
millstandposition
机架位置
faststop
快停
irchangeposition
中间辊换辊位置
31
cropshear
料头剪
68
automaticsequences
自动序列
cut
切
rollsinspection
辊检测
open
开
preparerc-millstand
机架准备
32
pupcoilmanipulator
机械手
rollchangestart
换辊开始
33
manipulatorswivelling
机械手摆动
preparetorun
换辊运行
puppampposition
斜坡位置
newrolldatavalid
新辊数据
reelposition
卷轴位置
sequencesstop
暂停
chainconveyor
链条位置
sequencesoff
取消
34
manipulatortraversing
机械手水平位置
套筒架
porreelposition
卷轴位置
69
exmanipulatorautoseq
出口机械手自动程序
pupramp/waitposition
斜坡/等待位置
spoolloadingfromchain
套筒在链条上
chainconveyorposition
链条位置
spoolloadingfromramp
套筒架自动上
35
manipulatortonghead
钳口摆动
autostop
自动暂停
puprampposition
斜坡位置
automaticoff
自动取消
porreelposition
卷轴位置
70
spoolchainconveyor
套筒链传输链
chainconveyorposition
链条位置
stepforward
前进
36
manipulatortongs
钳口
stepbackward
后退
open
开
71
spoolrack
套筒架
close
关
stopperup
抬起
37
spoolchainconveyor
套筒运输链
stopperdown
落下
stepforward
前进
seperatorup
抬起
stepbackward
后退
seperatordown
落下
38
pupcoilback
废料收集架
72
spoolstorage
套筒储存
pusherforward
向前
73
manipulatortravelling
手动运输
pusherbackward
向后
homeposition
终点
stopperup
抬起
waitingposition
等待
stopperdown
落下
spoolposition
套筒链条
39
colleectpupcoil/spool
自动下套筒/废料
shortspoolsarea
短套筒区域
pupcoilunloadingstart
自动下废料
longspools
长套筒区域
spoolunloadingstart
自动下套筒
74
manipulatortraversing
手动运输
stop
暂停
spoolstoragepos
套筒存储位置
off
取消
spoolrackpos
套筒架位置
主操正
75
lifter
升降机
90
MILLSTAND1
1机架
lifted
升
FLANESSCONTROLON/OFF
板形控制开/关
spoolrackposition
套筒架
THICKNESSCONTROLON/OFF
厚度控制开/关
toprowspoolposition
上套筒架
91
INTERMEDIATROLLBENGING&CVC
中间辊弯辊&CVC
bottomrowspoolposition
下套筒架
IRBENGDING+
中间辊弯辊+
76
tongs
钳子
IRBENGDING-
中间辊弯辊-
tongsopen
打开
CVCOS
CVC往操作侧窜
longspoolsclosed
长套筒关
CVCDS
CVC往传动侧窜
shortspoolsclosed
短套筒关
92
ROLLGAPFORCE&TILT
辊缝压力&倾斜
主操左手
ROLLFORCE+
加轧制力
77
milllighting
机架照明
ROLLFORCE-
减轧制力
entryon/off
入口
TLTOS
倾斜往操作侧
exiton/off
出口
TLTDS
倾斜往传动侧
stand1on/off
1号机架
93
WORKROLLBENDING(+/-)
工作辊弯辊(加/减)
stand2on/off
2号机架
94
MILLSTAND2
2机架
stand3on/off
3号机架
FLANESSCONTROLON/OFF
板形控制开/关
inter-stand
机架内部
THICKNESSCONTROLON/OFF
厚度控制开/关
78
ironingroll
熨平辊
95
INTERMEDIATROLLBENGING&CVC
中间辊弯辊&CVC
lift
抬起
IRBENGDING+
中间辊弯辊+
steel
钢辊
IRBENGDING-
中间辊弯辊-
atcoil
在料上
CVCOS
CVC往操作侧窜
plasticroll
胶辊
CVCDS
CVC往传动侧窜
50mmabovecoil
保持在料上50mm
96
ROLLGAPFORCE&TILT
辊缝压力&倾斜
79
beltwrapper
皮带助卷器
ROLLFORCE+
加轧制力
autoinstart
自动开进
ROLLFORCE-
减轧制力
autooutstart
自动开出
TLTOS
倾斜往操作侧
automaticoff
自动关上
TLTDS
倾斜往传动侧
80
automaticthreading/tailout
自动穿带抛带
97
WORKROLLBENDING(+/-)
工作辊弯辊(加/减)
threadingstart
穿带开始
98
MILLSTAND3
3机架
tailoutstart
收尾
FLANESSCONTROLON/OFF
板形控制开/关
automaticoff
自动关闭
THICKNESSCONTROLON/OFF
厚度控制开/关
81
prepareareaforthreading
穿带
99
INTERMEDIATROLLBENGING&CVC
中间辊弯辊&CVC
entry
入口
IRBENGDING+
中间辊弯辊+
exit
出口
IRBENGDING-
中间辊弯辊-
stand1
1机架
CVCOS
CVC往操作侧窜
stand2
2机架
CVCDS
CVC往传动侧窜
stand3
3机架
100
ROLLGAPFORCE&TILT
辊缝压力&倾斜
automaticoff
自动取消
ROLLFORCE+
加轧制力
82
bendingroll
弯辊
ROLLFORCE-
减轧制力
blow-offon/off
吹扫开/关
TLTOS
倾斜往操作侧
83
rollerbrushforflatnessroll
板型辊刷辊
TLTDS
倾斜往传动侧
cleaningon
开
101
WORKROLLBENDING(+/-)
工作辊弯辊(加/减)
cleaningout
关
102
THICKNESSCORRECTION
厚度控制
84
exitstripdeflectorblow-offsystem
出口(偏导辊、导带板)吹扫系统
STAND1INC
1#机架厚度向上调整
blowofftop
上吹扫
STAND2DEC
2#机架厚度向下调整
blowoffbottom
下吹扫
STAND2INC
2#机架厚度向上调整
85
rollingoil
轧制油
STAND2DEC
2#机架厚度向下调整
on/off
开/关
103
MILLRUNNINGOPERATIONMODE
轧机运行模式
主操右手
FASTSTOP


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 轧机 操作 面板 英汉 对应
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
中级财务管理真题及答案解析.docx
-
中枢神经系统.docx
-
中学开展5+2课后服务工作实施方案最新版2篇.docx
-
住宅小区物业管理服务标准.docx
-
运用SPSS进行信度分析报告.docx
-
“营养改善计划宣传月”活动实施方案[1].doc
-
“安全生产月”活动实施方案.docx
-
“交通安全进校园”活动实施方案.doc
-
版生物二轮高考专题演练word版细胞的生命历程含减数分裂含高考真题.docx
-
思想道德修养与法律基础习题一.docx
-
置业顾问年终总结范文.docx
-
中班上学期个人总结.docx
-
英语论文A Unique Image in Australian Literature.docx
-
中央空调合同范本.docx
-
重庆秀山土家族苗族自治县语文二年级上册练习全真试题.docx
-
主语+谓语+宾语somebody+宾语something.docx
-
上海对外贸易学院大学生暑期实践中标项目公示单.docx
-
自然拼读法发音规则总结.docx
-
施工企业资质等级标准建设部颁布最齐全55165.docx
