 模具冷却制程物理.docx
模具冷却制程物理.docx
- 文档编号:9586969
- 上传时间:2023-02-05
- 格式:DOCX
- 页数:8
- 大小:52.65KB
模具冷却制程物理.docx
《模具冷却制程物理.docx》由会员分享,可在线阅读,更多相关《模具冷却制程物理.docx(8页珍藏版)》请在冰豆网上搜索。
模具冷却制程物理
模具冷卻設計
製程物理
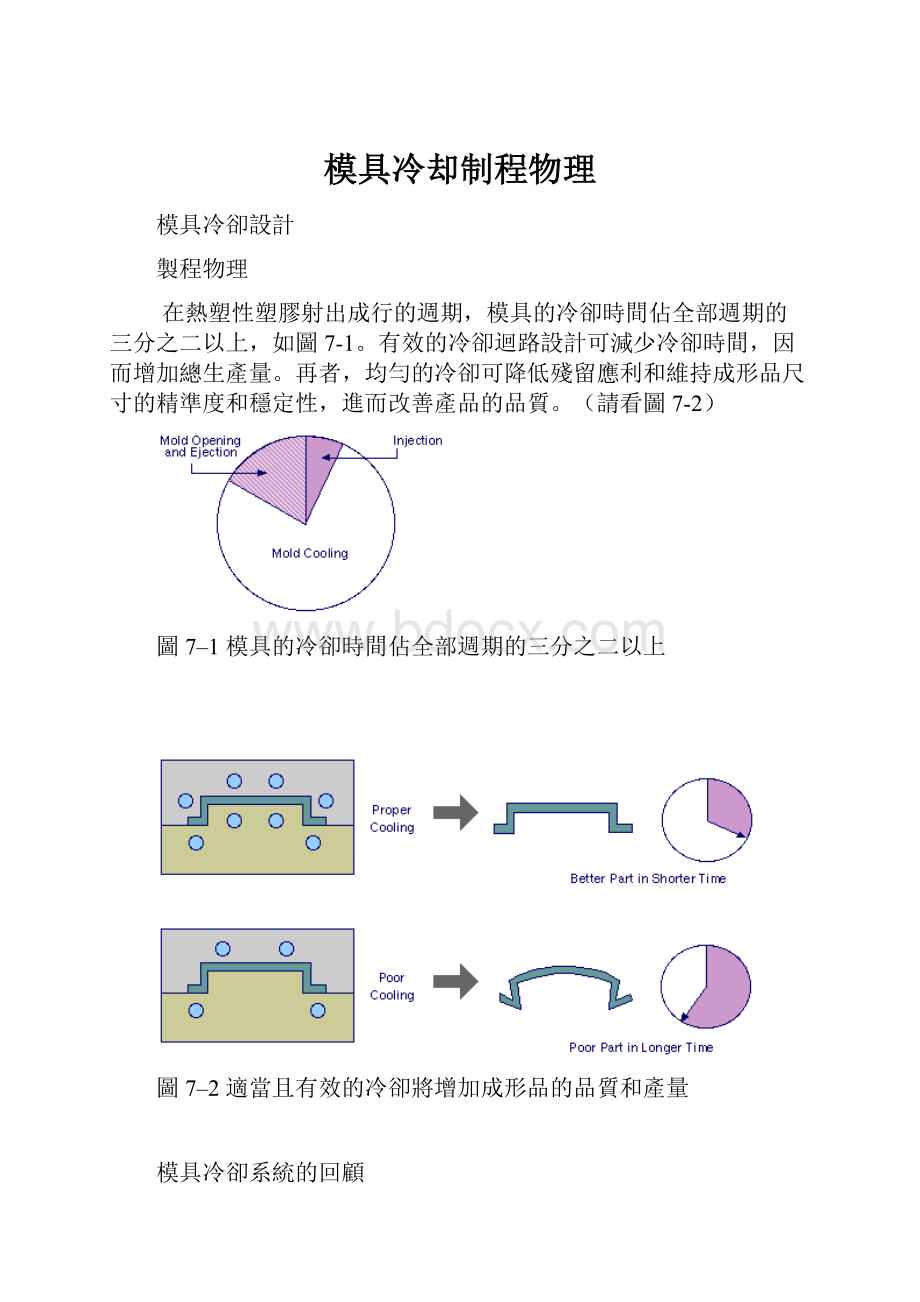
在熱塑性塑膠射出成行的週期,模具的冷卻時間佔全部週期的三分之二以上,如圖7-1。
有效的冷卻迴路設計可減少冷卻時間,因而增加總生產量。
再者,均勻的冷卻可降低殘留應利和維持成形品尺寸的精準度和穩定性,進而改善產品的品質。
(請看圖7-2)
圖7–1模具的冷卻時間佔全部週期的三分之二以上
圖7–2適當且有效的冷卻將增加成形品的品質和產量
模具冷卻系統的回顧
圖7–3射出成形機典型的冷卻系統
如圖-與74,模具冷卻系統通常包括溫度控制裝置、幫浦、冷媒供給岐管、管路、模具內冷媒收集岐管等。
模具本身可視為一種交換器,將熱熔膠的熱量藉由循環冷媒帶離模具。
圖7–4連接模板冷卻孔道的組合方式
冷卻孔道的構造
冷卻孔道構造可以是串聯式或併聯式,如圖75。
並聯式冷卻孔道是從冷媒供給岐管直接貫穿至冷媒收集岐管。
由於並聯式的流動特點,不同的冷卻孔道其冷媒流動速度亦不相同,是每一冷卻恐道的流動阻力而定。
由於流動速率的變化,造成冷卻孔道的熱傳導效率隨著不同的冷卻孔道而有所不同。
因此具有並聯式冷卻孔道結構的模具冷卻可能不均勻。
圖7-5冷卻孔道的構造
通常母模穴和公模心部分各有其並聯的冷卻系統。
每一個系統的冷卻孔道數目隨著模具的大小和複雜性而改變。
冷卻孔道從冷媒入口至出口連接成唯一的迴路稱之為串聯式冷卻孔道。
此種冷卻孔道的構造是最常被建議使用的。
設計上,若冷卻孔道的尺寸一致,在冷卻孔道全部的長度,冷媒可以維持(優先的)亂流的流動速率。
(正如稍後將討論,亂流使熱傳遞叫有效率)。
然而,必須注意使冷媒溫度的上升最小化,因為冷媒將收集所有沿著冷卻孔道路徑的熱量。
一般模具冷媒的入口與出口的溫度差必須在5ºC內,而精密模具則需在3ºC內。
大型模具則可能需要不只一個冷卻孔道,以保證均勻的冷媒的溫度和均勻的模具冷卻。
隔板式,噴泉式,和熱管
隔板式和噴泉式都是冷卻管路系統的一部份,可將冷卻液轉向並引入平常難以冷卻的區域。
以前提過冷卻孔道通常是鑽在母模和公模。
然而在模具中可能有些區域離正常的冷卻孔道太遠,而無法達到冷卻效果。
可以使此區域與成品其他區域達到均勻冷卻的變通方式是使用隔板式、噴流法、或熱管,如圖7-6。
圖7–6隔板式,噴流法,和熱銷(管)
隔板式實際上是一條垂直鑽過主要冷卻管路的冷卻孔道,利用一檔板將冷卻管路分為兩各半圓管路。
冷卻液自主要的冷卻管路流入檔板的其中一邊,在頂端轉彎至檔板另一邊,然後再流回到主要的冷卻管路。
此方法使得冷媒有最大接觸面積,但是很難將擋板正確不倚地固定於中央。
因此工模心兩邊的冷卻效果和溫度分佈可能不同。
假如此金屬隔板加以扭曲,則此一缺點將可以去除,同時就製造而言也符合經濟效益。
冷媒流入頂端在沿著螺旋狀流回,如圖7-7。
隔板式適合直徑12至50厘米的冷卻管路,可使溫度分佈非常均勻。
隔板有單或是雙螺旋心兩種,如圖7-8。
圖7-7螺旋式隔板
圖7-8雙螺旋心隔板
除了以一個小的套管取代擋板以外,噴泉式冷卻法與隔板式相同。
冷卻亦先從冷卻管路流至管的底部,然後冷卻液從頂端噴出如同噴泉一般。
噴出的冷卻液順著套管外側留下,繼續流回到冷卻管路。
細長工模心的最佳冷卻方式是採用噴泉式。
而套管的內外直徑必須調整至內外兩截面的流動阻力相等,其條件如下:
內直徑/外直警=0.5
噴流式管路目前已經商業化,通常直接旋入公模心即可使用,如圖7-9。
直徑小於mm的管件應於末端作斜邊以增大出口的截面積,如圖7-10。
噴流式不僅可用於公模心的冷卻,而且亦用於無法鑽孔或研磨的平面模板部分。
圖7-9直接旋入公模心的噴流式
圖710噴流式作斜邊以增大出口
因檔板式及噴流式管路的流動面積較窄,會增加流動阻力。
所以設計這些裝置時必需注意尺寸的設計。
檔板式及噴流式的流動與熱傳行為皆可用CAE軟體建檔及作冷卻分析。
除了擋板式及噴流式,熱銷(管)為另一種選擇。
熱銷(管)為內部充滿流體的密閉圓柱體。
此流體從模具吸熱而蒸發,然後將熱釋放給冷卻液而在凝結,如圖7-11。
熱銷(管)的熱傳效率約為銅管的十倍。
熱銷(管)與模具間的氣泡需避免,或填充具高熱傳導性的密封劑,以確保良好的熱傳導性。
圖711熱銷(管)的熱傳效率
假如公模心的直徑或寬度很小(小於3mm),則只有以空氣冷卻方式可行。
在打開模具時,空氣從外吹入公模心內或從內部經中心的洞流入公模心,如圖7-12。
當然此方法無法保證可維持正確的模溫。
圖7-12細長公模心的空氣冷卻方式
細長公模心(小於5mm)的較佳冷卻方式為利用高熱傳導性的材料,鈹銅或銅,做嵌入物。
如圖7-13。
此嵌入物一端被壓入公模心內,而底部(截面積越大越佳)延長至冷卻孔道。
對大的公模心(大於或等於40mm),冷卻液必需確定有輸送至公模心內。
可藉嵌入物使冷卻液先從中心鑽孔流道公模心頂端,再從嵌入物與公模心間之螺旋管路到模具的周邊出口,如圖-14。
此種設計會使公模心的強度顯著地降低。
圖7-13細長公模心的較佳冷卻方式,藉嵌入高熱傳導性的材料
圖7-14使用螺旋格板冷卻大的公模心
冷卻圓柱體或圓形部分可使用雙螺旋管路,如圖7-15。
冷卻液從一螺旋管路流到公模心頂端再從另一螺旋管路流出。
此案例因設計的因素,公模心的壁厚至少需3mm。
圖7-15中心噴泉式的雙螺旋管路
模具冷卻設計的考慮事項
就模具冷卻而言,模具設計工程師需決定下列的設計變數:
●冷卻孔道位置,
●冷卻孔道尺度,
●冷卻孔道種類,
●冷卻孔道配置和聯結,
●冷卻孔道迴路的長度,和
●冷媒的速度。
在此必須強調的是應使用標準尺寸的冷卻孔道,以便使用標準規格的加工工具、標準規格的連接零件、和快速換模。
此張稍後所討論的設計法則,將提供適當的模具冷卻設計指南。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 模具 冷却 物理
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《城市规划基本知识》深刻复习要点.docx
《城市规划基本知识》深刻复习要点.docx
-
《高电压技术》word版.docx
-
《安全带》gb6095.docx
-
BCP计划应急计划.docx
-
《计算机组成与工作原理》第一章复习题.docx
-
CANON LBP系列激光打印机使用方法指南.docx
-
C语言课程设计火车票系统源代码.docx
-
3热力管道沟槽开挖方法.docx
-
HR岗位职责.docx
-
1 脱硫脱硝cems维护技术规范.docx
-
O2O超市商业项目计划书.docx
-
SCI期刊呼吸胸外.docx
-
18岁生日祝福语短信.docx
-
ITMC物流企业经营沙盘比赛规则.docx
-
XX钢绳成本管理.docx
-
Matlab的第三方工具箱大全强烈推荐.docx
-
安全保卫工作先进个人.docx
-
安全生产工作日记.docx
-
windows 漏洞集合.docx
-
Φ160数控落地镗铣床技术规格.docx
-
安全施工组织设计.docx
-
安全检查和隐患排查治理制度及记录.docx
-
部编版小学二年级语文下册课外阅读专项.docx
-
变电站投运前质量监督检查汇报材料模版.docx
-
版 创新设计 高考总复习 历史 北师大版第一部分 必考内容第十五单元 第38讲.docx
-
本科毕业设计论文.docx
-
北京大学社会心理学串讲笔记1一10章加试题.docx
-
亳州市教坛新星骨干教师学科带头人特级教师年度考核细则知识分享.docx
-
超星尔雅《人生与人心》期末考试满分答案.docx
-
财经法规与会计职业道德案例分析题.docx
-
茶文化会发言稿.docx
-
财务会计核算实习总结.docx
-
小班上学期月计划周计划.docx
-
心理健康个案分析记录表.docx
-
医疗缺陷管理办法.docx
-
岳麓版高中历史必修二复习提纲经济发展史.docx
-
小区物业管理制度.docx
-
新EPS操作维护手册.docx
-
医师工作计划范文6篇.docx
-
云南省大理州体育中学学年下学期六月份考试 高一化学.docx
-
医院外科护理工作年终工作总结多篇范本.docx
-
小学二年级下册有余数的除法习题汇总.docx
-
新版人教版四年级语文下册期末考试题全面5套.docx
-
运输安全承诺书十篇.docx
-
移动操作平台施工方案.docx
-
新产品定价流程说明.docx
-
小学数学教学常规要求及管理细则讲解学习.docx
-
新农合工作述职报告.docx
-
小学数学有关问题解析.docx
-
疫情报告制度范本3篇.docx
-
在职股权分配协议.docx
