 C级合金模具标准.docx
C级合金模具标准.docx
- 文档编号:9505413
- 上传时间:2023-02-05
- 格式:DOCX
- 页数:41
- 大小:1.99MB
C级合金模具标准.docx
《C级合金模具标准.docx》由会员分享,可在线阅读,更多相关《C级合金模具标准.docx(41页珍藏版)》请在冰豆网上搜索。
C级合金模具标准
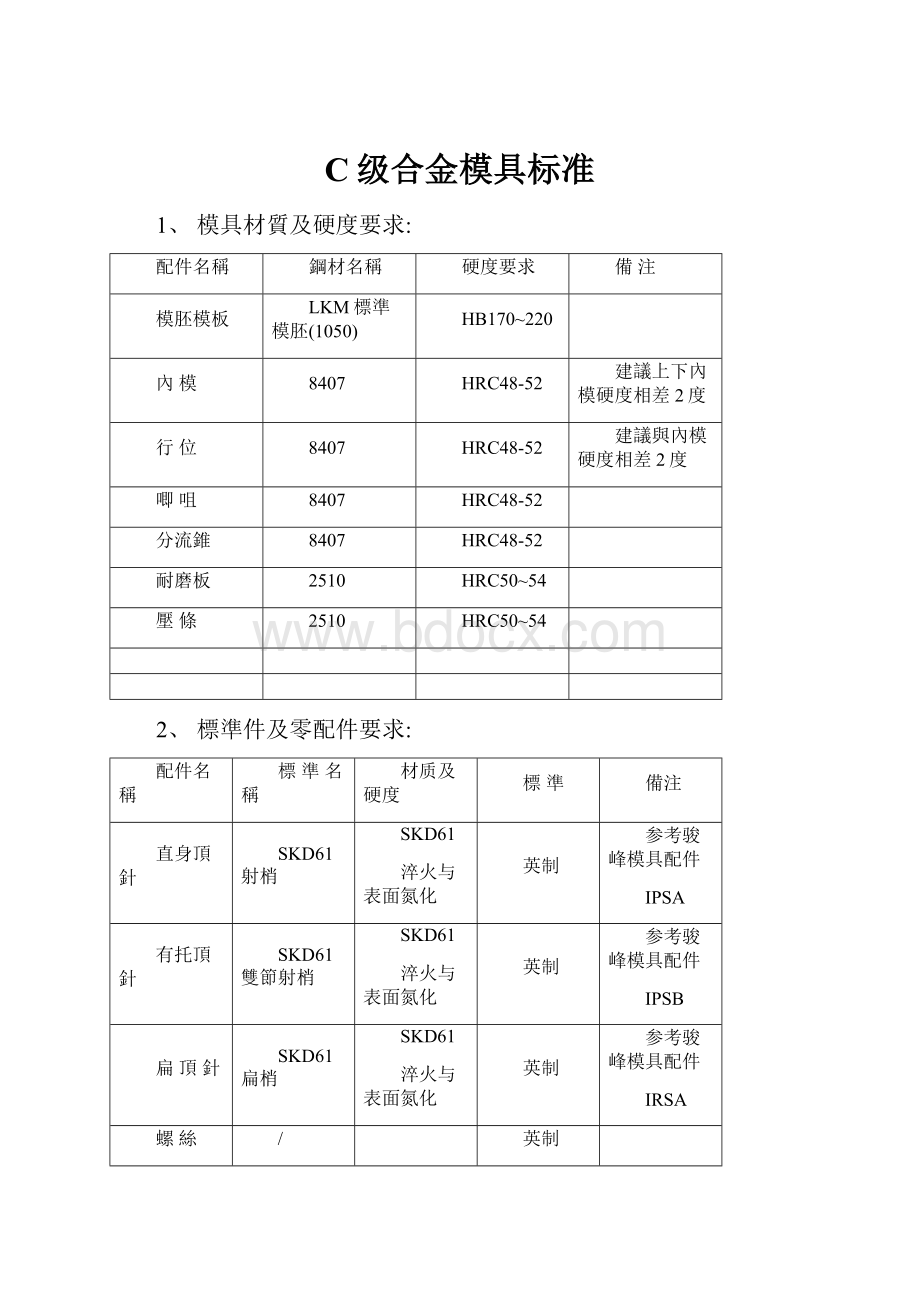
1、模具材質及硬度要求:
配件名稱
鋼材名稱
硬度要求
備注
模胚模板
LKM標準模胚(1050)
HB170~220
內模
8407
HRC48-52
建議上下內模硬度相差2度
行位
8407
HRC48-52
建議與內模硬度相差2度
唧咀
8407
HRC48-52
分流錐
8407
HRC48-52
耐磨板
2510
HRC50~54
壓條
2510
HRC50~54
2、標準件及零配件要求:
配件名稱
標準名稱
材质及硬度
標準
備注
直身頂針
SKD61射梢
SKD61
淬火与表面氮化
英制
参考骏峰模具配件
IPSA
有托頂針
SKD61雙節射梢
SKD61
淬火与表面氮化
英制
参考骏峰模具配件
IPSB
扁頂針
SKD61扁梢
SKD61
淬火与表面氮化
英制
参考骏峰模具配件
IRSA
螺絲
/
英制
限位螺絲
/
英制
3、模胚均采用龍記標準模胚,模胚需加工基準角C10*45°。
4、模板要求平整,平行且確保垂直度,尺寸公差在0.01mm之內,每塊模板所有銳角需倒C2*45°角。
不可以有銳角。
圖01
5、每套模具需要安裝一塊如下圖所示的銘牌,具體位置及要求參考附檔<<銘牌安裝及字碼打法標準>>。
圖02
6、銘牌上的字碼需雕刻加工而成。
字碼要求排列整齊,高低深淺一致。
銘牌字碼的打法請參考附檔<<銘牌字碼加工標準>>。
7、模具每塊模板需要在模具表面打字碼。
模胚字碼的打法可參考附檔<<模胚字碼打法標準>>。
8、模具內模字碼的打法請參考附檔<<內模字碼的打法標準>>。
9、模具零件字碼的打法請參考附檔<<模具配件字碼打法標準>>。
10、模具零件在模具上相對裝配位置字碼打法請參考附檔<<模具配件裝配字碼打法標準>>。
11、鑲針、頂針、斜邊杯頭及其在模具上相應的安裝位置均需要雕上裝配字碼,大小為5MM,字碼要求清淅工整。
12、模具上所有字碼均需要用油石推平。
13、模具的每塊模板需要有吊模螺絲孔,吊模螺絲孔最小用M10,常用M12,M16,M20,M24,M28,M32。
一個吊模螺絲孔的螺紋能承受一邊模具(前模或後模)的重量。
如果一塊模板的重量在30~40kg之間,至少要有一個吊模孔。
如果一塊模板重於400kg,則四周至少要有一吊模孔,共四個。
14、當整套模具吊起時,需保證模具吊裝平衡。
當B板吊模螺絲孔嚴重偏模具重心時,模具需要設置吊模塊,預防吊裝不平衡。
吊模塊大小厚度及吊模鐵螺絲孔大小需要按模具實際重量而定。
d
L
k
M12
24
33
M16
29
39
M20
33
46
M24
41
56
M30
49
67
M36
59
82
M42
70
95
M48
75
103
15、在前後模之間需設置鎖模塊,預防在吊裝時前後模分開。
鎖模塊的規格如圖03所示。
鎖模塊必須保證在吊模時所有模板沒有相對移動。
鎖模塊長度50MM僅適合單一開模面模具,對於有多處開模面的需按實際情況設計長度。
圖03
16、鎖模塊螺絲需用5/16”BSW固定。
在A板或B板還需加多一個螺絲孔,位置以不阻礙生產為原則。
生產時可以固定鎖模塊不用拆走。
圖04
17、模具設計最基本的要求就是每套模具所需要的機台型號、鎖模力、模具流道及水口的計算。
選擇最基本的就是保證模具的最大高度、機台的打開行程是充足的,而且模具打開時要有充足的空間來取出產品。
本公司機臺資料可從附檔中查取。
18、模胚模板與模板之間四角處應加工撬模槽,如:
A與B板、B板與托板之間、B板與方鐵之間、頂針面板與頂針底板之間等,如圖05所示。
撬模槽的具體尺寸查閱附表<<模胚加工標準>>。
19、直身模胚需按合金啤機碼模中心加工碼模槽,碼模槽的長度不小於80MM。
前模碼模槽在與運水、鏟雞、導柱等不相干涉的情況下盡量做長。
後模碼模槽一般做直通式。
如圖05所示的ABC尺寸見附表<<模胚加工標準>>。
20、各種機臺碼模中心見附檔<<機臺資料>>。
21、在加工码模槽的同时,模具仍需加工碼模螺絲孔,其規格為:
7"(1/2"BSW*3/4"DEP);10"(5/8"BSW*1"DEP);14"(5/8"BSW*1"DEP)。
圖05
22、為了保證頂出平衡,模具需做5個頂棍孔。
各種機臺常用頂棍中心如圖06所示,具體可參閱附檔<<機臺資料>>。
圖06
23、當模具模胚大於300MM*350MM,需安裝中托邊,當模胚小於300MM*350MM且直徑小於1/8”的頂針多於6支時模具需加中托邊.
24、為了方便拆模中托邊底部需攻5/16”BSW*15DEP或3/8”BSW*15DEP牙孔。
中托邊的具體安裝要求如圖07所示。
圖07
25、為了防錯裝模具,四組導柱導套中有一組導柱導套中心坐標偏置2MM,稱偏置孔。
26、為了保證模具合模時定模部分與運動模部分能精確定位,模具需要有導向系統即導柱與導套。
導柱一般固定在前模,導柱長度需要絕對避免模具合模時有壓模現象。
圖08
27、為了利於導柱與導套配合空氣排出順暢,需在導套底方鐵上加工寬6mm*深2mm的排氣孔,如圖08所示。
28、當頂針板寬度大於110mm時,模具需要安裝撐頭,直徑采用25~100(一般配用40),每套模具撐頭的高度需保證完全一致且長度比方鐵的高度大0.1至0.2mm,撐頭盡量均衡對稱布置。
29、撐頭一般用一個5/16”BSW或3/8”BSW的杯頭螺絲固定在模具底板上。
為了保証撐頭正反兩端都能用螺絲固定在模具底板上,撐頭兩端需要攻牙。
30、為了防止頂出板變形和減少接觸面積,回針底部必須安裝垃圾釘。
垃圾釘數量按模具大小而定,可參考下表布置。
頂針底板與模胚底板間隙為5MM。
模胚長度
L≦200
200 400 數量 4支 6支 垃圾釘間距在150~200MM均布排列 31、為了防止頂針板變形,模胚長度大於400MM的模具須在頂針板上追加針板螺絲(間距約200MM)。 32、為了使頂針板在合模時安全復位,模具需要有回針。 回針需保證模具頂出需順暢,模具合模后回針長度需與A板平面有0.04~0.05mm間隙,並倒角2*45度。 回針需要保證15~20MM導向距離。 有中托邊的模具,回針可避空單邊0.1~0.15MM。 33、合金模具頂針板不用安裝彈弓復位針板。 圖09 34、當模具的頂出機構與側向抽芯機構有干涉時,不能只靠回針來復位針板,一般采用如圖09所示的頂針板早回機構。 35、早回機構一般在模具的天側及地側各一組。 早回機構的任一零件不可以與模具中其他裝置如: 行位、運水、吊模螺絲孔等相干涉. 36、當模具地側有早復位機構或其他機構時,模具地側需要安裝墊腳,墊腳裝配在模具上以後應該高出早復位機構中其他零件5MM,起保護作用。 37、各固定零件必須用定位銷定位在模胚上。 擺臂杯司用螺絲固定在模胚上,且杯司需緊配沉入模胚表面至少5.0MM。 杯司沉孔與杯司不可有間隙。 38、復位杆的長度需要完全保證抽芯機構復位時不與頂出機構相干涉。 即頂針板的先復位高度L需要足夠。 39、為了防止擺臂在頂出時因慣性轉過工作範圍,導致下一次合模時復位機構失效,在擺臂的上方需要安裝1/4”BSW的螺絲限位擺臂的轉動角度。 40、本公司合金模具一般為鋅合金模具,鋅合金縮水率一般取4/1000。 41、啤件在模具中的排位盡可能采用平衡式排位,以便構成平衡式澆注系統,確保均衡進料和同時充滿型腔;采用非平衡式排位時,為了使各個型腔能同時均衡充滿,必須注意流道和澆口平衡。 平衡式排位 非平衡式排位 圖10 42、內模的大小需保證產品料位與料位間距離B至少20mm。 料位距離內模邊緣不小於20mm。 產品料位底內模模厚度C需保證25~30MM。 模具分型時需留意,內模封料位長度L至少6MM。 如圖11所示。 43、為保證模具精度,一般情況下內模均需做管位,管位一般下模凸起。 管位的大小根據內模大小變化而變化,具體尺寸可參照下表,此表數值僅供參考,可根據實際情況而定,如果產品的枕位能夠達到管位作用,可以不用另加管位,枕位起管位作用。 枕位高出主分型面的內模外側需避空0.5mm。 內模(寬) 內模(長) 枕位寬度(X) Ra Z R 凸管位 凹管位 ≦80 ≦80 12 0.5 6 3 3.5 80~120 80~120 12 0.5 5 3 3.5 120~200 15 120~200 120~300 15 0.5 8 5 6 >300 20 200~300 200~400 25 100 10 5 6 >400 30 300~400 300~450 30 1.0 12 5 6 >450 35 400以上 >400 40 2.0 15 8 9 圖11 44、內模的四個角均需做R圓角,晝量不做直角。 為配合A、B板的模框,一般內模四角的R圓角的大小均比精框R角大1MM均可。 精框R角的大小可從附表<<模胚加工標準>>中查取。 45、為避開模框底的R5的圓角,內模底部需做成6*45度的倒角。 46、模具上應絕對避免內清角現象。 非封料位的內凹处必須用R連接,且R不能小於1.0MM,銳角必須做倒角,倒角大小至少為C1*45度。 為避免淬火時因應力集中導致模具零件爆裂,其淬火零件在淬火之前需保證所有內清角的地方需用不小於R1的圓角連接。 47、一般情況下,所有內模的插穿位需保證有不小於3度的插穿角。 包括與行位,斜頂等有插穿的地方均需要做不小於3度的插穿角。 48、為方便加工產品的骨位,或產品的骨位有裝配要求時,需考慮做鑲件;內模上較薄弱的地方均需考慮做鑲件;上下模插穿的地方需考慮做鑲件,且插穿斜度至少3度。 鑲件的配合要求如圖12所示。 為方便拆模,鑲件的底部需要加工牙孔,牙孔的大小和多少按鑲件的大小而定。 但最多加工兩個牙孔。 49、合金模具內模鑲件孔不能有內清角出現,以避免應力集中導致內模出現裂紋。 圖12 50、將內模收緊在模胚上的螺絲盡量在內模四角處對稱平衡分布,將內模收緊在模胚上的螺絲盡量對稱平衡在內模四角處。 內模長寬方向超過200mm需采用6個螺絲。 51、內模螺絲一般采用1/4”BSW、5/16”BSW、3/8”BSW三種。 內模螺絲長度不可以隨意磨短。 內模螺絲與內模的裝配關系如圖13所示。 螺絲規格 L(常用長度) W H Ha(最大) Hc(最大) 1/4”BSW 1-1/4” 1-1/2” 1-3/4” 2” 2-1/4” 2-1/2” 2-3/4” 3” 3-1/2” 8.0 8.0~10.0 12 14 5/16”BSW 10.0 9.0~12.0 14 16 3/8”BSW 12.0 12.0~15.0 17 19 圖13 52、模胚A板與B板間隙一般為1MM,且模框銳角均需倒角C1.0~2.0X45゜。 圖14 53、模具的基本穩定性主要取決於模胚大小及厚度是否有足夠的強度,模板厚度一般為內模框深的2倍左右。 前模模板底的厚度HA2不能大於50MM。 模胚大小需保證模框寬度方向不能超過頂針板寬度。 長度方向模框邊緣離模胚外緣B在50MM左右。 有行位的模具需保證模框邊緣離模胚外緣在100MM以上。 54、當產品的側面有與出模方向不一致的側凹或側孔時,在產品被頂出之前必須先進行側向抽芯,才能保證產品能夠順利脫模。 完成側向成型零件抽出和復位的整個機構稱為側向抽芯機構。 常見的側向抽芯機構為斜導柱抽芯機構。 55、開模時,行位主要依靠固定在定模板上的斜導柱同時在彈弓的輔助力量作用下完成行位的打開,行位在向後行程Smm以後,模具再繼續打開時,斜導柱脫離行位上斜導柱孔將不再受力於行位上。 限位螺絲起控制行位不向模具外側移動作用,同時為了防止行位在合模之前因重力或其他原因而復位,在行位底需要安裝彈弓,彈弓力將作用固定在行位底的定位銷上從而使行位限位在限位螺絲之間。 56、合金模具行位需采用彈弓定位行位,不可以用波珠定位行位。 57、斜導柱插入行位的一端要做成全圓角;工作段長度一般不超過250mm。 58、對於較小的行位及行位行程较小时可以不采用斜導柱,可能直接依靠彈弓的力量將行位打開。 但需要注意的是彈弓的大小及彈弓的長度一定要足夠。 59、常见的斜導柱的角度如下,铲鸡角度为B=A+2゜。 斜導柱角度A=15゜、18゜、20゜、23゜、25゜ 60、行位中的斜邊孔比斜導柱直徑大1MM。 61、鏟雞定位高度(H)需要小於模胚框深(K)0.5MM,鏟雞的前端需要保證至少5MM托位。 圖16 62、在行位的底面(當行位寬度≧120MM時)和鏟雞的磨擦斜面(雞雞寬度≧80MM時)上需設置耐磨板。 耐磨板的面積不能小於磨擦面的60%,耐磨板由平頭螺絲收緊。 沒有耐磨板的鏟雞材質及硬度需跟同耐磨板的要求。 63、由於鏟雞的鎖模力是直接由鏟雞上的耐磨板作用於行位尾部斜面上。 所以鏟雞耐磨板時,鏟雞的斜面與行位斜面至少避空0.2mm,鏟雞耐磨板厚度公差應為+0.05到+0.10。 64、當行位底有耐磨板時,耐磨板耐磨面需高出模框表面0.2MM,目的是為了減少行位的運動對模胚表面的磨損。 65、當行位在整個壓鑄過程中,行位需承受較大的壓鑄壓力時,鏟基必須做反鏟位,反鏟位的長度為行位長度的2/3,以保證行位鎖模足夠。 66、當行位在開模時需要延遲時,延遲行程需要由耐磨板來控制,同时斜邊孔需要有足夠的避空位。 如圖17所示。 圖.17 67、耐磨板和壓條的磨擦面上均需要做封閉油槽。 圖18 68、為保證整個行位的平行度和垂直度,壓條和模胚之間的配合要用管釘定位。 圖19 69、行位里的鑲針都是在行位淬火之後線割加工而成,行位鑲針數量較少時,可以直接由無頭螺絲將鑲針固定在行位里面,為防止鑲針鬆退,需在鑲針底部收兩個無頭螺絲。 如圖20所示。 70、當行位鑲針較多,行位前端直接與料位接觸時,行位的前端需做成一個單獨的零件,鑲針直接固定在鑲件上,鑲件由托位定位並由螺絲收緊在行位本體上。 鑲件至少8MM定位(即B≧8.0),定位槽邊距行位邊至少8MM(即A≧8.0),如圖21所示。 71、當行位時的鑲針小於等於1/8”時需要做有托頂針。 72、當行位鑲針較多,但行位前端不與料位直接接觸時,可以在行位的前端做一個壓板,鑲針直接固定在此壓板上,壓板由定位銷定位並由螺絲收緊在行位本體上。 如圖22所示。 73、當行位的前端是一個較薄的薄片時,需要將薄片拆成一個單獨的零件。 如圖23、24所示。 圖20圖21圖22圖23圖24 74、所有啤件在流道的正面(即前模表面上)需雕模號,字體大小為2.5MM。 字碼要求排列整齊、高低深淺一致,字與字間距一致。 如圖25所示。 圖25 75、在產品不影響產品外觀、裝配及功能的位置雕刻型腔號,型腔號字體大小一般為1.5~2MM。 76、合金模具直流道一般由壓鑄機上的噴嘴、內模上的唧嘴、分流錐組成。 圖26 77、主流道與機臺噴嘴配合處尺寸如圖26所示,d0直徑範為ø10.0~ø13.0.一般情況下,不同型號的機臺主流道d0直徑尺寸範圍不一樣. 圖27 機臺型號 d0 H A 備注 東莞聯弘 河源聯弘 DC88 ø10.0~ø11.5 ≦60 20 無特別要求 DC160 Ø11.5~ø13.0 ≦60 30 DC200 ø12.0~ø13.0 ≦60 30 78、主流道的角度盡量做大,一般取20度。 為了能夠得到最佳特性的啤件,需設計較短的主流道長度,建議主流道由內模直接加工而成。 如圖28所示。 79、为降低生产成本,模具加工时应尽量加工较细小的流道和较短的主流道,建议啤件的整啤重量不能超过净重的1.86倍。 圖28 80、应尽量避免在两盒内模之间做主流道。 當主流道秘须介於兩盒內模之間時,则需要做唧咀,唧咀可參考圖29加工製作。 圖29 81、橫流道的截面積應從直流道起至內澆口止逐漸縮小,防止渦流裹氣。 內澆口處橫流道的截面積應比直流道處橫流道的截面積小10%~30%,橫流道的深度應為寬度的0.6~0.8倍。 82、為了便于剪水口時能干净的剪下垃圾位及水口且產品上不留下明顯的痕跡,流道入澆口處與產品連接厚度建議為0.4MM,垃圾位與產品的連接處之间的厚度建議做0.4MM,產品與浇口和垃圾位之间的连接位的倾斜度保證30゜~45゜,具體尺寸可參考下表。 澆口開設在前模時: 澆口開設在后模時: h=0.4mm l=0.5mm(在外觀面上入水時) l=0mm(在非外觀面上入水時) L=2.0mm 83、當流道需分流時,為避免生產過程中分流位易腐蝕現象,分流區域盡可能做大碰穿位,保證模具強度。 84、流道開設需順暢,需避免上爬下落開設在高低枕位上。 為了得到最佳特性的合金啤件在流道的拐角處及流道的根部需要有較大的R角。 85、為了提高壓鑄啤件的質量,在金屬液充填型腔的過程中,應盡量排除型腔內的氣體。 混有氣體和被殘餘物污染的金屬液,需設置垃圾位及排氣槽。 86、垃圾位的布置應有利於排除型腔中的氣體,排除混有氣體、氧化物、分型劑殘渣的金屬液,改善模具的熱平衡狀態。 87、設置垃圾位時要注意便於從產品上去除,去除後盡量不損壞產品的外觀。 不應在同一垃圾包上開幾個進料口或一個很寬的進料口,以免金屬液產生倒流,部分金屬液從垃圾位流回型腔。 88、一般情況下,需在後模模面上開設梯形垃圾包,部分產品可利用頂針位做垃圾包。 垃圾包開設方式 進料口 建議尺寸 直接開設梯形垃圾包: 進料口開設在前模時: h=0.4mm l=0.5mm(在外觀面上入水時) l=0mm(在非外觀面上入水時) L=2.0mm 進料口開設在後模時: 頂針位做垃圾包: b=0.3~0.4mm L=1.5~2.5mm 圖30 89、垃圾包規格大小可參考下表: 推薦的梯形溢流槽的尺寸 A (mm) a (mm) H (mm) b (mm) B (mm) 12 5 6 8 12 10 16 12 20 16 6 7 10 16 12 20 14 25 20 7 8 12 20 15 25 18 30 90、在模具的分型面上需要開設排氣槽。 排氣槽的需開設以下所設及的地方。 a、產品壁厚較薄的地方 b、明顯有困氣的地方 c、有夾水紋的地方 d、最後走滿料的地方 e、盲孔底部 f、分型面上每30mm必須開一個排氣槽 91、靠近料位的長度為2mm的排氣槽必須CNC精鑼,2MM以外的排氣槽必須用CNC或銑床加工,並且排氣槽的根部必須清角. 92、平面上的排氣槽可采用銑床加工,異型分型面上的排氣槽必須由cnc加工出。 圖31 93、頂針均采用英制SKD61全硬頂針,當頂針直徑小於等於1/8”時,需采用有托頂針。 合金模具頂針盡量少采用1/8”及以下的頂針。 94、頂針的布置需要避開產品有相對滑動或轉動的表面,避免在產品的外觀面上落頂針,以免影響產品的外觀及功能。 95、為了保證主流道和澆口能順利地從分流錐上頂出並不變形,分流錐內及主流道上應布置頂針,合金模具水口頂針及流道頂針直徑需大於3/16”,分流錐頂針需避開主流道位置。 圖35 96、模具尽量不采用垃圾頂針。 垃圾頂針的布置需方便去除產品多餘的料位而且去除垃圾位後產品不會留下明顯的痕跡。 97、當模具上的鑲針、頂針、司筒等圓形件需要定位時,一般采用下表所示的A系列方式定位。 當需要定位的鑲件直徑大於15MM時可以采用B系列方式定位,但需保證定位長度足夠。 A系列 B系列 ØD---頂針或鑲針直徑 ØD'---杯頭直徑 S'-------定位杯頭S-----定位槽寬 D'+S---定位槽長 98、內模上頂針孔要求光滑,保證頂出順暢。 頂針在模具中的配合關係如圖36所示。 圖36 99、頂針板的頂出行程B需大於產品的總高度,當頂針不需要頂盡時,需要做限位,如圖36所示。 100、模具中的鑲針、頂針、司筒、定位銷在模具組立圖中為不相同的符號;不同規格的零件其編號均不同,需要在相應符號的右上角注明。 代碼"XX"為直徑大小代碼。 有托頂針 直身頂針 鑲針 司筒 定位銷 圖37 101、運水采用1/8"BSP與1/4"BSP兩種規格的喉牙。 喉管直接接在內模上,模胚避空喉管孔直徑為16MM。 模具上各處運水直徑及喉牙規格如下表所示: 零件 運水直徑 喉牙規格 模胚避空孔規格 唧咀、分流錐 Φ1/4” 1/8”BSP Φ16MM 內模、行位、模胚等 Φ5/16” 1/4”BSP 102、唧咀與分流錐需各有一組獨立的運水。 唧咀運水參考圖29所示.分流錐運水需證分流錐的最小壁厚在8mm左右,壁厚太單薄會導致分流錐局部爆裂。 參考圖38所示。 圖38 103、所有運水進出水的盡量設置在模具反操作者側。 104、運水的布置需要保證模具冷卻均衡,每个啤件冷却均衡,在不影響喉管安裝的情況下,運水盡量靠近料位邊,運水孔邊離料位邊保持12MM距離。 105、與料位有直接接確的行位均需要有一組冷卻水。 106、為預防模具導柱燒死,前模四個導柱附近需有一組冷卻水。 107、每次試模前,模廠均需按<<工模檢驗報告>>上所列出各項對工模作仔細檢驗,並做好工模檢驗記錄,每由模廠負責人簽署。 次試模或啤辦時,均需按生產條件來試模,試模用料需跟足ToolPlan要求,確保試清楚工模各方面潛在問題,並針對<<試模記錄單>>做出詳細記錄,由模廠負責人簽署。 每次試模啤件需與<<工模檢驗報告>>、<<試模記錄單>>一起在試模後一天內送給產品工程師或產品經理。 108、模具2D模圖、3D產品圖、3D分模圖在放模時需移交給產品工程師。 最終版本的正式模圖還需列印一份0#圖紙。 每套模具需要有獨立的刻錄光碟。 附檔一、機臺資料 項目 單位 機臺型號 DC88 DC160 DC200 鎖模力 KN 880 1600 2000 鎖模行程 mm 280 350 400 頂出力 KN 50 108 108 頂出行程 mm 60 85 100 模具厚度(最小-最大) mm 150-350 205-505 250-550 模板尺寸(水平*垂直) mm 535*545 672*66


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 合金 模具 标准
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
智能防火防盗报警系统设计.docx
-
成人高考英语模拟试题及答案六.docx
-
加油站管理规定.docx
-
自动化设备合同协议书.docx
-
有一天你会遇到一个彩虹般绚烂的人豆瓣经典.docx
-
中药师真题回忆.docx
-
建筑耐火等级.docx
-
钟南山院士抗疫先进事迹学习心得体会范文材料精选10篇.docx
-
烟台导游词1.docx
-
中坪村基础设施建设工程施工组织设计.docx
-
虫害控制计划.docx
-
家具厂绩效考核制度.docx
-
中考作文十六篇.docx
-
小学数学课外书及数学老师建议读书书目.docx
-
机械设计基础期末考试试题答案解析.docx
-
中国低空经济行业分析报告.docx
-
追悼会家属答谢词集锦八篇.docx
-
桌游吧创业企划书.docx
-
实验三基于SIMULINK的控制系统时域分析.docx
