 酸化SBR法处理啤酒废糟液.docx
酸化SBR法处理啤酒废糟液.docx
- 文档编号:9492664
- 上传时间:2023-02-04
- 格式:DOCX
- 页数:8
- 大小:38.66KB
酸化SBR法处理啤酒废糟液.docx
《酸化SBR法处理啤酒废糟液.docx》由会员分享,可在线阅读,更多相关《酸化SBR法处理啤酒废糟液.docx(8页珍藏版)》请在冰豆网上搜索。
酸化SBR法处理啤酒废糟液
酸化-SBR法处理啤酒废糟液
在厌氧反应中,放弃反应时间长、控制条件要求高的甲烷发酵阶段,将反应控制在酸化阶段,这样较之全过程的厌氧反应具有以下优点:
①由于反应控制在水解、酸化阶段反应迅速,故水解池体积小;②不需要收集产生的沼气,简化了构造,降低了造价,便于维护,易于放大;③对于污泥的降解功能完全和消化池一样,产生的剩余污泥量少。
同时,经水解反应后溶解性COD比例大幅度增加,有利于微生物对基质的摄取,在微生物的代谢过程中减少了一个重要环节,这将加速有机物的降解,为后续生物处理创造更为有利的条件。
1试验装置、材料和方法
1.1试验装置
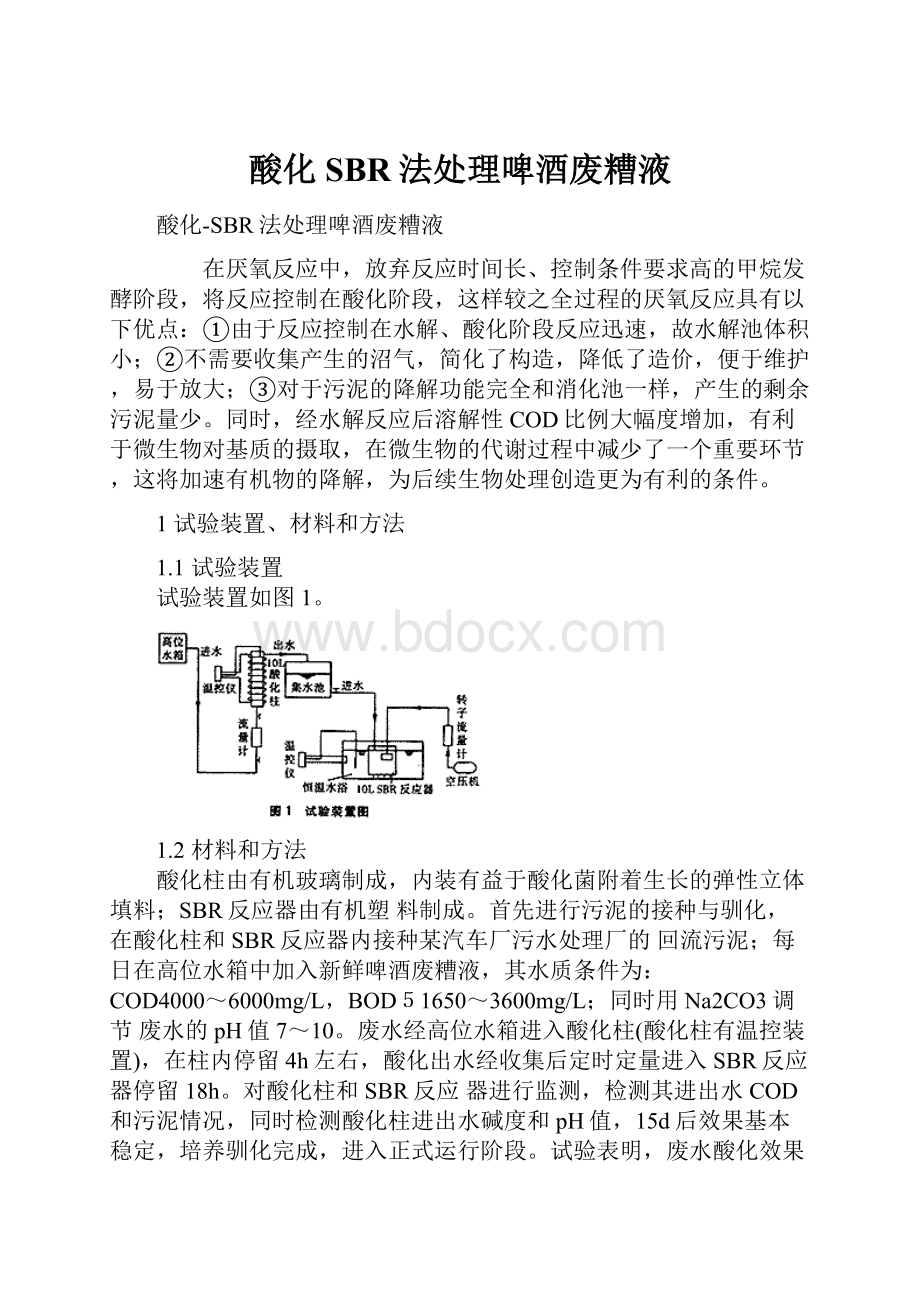
试验装置如图1。
1.2材料和方法
酸化柱由有机玻璃制成,内装有益于酸化菌附着生长的弹性立体填料;SBR反应器由有机塑料制成。
首先进行污泥的接种与驯化,在酸化柱和SBR反应器内接种某汽车厂污水处理厂的回流污泥;每日在高位水箱中加入新鲜啤酒废糟液,其水质条件为:
COD4000~6000mg/L,BOD51650~3600mg/L;同时用Na2CO3调节废水的pH值7~10。
废水经高位水箱进入酸化柱(酸化柱有温控装置),在柱内停留4h左右,酸化出水经收集后定时定量进入SBR反应器停留18h。
对酸化柱和SBR反应器进行监测,检测其进出水COD和污泥情况,同时检测酸化柱进出水碱度和pH值,15d后效果基本稳定,培养驯化完成,进入正式运行阶段。
试验表明,废水酸化效果并非随废水在酸化柱内停留时间的延长而增强,停留时间超过4h,COD去除率有所下降,故最佳酸化效果的停留时间约为4h。
1.3试验方案
1.3.1酸化的试验方案
试验主要考察酸化在三个不同温度(20、24、28℃)和不同进水碱度(500、750、1000mg/L,以CaCO3计,下同)共九种条件下酸化效果和COD去除情况。
1.3.2SBR反应器试验方案
COD的去除主要集中在SBR反应器中,该段共设置3个反应温度:
20℃、24℃、28℃。
运行参数分别是:
进水0.5h;曝气18h;沉淀1.5h;排水与闲置4.0h。
2 结果分析和讨论
2.1酸化的结果分析与讨论
2.1.1酸化对COD的去除情况
在给定温度和碱度组合下,酸化对进水COD均有一定的去除率。
在4h停留时间内,平均每小时去除COD250mg/L左右,整个酸化阶段COD去除率达12%~25%。
在所试验的三个不同温度条件下,达到酸化效果的最佳碱度是750mg/L,而最佳温度是24℃。
表1酸化柱、SBR反应器、出水可生化性情况表
日期
水箱水
酸化柱出水
SBR反应器出水
COD(mg/L)
BOD5(mg/L)
BOD5/COD
COD(mg/L)
BOD5(mg/L)
BOD5/COD
COD(mg/L)
BOD5(mg/L)
BOD5/COD
1998-04-27
4488.3
2421.3
0.539
3019.1
2704.5
0.896
96.9
20.4
0.211
1998-05-03
4393.8
2279.1
0.519
3109.8
21138
0.680
81.8
29.2
0.387
1998-05-12
4338.6
2056.4
0.474
3249.7
2308.6
0.710
79.4
11.6
0.146
1998-05-22
5417.9
2902.5
0.536
4179.3
2670.7
0.639
88.6
16.7
0.188
1998-05-28
4505.9
2587.9
0.547
3443.8
2271.5
0.660
83.6
6.50
0.077
1998-06-02
4715.6
2145.6
0.455
3289.4
2332.7
0.709
74.7
10.5
0.141
1998-06-15
4693.1
2182.1
0.465
3129.3
2476.2
0.791
76.6
8.40
0.110
1998-06-30
4430.7
2673.4
0.603
3188.6
2704.4
0.848
76.2
19.8
0.260
1998-07-09
4931.3
2342.9
0.475
3692.7
2761.2
0.748
98.6
21.3
0.216
平均值
0.520
0.740
0.190
2.1.2碱度对酸化效果的影响
酸化效果也可以通过检测进出水碱度的变化情况来观察。
进水碱度越大,出水碱度越小,说明酸化效果越好。
不同温度、不同进水碱度条件下出水碱度的变化情况如图2。
可见,在进水碱度<500mg/L时,随着进水碱度的增大出水碱度减小。
当进水碱度超过500mg/L时,随进水碱度增大,出水碱度亦增大。
本试验最佳碱度范围是500~750mg/L,在此碱度范围之内,酸化效果比较理想。
碱度过高反而使酸化系统运行不好,甚至导致酸化菌死亡。
原因可能是微生物对含氮有机物同化的氨化作用起到了自然的缓冲作用。
此外,温度对酸化效果也有一定影响,温度过高、过低均不利于酸化,本试验最适宜温度是24℃。
由表1可见,酸化柱进水的平均BOD5/COD=0.52,酸化柱出水的平均BOD5/COD=0.74,通过酸化可生化性提高了0.22,而废水在酸化柱内的停留时间仅有4h,酸化效果是较理想的,这就为后续的SBR生物处理创造了非常有利的条件。
2.2SBR反应器结果分析
2.2.1SBR反应器对进水COD的去除
本试验条件下,SBR反应器进出水COD随时间的变化曲线如图3所示。
由图3可见,虽然进水有机物浓度变化幅度较大,但出水较为稳定,波动较小,系统耐冲击负荷能力较强。
在本试验的容积负荷3.60~6.24kg/(m3·d)范围内,COD的去除率变化在94%~99%之间。
这说明用酸化—SBR法处理啤酒废糟液效果比较理想,虽然进水浓度在4000~6000mg/L之间波动很大,但出水的达标率仍然较高[执行标准:
污水综合排放国家标准(GB8978—1996)一级标准]。
然而当COD负荷超过6.24kg/(m3·d)后,COD去除率偏低,出水COD达标率低的趋势也较明显。
2.2.2酸化效果对SBR反应器处理效果的影响
试验中,SBR反应器对进水COD去除率的好坏直接受酸化效果的影响,酸化效果好,去除率高,反之就低。
其去除率最大值出现在:
T=24℃,碱度500~750mg/L,此时去除率超过99%。
3 结论
①酸化—SBR法处理高浓度啤酒废糟液效果比较理想,去除率均在94%以上,最高达99%以上。
②酸化—SBR法处理中高浓度啤酒废糟液,酸化至关重要,它具有两个方面的作用,其一是对废水的有机成分进行改性,提高废水的可生化性;其二是对有机物中易降解的污染物有不可忽视的去除作用。
酸化效果的好坏直接影响SBR反应器的处理效果,有机物去除主要集中在SBR反应器中。
③酸化—SBR法处理啤酒废糟液受进水碱度和反应温度的影响,最佳温度是24℃,最佳碱度范围是500~750mg/L。
视原水水质情况,如碱度不足,采取预调碱度方法进行本工艺处理;若温度差别不大,运行参数可不做调整,若温度差别较大,视具体情况而定。
酸化UBF混凝法处理制浆造纸废水
湖南某造纸厂采用芦苇碱法制浆造纸,排放废水约为18000m3/d,对周围环境造成了严重污染。
目前较为成熟的造纸废水处理方法是碱回收法,但成本较高使中、小型造纸企业无法承受。
根据该造纸厂的实际情况,采用酸化—UBF—混凝法处理废水取得了良好的效果。
1生产工艺及排污
该厂生产工艺及废水排放情况见图1。
2 废水水质
废水主要来源于挤浆机的黑液、洗浆机的黑中段水、漂白机的白中段水和外排白水,其中黑液为2000m3/d,中段水(包括黑、白中段水和外排白水)为16000m3/d,各种废水水质见表1。
表1废水水质及排放标准
项目
COD(mg/L)
BOD5(mg/L)
SS(mg/L)
pH
黑液
30000
9000
2000
11~13
中段污水
600
300
700
7~9
总排口
≤450
≤200
≤250
6~9
当地环保部门要求该造纸厂限期处理所排废水,并达到《造纸工业水污染物排放标准》(GB3544—92)中的一级标准,总排口下游1km处的蒸水河水水质要达到《地面水环境质量标准》(GB3838—88)中Ⅲ类水质标准。
3 处理流程
根据该厂的实际情况,采用先处理黑液再与中段水(含外排白水)合并处理的方法,即先将黑液酸化回收木质素并经厌氧生化处理后,再与中段水、白水混合并加入混凝剂进行混凝沉淀,处理流程见图2。
蒸煮浆料由蒸球压入喷罐内,定量泵到水平带式洗浆机进行逆流洗浆,洗出的黑液经纤维回收池进预沉池,再排入水解酸化池,反应之后泵入酸析池,经加酸、压滤等处理并回收木质素,滤液与酸洗处理水再经过投加石灰水调节pH值、去除大部分硫酸盐后泵入UBF厌氧反应器进行厌氧处理,之后混入中段水均质调节池,均质调节后的综合水经投加混凝剂后再排入辐流沉淀池分离,沉淀后的上清液可达标排放,池底污泥靠刮泥机和重力排入污泥浓缩池,经浓缩后加混凝剂进行化学调节,再用压滤机脱水成为含水率约为70%的泥饼外运。
4 主要设备及构筑物
主要设备及构筑物的设计参数见表2。
表2 主要设备和构筑物设计参数
主要设备及构筑物
数量(座)
HRT(h)
尺寸
黑液预沉池
1
10
40m×10m×2.5m
水解酸化池
1
60
40m×40m×3.5m
酸析单元
酸析沉淀池
2
8
20m×10m×3.5m
酸析气浮池
2
1
¢10m×1m
中和池
1
5
10m×18m×3m
UBF
2
30
¢18m×10m
均质调节池
1
4
60m×20m×2.7m
辐流沉淀池
1
4
¢30m×4.5m
浓缩池
2
10
¢10m×5.5m
化学调节池
1
12m×8m×2.2m
清水回用池
1
12.5m×12m×2.5m
压滤泵房
压滤机
6
污水提升泵
3
5 运行结果
①西渡造纸厂采用酸析木质素,结合生化、物化法解决了黑液与中段废水的处理问题,运行结果表明,该厂污水总排口主要污染物指标达到了GB3544—92的标准(见表3);受纳水体蒸水河污染控制断面(总排口下游约1km)的主要水质指标达到了国家规定的Ⅲ类水质标准,经处理后的水回用率达50%。
②黑液酸析加酸(工业硫酸)量为0.4%,酸析pH值为3~4,温度控制在40~50℃,并采用化学调节系统以提高木质素压滤效果。
③采用的UBF反应器中的污泥停留时间均在100d以上,在高负荷状态下运行仍能保持较高的去除率。
厌氧反应最佳温度为30~35℃,冬季必须保持在15℃以上,因而冬季利用蒸气对黑液进行适当加温,同时对厌氧反应器采用一定的保温措施以确保其正常运行。
表3系统处理效果
项目
黑液
综合废水
进水
出水*
去除率(%)
进水**
出水
去除率(%)
COD(mg/L)
30000
5696
81
1166
320
72.6
BOD5(mg/L)
9000
1787
80
465
138
70.3
SS(mg/L)
2000
560
72
684
180
73.7
pH
11~13
6~7
7~9
注:
*为UBF出水测定值;**为综合调节池废水的计算值。
④工程吨水投资为500元/m3、占地面积为0.42m2/m3、运行成本为0.9元/m3,均大大低于国内同类工程经济指标。
⑤该工艺设备简单、工程造价低、用地省、上马快、运行成本低,特别是采用了UBF厌氧反应器处理黑液,省去了UASB厌氧法中的三相分离器,可操作性强、实施简单,因此适合中、小型制浆造纸企业废水的治理。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 酸化 SBR 处理 啤酒 废糟液
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 3D打印技术与应用期末考试.docx
3D打印技术与应用期末考试.docx
-
《有效备课上课听课评课》读书笔记.docx
-
变压器的维护保养技术标准.docx
-
安全生产事故隐患排查治理制度.docx
-
9年级英语补充习题1.docx
-
毕业生供电所实习日记范文2篇.docx
-
氨基糖苷类抗生素剖析.docx
-
安全管理人员述职报告.docx
-
病理生理学作业及答案.docx
-
财务报表综合分析格力电器之欧阳物创编.docx
-
a0cbd硕士研究生招生简章上网.docx
-
C语言日历系统.docx
-
财务管理历届试题汇总.docx
-
财务年终版述职报告5篇.docx
-
《1844年经济学哲学手稿》原文.docx
-
《庆祝38妇女节活动实施方案》.docx
-
《敬畏生命》教学参考教案教学设计.docx
-
安全现状评价报告.docx
-
班主任工作心得体会.docx
-
Kristenscookiecompany案例分析讲课讲稿.docx
-
4s店吧台年度计划doc.docx
-
GSM网络优化.docx
-
常用三千行楷字练习入门.docx
-
《童话故事》读后感通用11篇.docx
-
20XX年巡视巡查整改对照个人检查材料自查报.docx
-
ito靶材的制备.docx
-
北京市丰台区学年高一英语上学期期中试题B卷.docx
-
ktv主管工作计划.docx
-
包装相关英文术语.docx
-
坂本龙马日本江户时代国民偶像.docx
-
《药学专业知识一》大纲.docx
-
keyshot教程.docx
-
小学二年级体育教案全集全册.docx
-
医生工作自我鉴定汇总七篇.docx
-
逾期贷款清收的流程及技巧精编版.docx
-
语文S版三年级下册课文《瀑布》教案.docx
-
一年级音乐上册教案修改好.docx
-
小学三年级数学 每日一练.docx
-
医院管理规范医技doc.docx
-
小学三年级语文教师的教学随笔.docx
-
小学生冬季长跑比赛策划冬季长跑策划案.docx
-
医院宣传中心各工作岗位绩效考核指标.docx
-
原子核物理专业词汇中英文对照表.docx
-
英文女名.docx
-
岳麓版必修二第一单元 中国古代的农耕经济综合测试1.docx
-
小学四年级上传统文化教案.docx
-
新版二年级上字卡.docx
-
新人版小学语文三年级下册单元测试题全册.docx
-
特殊教育的法规与政策.docx
-
在全市效能革命工作会上的讲话.docx
-
一万小时法则.docx
