 HM180推荐书.docx
HM180推荐书.docx
- 文档编号:9474264
- 上传时间:2023-02-04
- 格式:DOCX
- 页数:17
- 大小:24.61KB
HM180推荐书.docx
《HM180推荐书.docx》由会员分享,可在线阅读,更多相关《HM180推荐书.docx(17页珍藏版)》请在冰豆网上搜索。
HM180推荐书
推荐书
HM180数控卧式镗铣床
制造商:
江苏多棱数控机床有限公司
2011年
一、主机
型号/名称:
HM180数控卧式镗铣床
标准配置:
SIEMENS840D数控系统
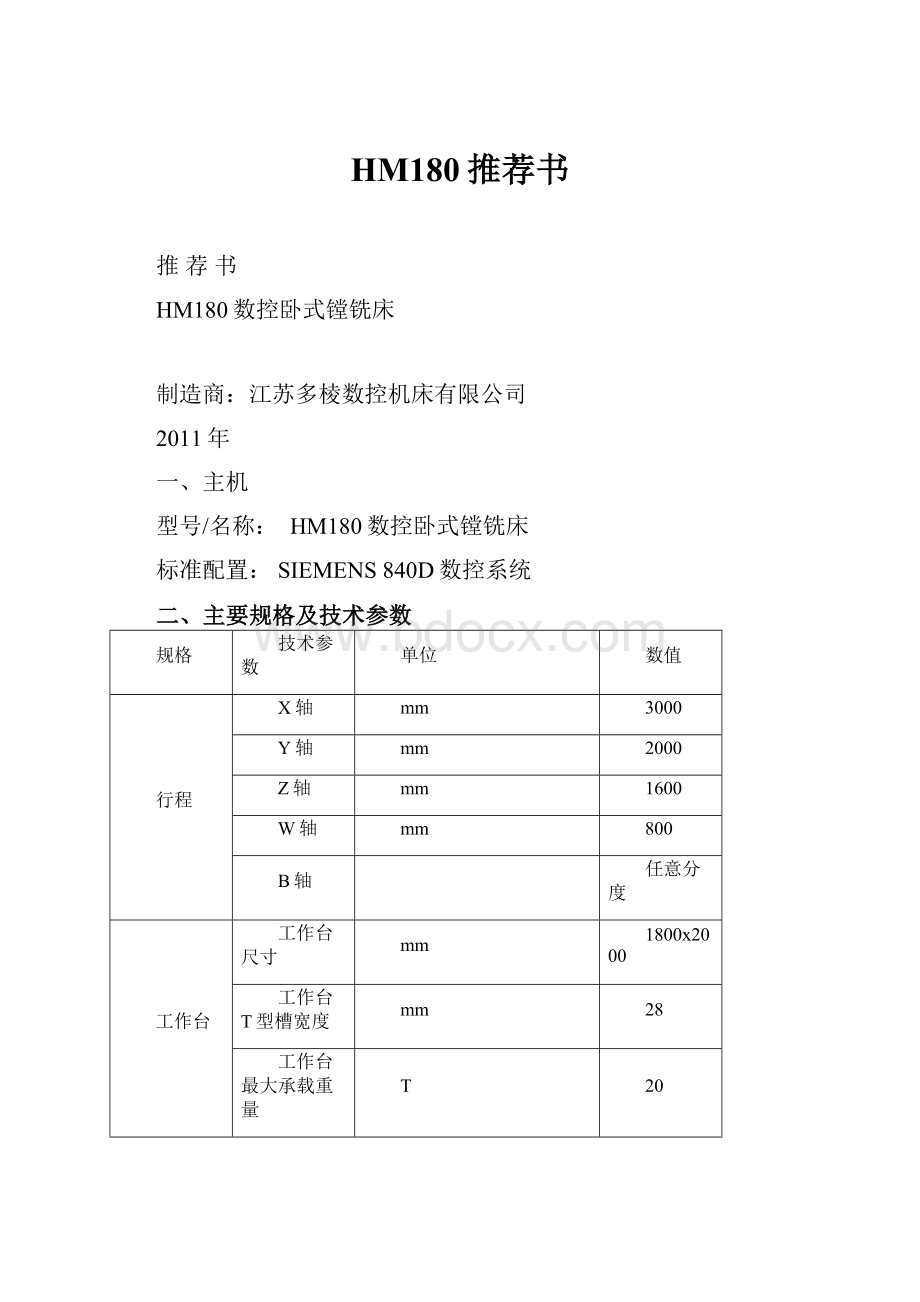
二、主要规格及技术参数
规格
技术参数
单位
数值
行程
X轴
mm
3000
Y轴
mm
2000
Z轴
mm
1600
W轴
mm
800
B轴
任意分度
工作台
工作台尺寸
mm
1800x2000
工作台T型槽宽度
mm
28
工作台最大承载重量
T
20
主轴
主轴转速范围
rpm
10—2000
主轴最大扭矩
NM
3000
主电机功率
KW
28/38
主轴锥孔
ISO50
主轴电机
SIEMENS交流主轴电机
主轴轴承润滑方式
油脂
主轴中心至台面距离
mm
100--2100
进给速度
快速进给速度
m/min
X、Y、Z、W:
10
r/min
B:
2.5
切削进给速度
mm/min
X、Y、Z、W:
1--5000
刀具装置
刀柄型式
BT50
拉钉型式
LDB-50BT
刀库
刀库容量
把
60
刀具换刀时间
s
15
刀具最大长度
mm
400
机床尺寸
占地面积(长X宽X高)
mm
11000x7200x5400
重量
T
65
机床动力
压缩空气压力
MPa
0.4~0.6
压缩空气耗气量
L/min
500
电源
3相AC380V,50/60HZ,100KVA
机床精度
定位精度
mm
X、Y:
0.025
Z、W:
0.02
B(4x90°):
±7.5″(±2″)
重复定位精度
mm
X、Y、Z、W:
0.01
B(4x90°):
±2″
主要结构特点
本机床为数控卧式镗铣床,机床为倒T型布局,机床主运动为主轴的回转运动,机床设有五个坐标轴:
工作台在前床身上作横向移动(X坐标轴);立柱在后床身上作纵向移动(Z坐标轴);主轴箱在立柱上作上下垂直移动(Y坐标轴);主轴在铣轴内前后移动(W坐标轴);工作台旋转为B轴。
本机床适用于各大行业大中型零件的粗、精加工,适用于汽车、航空航天、冶金、各种板件、盘件、壳体箱体类等零件的多品种中小批量生产。
1)工作台
采用了全新的双工作台设计结构实现高效加工,工作台采用高强度铸铁材料和树脂工艺铸造。
2)前床身
床身采用高强度铸铁材料和树脂工艺铸造,采用“米字型”筋板布置以提高床身的刚度和强度。
(X轴)两侧导轨副采用硬轨结构,中间两排用滚动块支撑,并作预压,定位精度高,伺服驱动性能优;同时承载能力大,切削抗振性能好,可以改善机床的特性,提高机床的精度和精度稳定性,提高机床的使用寿命。
X轴驱动电机带动工作台实现进给运动。
保证工作台定位精度。
低速时保证不爬行,在行程内可任意进给,运行有足够的平稳性。
3)后床身
床身采用高强度铸铁材料和树脂工艺铸造,采用“米字型”筋板布置以提高床身的刚度和强度。
(Z轴)两侧导轨副采用硬轨结构,中间两排用滚动块支撑,并作预压,定位精度高,伺服驱动性能优;同时承载能力大,切削抗振性能好,可以改善机床的特性,提高机床的精度和精度稳定性,提高机床的使用寿命。
Z轴驱动电机带动立柱实现进给运动。
保证工作台定位精度。
低速时保证不爬行,在行程内可任意进给,运行有足够的平稳性。
4)主轴
镗铣头主轴轴承采用进口的轴承和油脂润滑技术,使主轴具有高精度、高负载和低温升,不但能承受大的功率和大扭矩切削,同时也具有很高的主轴精度和寿命。
主轴采用液压松刀碟簧拉紧自动拉刀装置。
5)冷却系统
主轴端部设计了工件外冷却功能。
冷却泵的最大流量60L/min。
冷却液一般为乳化液、轻矿化油等无腐液体。
6)独立的主轴恒温油冷装置
为保证机床主轴长时间负荷的正常运行,机床主轴轴系冷却系统配恒温油冷装置,以保证机床的工作精度及各室温下正常工作。
7)润滑系统
主轴轴承采用德国进口的润滑脂润滑;X、Y、Z轴丝杠副采用稀油定时定量润滑,并有液面低位报警功能。
8)排屑系统
标准配置螺旋排屑装置和链板式提升排屑器(同时配置)。
9)数控柜
加装空调装置,使数控系统在恒温下工作,降低了对买方使用环境要求,提高了系统长期稳定工作的可靠性及使用寿命。
10)数控系统
该机床采用先进的西门子系统。
带配置网络接口,带有10.4”彩显,美观精致.该系统可控制6轴,有图象轨迹显示,中英文字幕,公英制转换,有长度、半径补偿功能,自诊断报警及断电保护功能,有手动输入和通过RS232及USB接口输入。
并带有手持式电子操作单元,方便操作。
SIEMENS—840D控制系统功能
PCU50.3
NCU571.5
1
IntelCeleronM中央处理器,1.5GHz/512MB
1
Celeron400M中央处理器
2
40GB硬盘
2
≥3MBCNC程序和数据存储器
3
完整的2D/3D图形,动态图形存储器(8-96MB)
3
最大控制轴数:
6个轴(进给轴+1个主轴)
4
WindowsXPProEmbSys操作系统
4
方式组:
最大2个
5
HMI-Advanced机床操作系统
5
加工通道:
最大2个
6
2个以太网口10/100Mb
6
SIMODRVIE611D驱动
7
4个USB接口
7
通过SIMODRVIE611D控制模块接收1VPP正弦/余弦反馈信号
8
2个PCI扩展插槽
9
简体中文/英文切换
10
分辨率1um/0.00001inch
11
8级访问权限
操作
1
JOG方式:
点动操作方式
手轮操作方式
INC增量进给方式
REF回参考点方式
6
空运行
2
MDA手动数据输入自动运行方式
7
手动/通过CNC程序返回参考点
3
AUTO自动方式
8
重新定位
4
示教方式
9
PESET(预置)方式
5
DRF偏置补偿
10
预置实际数值存储器
CNC数控功能
1
动态(FIFO)预处理存储器
20
恒定切削速度
2
预先处理
21
通用插补器NURBS
3
进给轴/主轴更换
22
直线插补进给轴
4
几何轴在线切换
23
多轴插补(大于4轴)(包含在5轴加工包中,选件)
5
坐标系变换概念
24
通过中心和端点的圆
6
通过坐标系变换进行倾斜加工
25
通过中间点的圆
7
进给速度倍率0%-120%
26
螺旋插补
8
快移范围±9位十进制数
27
3轴样条插补(压缩器功能)
9
回转进给轴
28
5轴样条插补(压缩器功能)
(5轴选件)
10
测量系统1、2可选速度,最大300m/s
29
笛卡儿点到点(PTP)行程
11
带过冲限制加速
30
倾斜进给轴(选件)
12
可编程加速
31
5轴加工包(5轴选件)
13
进给插补
32
一般变换
14
跟随模式
33
一个程序段中若干进给速度
15
数字主轴
34
手轮倍率
16
主轴转速编程范围:
REAL±3.4028直至38(显示:
±999999999.9999)
35
手轮插入
17
主轴倍率50%-120%
36
连续修平(刀具偏置在线修改)
18
5个速度档,自动齿轮档选择
37
异步子程序
19
主轴转速限制
数控编程:
语言
1
编程语言DIN66025及高级语言扩展
从主程序和字程序进行主程序调用
子程序11层次,中断路径最大4
子程序运行次数≥9999
17
程序转移和分支
2
跳过程序段次数8
18
间接编程
3
轮廓编辑
19
与WAIT、START、INIT的程序协调
4
绝对/增量编辑
1120
算术和角度功能
5
直径/半径编程
1221
比较和逻辑运算
6
算术和三角函数功能
1322
宏指令
7
菜单编程
23
控制结构
8
ISO编程模式(G291模式)
24
至HMI指令
9
极坐标
25
字符串功能
10
1/2/3点定义
26
程序管理
11
英制/公制单位选择
27
NC/NC+HD最大工件数:
250
12
反比时间进给速度
28
倒角/圆角过渡
13
辅助功能输出
29
平面选择
14
用户变量
30
工件坐标系
15
预先定义用户变量
31
平移,旋转,镜象和缩放功能
16
读/写系统变量
数控编程:
循环
1
钻削/铣削/车削的标准技术循环
等角斜线分布孔系、栅格分布孔系、圆周分布孔系加工固定循环以及圆周长孔、圆周槽、型腔铣削等铣削循环
2
用户自定义循环
3
对循环的访问保护
数控编程:
程序支持
1
程序编辑器:
带编辑功能的文本编辑器
5
带编程图形/轮廓计算器
2
行写入保护
6
屏幕形式及静态帮助显示
3
显示器中淡出
7
可扩展编程支持
4
双编辑器
参数
1
基本帧最大数量:
16
5
全局数据及用户数据
2
可设置偏差最大数量:
100
6
编程全局用户数据
3
零点偏置,可编程设定
7
显示和记录系统变量
仿真
1
可依次仿真2通道
4
在加工平面G18中模拟
2
若干通道和程序可依次在相同毛坯上加工
5
在加工平面G17/G19)中模拟
3
2D动态模拟;
3D模拟(静态)
6
带周边、端面和圆周表面的全部/部分切削、铣削和钻削操作
插补类型
1
线性插补
3
螺旋插补
2
圆弧插补
4
极坐标插补
数据传送
1
RS232串行接口
3
以太网连接
2
通过USB接口传送
4
硬盘数据备份
操作部件
1
10.4”彩色TFT显示器及操作面板
3
机床控制面板
2
全功能CNC键盘
4
便携式移动手持单元
编辑
1
程序段检索
4
剪切,粘贴,查找替换功能
2
程序号检索
5
车铣工艺提示模拟功能
3
后台编辑
6
编辑方式选用
显示
1
图形显示
7
操作错误显示
2
状态显示
8
报警显示
3
当前位置显示
9
主轴显示
4
程序显示
10
自诊断功能
5
程序错误显示
11
状态信号输出
6
参数显示
12
在线帮助
刀具
1
刀具类型管理
7
刀具定向
2
长度/半径补偿
8
在线刀长修正
3
平面上的刀具半径偏置
9
刀具管理功能
4
通过刀具编号换刀
10
每把刀具最大12个偏置
轴功能
1
速度(系统支持最大300m/min)
5
切线速度恒定控制
2
进给倍率修调,0%-120%
6
加速度变化率极限
3
每分进给
7
程序中指定加速度
4
每转进给
8
JOG倍率修调
轴监控
1
加工区限制
4
轮廓监控
2
限位监控
5
位置监控
3
两级软限位
6
夹紧监控
补偿
1
螺距误差补偿
4
象限误差补偿
2
反向间隙补偿
5
模拟速度设定值自动漂移补偿
3
测量系统误差补偿
6
前馈控制
主轴功能
1
主轴速度可编程最大(999999999.9999rpm)
5
主轴定向准停
2
主轴倍率修调50%-120%
6
恒速切削
3
5档变速
7
螺纹加工
4
自动档位选择
8
刚性攻丝
PLC
1
SIMATICS7-300,
PLC317-2DP(集成式)
5
数字输入最大2048个
数字输出最大2048个
2
位指令的处理时间0.1ms/KA
6
定时器最大256个
3
字指令的处理时间0.25ms/KA
7
中间标志数最大4096个
4
用户存储区容量,128KB
8
计数器数最大4096个
零点偏置
1
零点偏置6组
2
零点偏置扩展:
可编程G500-G599
诊断功能
1
PLC状态显示
3
故障记录器
2
报警和信息
制造企业概况
江苏新瑞重工科技有限公司总部座落于江苏常州武进高新区,作为一家专门从事数控设备研究制造、办公设备OEM制造、高速铁路牵引研究制造、风力发电投资管理和工业房地产业开发的综合性集团公司,公司总占地面积2150亩,共有员工4000余名,总资产约22亿元,净资产近12亿元。
是江苏省省级高新技术企业、常州市重点企业、国家轨道车辆设备及配件产业化基地骨干企业,银行信用资质等级为AAA。
2002年——江苏新瑞机械有限公司成立,开始涉足数控机床领域;
2005年——成功收购宁夏长城机床厂,成立宁夏新瑞长城机床有限公司;
2007年——成功收购江苏多棱数控机床股份有限公司;
2010年——原江苏新瑞机械有限公司名称变更为江苏新瑞重工科技有限公司。
整合后的新瑞重工,利用集团的资金优势和管理优势,优化销售、研发、制造人才资源,提高管理和装备水平,提升产品质量;对原有产品进行重新定位和升级。
并组建东西两大研发、生产制造基地:
在常州武进高新区规划五百亩土地,投资10亿元兴建新瑞工业园,新建现代化恒温厂房20万平米。
主要生产立式、卧式和龙门加工中心、压铸机、折弯机、激光切割机、柔性制造单元和柔性制造系统等产品。
在银川(国家级)经济技术开发区规划三百五十二亩土地,新上“高档数控机床产业化”建设项目,新建国际一流的现代化厂房9万平米,项目投资5亿元,专门从事中高档数控卧式车床、数控立式车床和复合数控机床的研发和制造,以及部分机床关键零部件的开发与制造;新上“机床铸件”建设项目,新建现代化厂房8万平米,年产5万吨树脂砂机床铸件,项目投资4亿元,为数控机床提供优质铸件。
截止目前新瑞重工产品种类多达12大类、100多个品种规格。
2008年江苏新瑞工业销售达35亿元,实现利税3亿元,外贸出口额近1.2亿美元。
●科研/专利/荣誉
新瑞重工依托自身的科研开发能力,引进国外先进技术,与国内高等院校如清华大学、湖南大学、吉林大学、东南大学、吉林工业大学以及中科院、机械科学研究院等机构建立良好的产学研合作关系;
截止2008年12月,公司共申请专利25项,授权21项;获得国家部级奖励18项,省市级奖励24项;
公司多项产品获得“中国名牌产品”、“国家重点新产品”、“全国科学大会奖”及“最具市场竞争力品牌”等荣誉;
新瑞重工分别在常州和银川组建了省级数控机床工程技术研究中心和技术中心。
科研人员达150人,其中高级职称人员38人,中级职称人员73人,享受国务院特殊津贴的专家、教授级高级工程师7人,江苏省“333”学科带头人1人、宁夏自治区“313”人才2人。
每年投入的研发费用占企业销售收入的8%。
公司曾承担多项国家“九五”、“十五”重点科技攻关项目及国家“863”项目。
●国际一流的硬件设施
集团投资近15亿元,在常州和银川两大基地已建成现代化恒温厂房30万平方米,已形成年产各类机床3000多台的生产能力。
●先进的加工设备
新瑞投入巨资引进欧美、日本并自主开发各型国际一流的高精密加工设备,作为加工母机,确保机器的高精度。
高标准的元件配置提升了整机的性能和档次,每道工序都秉承科学、严谨的规范和流程,严格的检测和质量控制程序,确保每一台设备出厂达到完美品质。
新瑞自主开发具备国际先进水平的柔性制造系统
日本MAKINO原装进口高精密双交换工作台卧式加工中心
德国WALDRICHCOBURG原装进口高精密导轨磨
日本OKUMA原装进口高精度精密龙门加工五面体(2500mm×8000mm工作台)
●国际一流的检测设备
在生产制造方面,通过制造过程的精细管理和严格的产品质量检测,保证了产品的高可靠性;企业通过了ISO9001:
2000质量管理体系认证及CE认证。
投入巨资引进美国海克斯康三坐标测量机、德国蔡司三坐标测量机、英国雷尼绍激光干涉仪、全误差齿轮测试仪、分度头、万工显、轮廓仪、锁模力测试仪等先进检测设备;先进检测设备的引进,严谨、科学、规范的检测手段和质量控制程序,有效地保证了产品的高精度、高可靠性、高性能,确保每一台设备出厂达到完美品质。
●科学的管理体系
新瑞重工已形成完整的计算机辅助设计网络和全面运行ERP管理系统,建立了覆盖整个产品设计流程的基于产品数据管理系统(PDM)的计算机辅助设计系统(CAD)、计算机远程诊断、控制网络、计算机辅助工艺系统(CAPP);PDM、CAD、CAPP、CAM、CAE的成功使用,缩短了新产品研发周期,提高了设计效率、设计水平和设计质量。
●营销网络
公司系列产品不仅畅销全国各地,并远销美国、加拿大、英国、德国、俄罗斯、巴西、埃及、伊朗、韩国、越南、朝鲜、新加坡、巴基斯坦和印度等二十多个国家和地区。
我们建立了30多个营销、服务机构遍布全国,开通400和800绿色服务通道,全天候接受客户的各类服务请求,完善的网络和一切为了客户、一切缘于创新的经营理念,将贴心服务贯穿于产品的售前、售中及售后的全过程。
售后服务及相关事项
1、机床备品备件请见机床装箱单。
2、应急响应:
接通知后,乙方应在12小时内响应。
若需现场服务,2个工作日内排除故障。
3、质保期:
整机12个月。
4、质保期内的维修、维护费用:
A、乙方在质保期内免收维修、维护费用。
B、质保期内,确由乙方质量问题造成零部件损坏,乙方将免费提供零部件及维修服务。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- HM180 推荐书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《城市规划基本知识》深刻复习要点.docx
《城市规划基本知识》深刻复习要点.docx
-
《高电压技术》word版.docx
-
《安全带》gb6095.docx
-
BCP计划应急计划.docx
-
《计算机组成与工作原理》第一章复习题.docx
-
CANON LBP系列激光打印机使用方法指南.docx
-
C语言课程设计火车票系统源代码.docx
-
3热力管道沟槽开挖方法.docx
-
HR岗位职责.docx
-
1 脱硫脱硝cems维护技术规范.docx
-
O2O超市商业项目计划书.docx
-
SCI期刊呼吸胸外.docx
-
18岁生日祝福语短信.docx
-
ITMC物流企业经营沙盘比赛规则.docx
-
XX钢绳成本管理.docx
-
Matlab的第三方工具箱大全强烈推荐.docx
-
安全保卫工作先进个人.docx
-
安全生产工作日记.docx
-
windows 漏洞集合.docx
-
Φ160数控落地镗铣床技术规格.docx
-
安全施工组织设计.docx
-
安全检查和隐患排查治理制度及记录.docx
-
部编版小学二年级语文下册课外阅读专项.docx
-
变电站投运前质量监督检查汇报材料模版.docx
-
版 创新设计 高考总复习 历史 北师大版第一部分 必考内容第十五单元 第38讲.docx
-
本科毕业设计论文.docx
-
北京大学社会心理学串讲笔记1一10章加试题.docx
-
亳州市教坛新星骨干教师学科带头人特级教师年度考核细则知识分享.docx
-
超星尔雅《人生与人心》期末考试满分答案.docx
-
财经法规与会计职业道德案例分析题.docx
-
茶文化会发言稿.docx
-
财务会计核算实习总结.docx
-
徕远广场B区防水作业指导书文档格式.docx
-
第七章 弗莱堡学派文档格式.docx
-
历史数据告诉你利用筹码分布如何在股市从10万做到100万Word下载.docx
-
北京市度第一学期高三年级抽样测试语文 docWord文件下载.docx
-
测试需求调研表功能部分解析文档格式.docx
-
人教版小学数学一年级上册说课稿Word下载.docx
-
大学军训心得体会八篇文档格式.docx
-
金融实习工作报告总结Word文档下载推荐.docx
-
湘教版语文第十二册教案Word文档格式.docx
-
城市轨道交通班组管理考试答案Word格式.docx
-
网络系统集成生产实习报告Word文档格式.docx
-
肝脏手术肝门部胆管癌根治性切除术及胆囊癌根治术课件资料Word格式文档下载.docx
-
大学纪检部工作总结Word文档下载推荐.docx
-
扁鹊治病教学设计及教后反思Word下载.docx
-
精品文档阳光海岸海泰居 27#楼施工组织设计Word文档下载推荐.docx
-
届高三地理名校试题汇编 第3期 专题7 城市 教师版Word文件下载.docx
-
我的理想医生作文合集15篇精选Word下载.docx
-
灯盏平水患普查治理示范矿井建设方案Word文档格式.docx
-
第03章 表达式和流程控制Word文档下载推荐.docx
