 焊接用焊丝的选用原则方法及选用表详细资料共13页.docx
焊接用焊丝的选用原则方法及选用表详细资料共13页.docx
- 文档编号:944088
- 上传时间:2022-10-14
- 格式:DOCX
- 页数:21
- 大小:26.87KB
焊接用焊丝的选用原则方法及选用表详细资料共13页.docx
《焊接用焊丝的选用原则方法及选用表详细资料共13页.docx》由会员分享,可在线阅读,更多相关《焊接用焊丝的选用原则方法及选用表详细资料共13页.docx(21页珍藏版)》请在冰豆网上搜索。
焊接用焊丝的选用原则方法及选用表详细资料共13页
焊接用焊丝的选用详细资料及选用表
1焊丝选用的要点
焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等)、成本等综合考虑。
焊丝选用要考虑的顺序如下。
①根据被焊结构的钢种选择焊丝对于碳钢及低合金金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝。
对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐腐蚀性等方面的要求。
②根据被焊部件的质量要求(特别是冲击韧性)选择焊丝与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。
③根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。
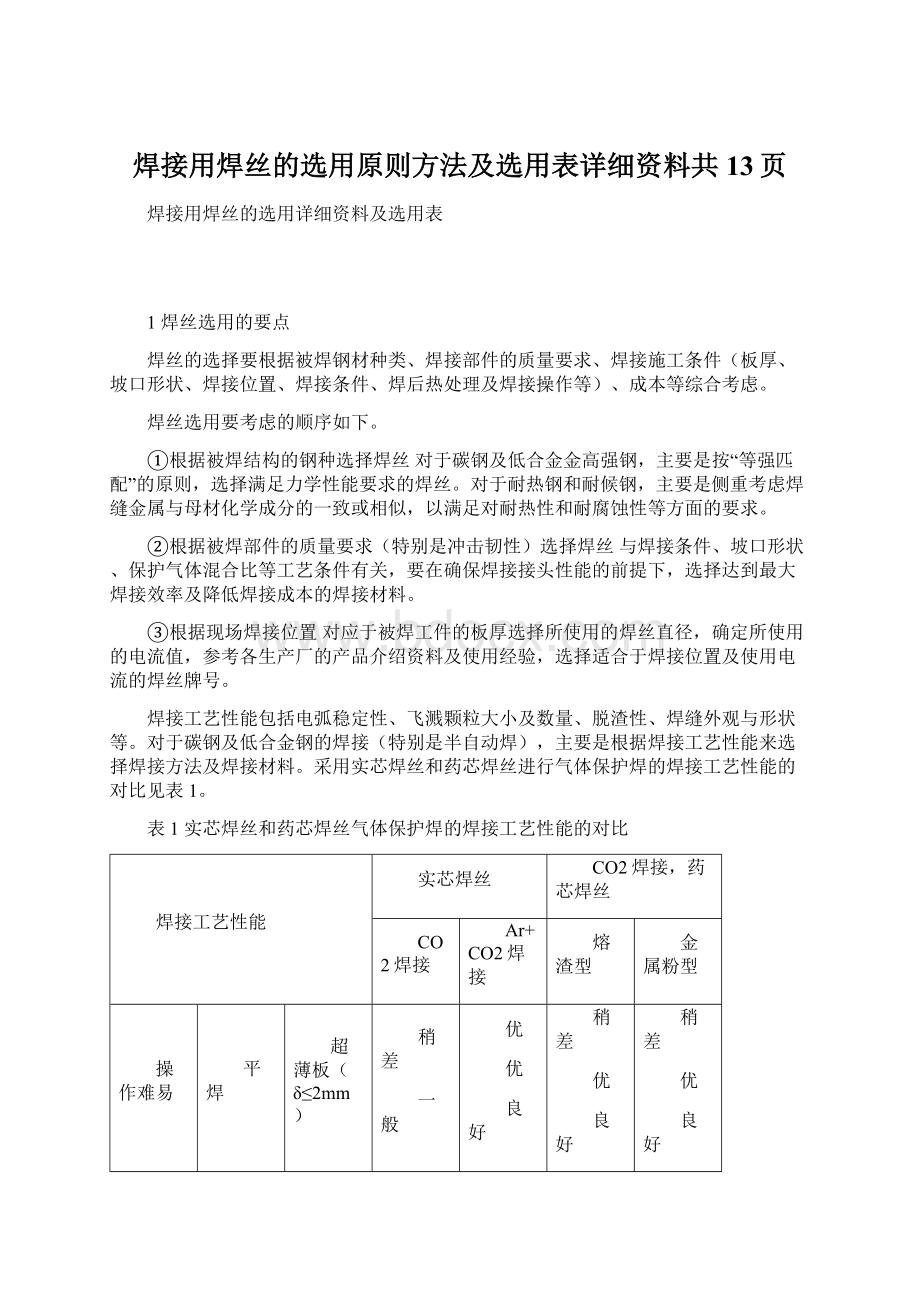
焊接工艺性能包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。
对于碳钢及低合金钢的焊接(特别是半自动焊),主要是根据焊接工艺性能来选择焊接方法及焊接材料。
采用实芯焊丝和药芯焊丝进行气体保护焊的焊接工艺性能的对比见表1。
表1实芯焊丝和药芯焊丝气体保护焊的焊接工艺性能的对比
焊接工艺性能
实芯焊丝
CO2焊接,药芯焊丝
CO2焊接
Ar+CO2焊接
熔渣型
金属粉型
操作难易
平焊
超薄板(δ≤2mm)
薄板(δ<6mm)
中板(δ>6mm)
厚板(δ>25mm)
稍差
一般
良好
良好
优
优
良好
良好
稍差
优
良好
良好
稍差
优
良好
良好
横角焊
单层
多层
一般
一般
良好
良好
优
优
良好
良好
立焊
向下
向下
良好
良好
优
良好
优
优
稍差
稍差
焊缝外观
平焊
横角焊
立焊
仰焊
一般
稍差
一般
稍差
优
优
优
良好
优
优
优
优
良好
良好
一般
稍差
其他
电弧稳定性
熔深
飞溅
脱渣性
咬边
一般
优
稍差
—
优
优
优
优
—
优
优
优
优
优
优
优
优
优
稍差
优
2实芯焊丝的选用
(1)埋弧焊焊丝
焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。
埋弧焊焊丝的选用既要考虑焊剂成分的影响,又要考虑母材的影响。
为了得到不同的焊缝成分和力学性能,可以采用一种焊剂(主要是熔炼焊剂)与几种焊丝配合,也可以采用一种焊丝与几种焊剂(主要是烧结焊剂)配合。
对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求及焊接工艺参数的变化等进行综合分析之后,再决定所采用的焊丝和焊剂。
1)低碳钢和低合金钢用焊丝
低碳钢和低合金钢埋弧焊常用焊丝有如下三类。
①低锰焊丝(如H08A)常配合高锰焊剂用于低碳钢及强度较低的低合金钢焊接。
②中锰焊丝(如H08MnA、H10MnSi)主要用于低合金钢焊接,也可配合低锰焊剂用于低碳钢焊接。
③高锰焊丝(如H10Mn2、H08Mn2Si)用于低合金钢焊接。
2)低合金高强钢用焊丝
低合金高强钢用焊丝含Mn1%以上,含Mo0.3%~0.8%,如H08MnMoA、H08Mn2MoA,用于强度较高的低合金高强钢焊接。
此外,根据低合金高强钢的成分及使用性能要求,还可在焊丝中加入Ni、Cr、V及RE等元素,提高焊缝性能。
强度级别590MPa级的焊缝金属多采用Mn-Mo系焊丝,如H08MnMoA、H08Mn2MoA、H10Mn2Mo等。
强度级别690~780MPa级的焊缝多采用Mn-Cr-Mo系、Mn-Ni-Mo系或Mn-Ni-Cr-Mo系焊丝。
当对焊缝韧性要求较高时,可采用含Ni的焊丝,如H08CrNi2MoA等。
焊接强度级别690MPa级以下的钢种时,可采用熔炼焊剂和烧结焊剂。
焊接强度级别780MPa级高强度钢时,为了得到高韧性,除了选用适当的焊丝,最好采用烧结焊剂。
埋弧焊实芯焊丝的力学性能、特点和用途见表2。
表2埋弧焊实芯焊丝的力学性能、特点和用途
焊丝牌号
直径/mm
特点和用途
熔敷金属力学性能
抗拉强度σb/MPa
屈服强度σS/MPa
伸长率δ5/%
冲击功
AkV/J
H08A
2.0~5.0
低碳结构钢焊丝,在埋弧焊中用量最大,配合焊剂HJ430\HJ431\HJ433等焊接.用于低碳钢及某些低合金钢(如16Mn)结构
410~550
≥330
≥22
≥27(0℃)
H08MnA
2.0~5.8
碳素钢焊丝,配合焊剂进行埋弧焊,焊缝金属具有优良的力学性能。
用于碳钢和相应强度级别的低合金钢(如16Mn等)锅炉、压力容器的埋弧焊
410~550
≥330
≥22
≥27(0℃)
H10Mn2
2.0~5.8
镀铜的埋弧焊焊丝,配合焊剂HJ130、HJ330、HJ350焊接,焊缝金属具有优良的力学性能。
用于碳钢及低合金钢(如16Mn、14MnNb等)焊接结构的埋弧焊
410~550
≥330
≥22
-
H10MnSi
2.0~5.0
镀铜焊丝,配用相应的焊剂可获得力学性能良好的焊缝金属,焊接效率高,焊接质量稳定可靠。
用于焊接重要的低碳钢和低合金钢结构
410~550
≥330
≥22
≥27(0℃)
HYD047
3.0~5.0
配用焊剂HJ107的堆焊焊丝,熔敷金属具有良好的抗挤压磨粒磨损能力,抗裂性能优良,冷焊无裂纹。
焊丝表面无缝,可镀铜处理,焊接操作简单,电弧稳定,抗网压波动能力强、工艺性能良好。
常用于辊压机挤压辊表面的堆焊
-
-
-
-
3)不锈钢用焊丝
不锈钢焊接时,采用的焊丝成分要与被焊接的不锈钢成分基本一致。
焊接铬不锈钢时可采用H0Cr14、H1Cr13、H1Cr17等焊丝,焊接铬、镍不锈钢时,可采用H0Cr19Ni9、H0Cr19Ni9Ti等焊丝;焊接超低碳不锈钢时,应采用相应的超低碳焊丝,如H00Cr19Ni9等。
焊剂可采用熔炼型或烧结型,要求焊剂的氧化性要小,以减少合金元素的烧损。
目前国外主要采用烧结焊剂焊接不锈钢,我国仍以熔炼焊剂为主,但正在研制和推广使用烧结焊剂。
(2)气体保护焊用焊丝
1)TIG焊焊丝
TIG焊接有时不加填充焊丝,被焊母材加热熔化后直接连接起来,有时加填充焊丝。
由于保护气体为纯Ar,无氧化性,焊丝熔化后成分基本不发生变化,所以焊丝成分即为焊缝成分。
也有的采用母材成分作为焊丝成分,使焊缝成分与母材一致。
TIG焊时焊接线能量小,焊缝强度和塑、韧性良好,容易满足使用性能要求。
2)MIG和MAG焊丝
MIG方法主要用于焊接不锈钢等高合金钢。
为了改善电弧特性,在Ar气中加入适量O2或CO2,即成为MAG方法。
焊接低合金钢时,采用Ar+5%CO2可提高焊缝的抗气孔能力。
但焊接超低碳不锈钢时不能采用Ar+5%CO2混合气体,只可采用Ar+2%O2混合气体,以防止焊缝增碳。
目前低合金钢的MIG焊接正在逐步被Ar+20%CO2的MAG焊接所取代。
MAG焊接时由于保护气体有一定的氧化性,应适当提高焊丝中Si、Mn脱氧元素的含量,其他成分可以与母材一致,也可以有若干差别。
焊接高强钢时,焊缝中C的含量通常低于母材,Mn的含量则明显高于母材,这不仅为了脱氧,也是焊缝合金成分的要求。
为了改善低温冲击韧性,焊缝中的Si含量不宜过高。
3)CO2焊焊丝
CO2不活性气体,具有较强的氧化性,因此CO2焊所用焊丝必须含有较高的Mn、Si等脱氧元素。
CO2焊通常采用C-Mn-Si系焊丝,如H08MnSiA、H08Mn2SiA、H04Mn2SiTiA等。
CO2焊焊丝直径一般是:
0.8mm、1.0mm、1.2mm、1.6mm、2.0mm等。
焊丝直径≤1.2mm属于细丝CO2焊,焊丝直径≥1.6mm属于粗丝CO2焊。
H08Mn2SiA焊丝是一种广泛应用的CO2焊焊丝,它有较好的工艺性能,适合于焊接500MPa(50kgf/mm2)级以下的低合金钢。
对于强度级别要求更高的钢种,应采用焊丝成分中含有Mo元素的H10MnSiMo等牌号的焊丝。
(3)电渣焊焊丝
电渣焊适用于中厚板和厚板焊接。
电渣焊焊丝主要起填充金属和合金化的作用,低碳钢和低合金高强钢电渣焊常用焊丝的牌号见表3。
表3低碳钢和低合金高强钢电渣焊常用焊丝
焊接钢号
常用焊丝牌号
Q235,Q255
15,20,25
16Mn,09Mn2
15MnV,15MnVCu
15MnVN,14MnMoV,18MnMoNb
H08MnA
H08MnA,H10Mn2
H08Mn2Si,H10MN2,H10MnSi,H08MnMoA
H08MnMoA,H08Mn2MoVA
H10Mn2MoVA,H10Mn2Mo
(4)有色金属及铸铁焊丝
与焊丝型号的表示方法不同,焊丝牌号前两个字母“HS”表示有色金属及铸铁焊丝;牌号中第一位数字表示焊丝的化学组成类型(见表4),牌号中第二、第三位数字表示同一类型焊丝的不同牌号。
表4有色金属及铸铁焊丝的类型
牌号
型号
化学组成类型
牌号
型号
化学组成类型
HS1××
HS2××
HS3××
-
HSCu××-×
HSAl××-×
堆焊硬质合金焊丝
铜及铜合金焊丝
铝及铝合金焊丝
HS4××
-
RZC×-×
ErnI××-×
铸铁焊丝
镍及镍合金焊丝
1)铜及铜合金焊丝
铜及铜合金焊丝常用于焊接铜及铜合金,其中黄铜焊丝也广泛用于钎焊碳钢、铸铁及硬质合金刀具等。
铜及铜合金的焊接,可以采用多种焊接方法,正确地选择填充金属,是获得优质焊缝的必要条件。
用氧-乙炔气焊时应配合气焊熔剂共同使用。
铜及铜合金焊丝的类型及化学成分见表5。
常用铜及铜合金焊丝的牌号、型号及用途见表6。
表5铜及铜合金焊丝的类型及化学成分
类型
型号
化学成分/%
Cu
Zn
Sn
Si
Mn
Ni
Fe
P
Pb
Al
Ti
S
其他元素总量
铜
HSCu
≥98.0
*
≤1.0
≤0.5
≤0.5
*
*
≤0.15
≤0.02
≤0.01
-
-
≤0.05
黄铜
HSCuZn
-1
57.0~60.0
余量
0.5~1.5
-
-
-
-
-
≤0.05
≤0.01
-
-
≤0.05
HSCuZn
-2
56.0~60.0
0.8~1.1
0.04~0.15
0.01~0.5
-
0.25~1.20
HSCuZn
-3
56.0~62.0
0.5~1.5
0.1~0.5
≤1.0
≤1.5
≤0.5
HSCuZn
-4
61.0~63.0
-
0.3~0.7
-
-
-
白铜
HSCu
ZnNi
46.0~50.0
-
-
≤0.25
-
9.0~11.0
-
≤0.25
≤0.05
≤0.02
-
-
≤0.50
HSCuNi
余量
-
*
≤0.15
≤1.0
29.0~32.0
0.40~0.75
≤0.02
≤0.02
0.20~0.50
≤0.01
青铜
HSCuSi
余量
≤1.5
≤1.0
2.8~4.0
≤1.5
*
≤0.5
*
≤0.02
*
-
-
≤0.5
HSCuSn
*
6.0~9.0


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊接 焊丝 选用 原则 方法 详细资料 13
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 国企会计岗位笔试试题及答案解析(分享).docx
国企会计岗位笔试试题及答案解析(分享).docx
-
代办营业执照合同协议书范本模板1.docx
-
工业机械手的PLC控制.doc
-
房屋砖混结构技术标.doc
-
消防工程监理评估报告.doc
-
[精品]杨树生产及存在问题与对策.docx
-
风险管理与金融机构课后附加题参考答案(中文版).doc
-
2021年全国安全知识竞赛经典题库及答案(共260题).docx
-
建筑工程合作协议书、建筑股东合作协议书.doc
-
高中班主任教育叙事3篇.docx
-
嵌入式软件系统期末大作业.docx
-
学校心理危机事件预警及处置预案.docx
-
一年级下册数学竞赛试题精选-.doc
-
二年级音乐学科期末试卷(人教版).doc
-
平顶山学院2021年招聘辅导员试题及答案.docx
-
小学数学应用意识与应用能力的培养课题总结报告.docx
-
企业宣传片初步报价方案.docx
-
市政道路工程设计合同.doc
-
竞赛筹备方案.docx
-
两位数加减两位数不进位不退位教学设计.docx
-
高中学生因病请假制度.docx
-
某某竹木垃圾粉碎加工厂竹木秸杆废弃物粉碎加工综合利用项目建议书.docx
 行政事业单位内部审计流程图(按照新内部审计准则).xls
行政事业单位内部审计流程图(按照新内部审计准则).xls
-
三年级下册道德与法治期末测试卷附答案(完整版).docx
-
疫情期间日常消毒记录表EXCEL模板(完整版).docx
-
商业银行个人信贷操作风险防控要点及案例解析.docx
-
优秀团员、团干评选方案.docx
-
基于PLC的 双门通道控制系统设计.docx
-
《弘扬真善美》教学设计.doc
-
五年级分数计算题.docx
-
西南大学0163答案.docx
-
医院义诊制度.docx
-
社会主义核心价值观 整理知识Word下载.docx
-
六年级数学上册分数除法综合练习题152Word格式.docx
-
裁判员代表宣誓词0Word格式文档下载.docx
-
精心得体会县域旅游发展面临的痛点堵点问题及探索解决路径模式的相关调研思考最新Word文档下载推荐.docx
-
小学第一学期上学期秋季教务工作计划7文档格式.docx
-
计算机投标书格式范本Word文档格式.docx
-
教学主任学期工作计划Word文档下载推荐.docx
-
档案信息开发利用Word文档下载推荐.docx
-
房屋建筑学习题答案Word下载.docx
-
生技大实验实验报告Word文件下载.docx
-
OSPF单区域基本配置Word下载.docx
-
甘肃省第二届大学生精神卫生知识竞赛复习题库Word文档下载推荐.docx
-
养成有礼貌的好习惯即兴演讲稿文档格式.docx
-
计算机组成原理第六章答案Word文档下载推荐.docx
-
友谊伴我同行作文600字Word格式文档下载.docx
-
浮山后一小区施工设计Word文档格式.docx
-
教师工作计划汇总20篇Word下载.docx
-
红绿灯的时间设置问题Word文件下载.docx
-
经济学省委党校《西方经济学》复习题及答案Word文件下载.docx
 JJ Geewax - API Design Patterns.pdf
JJ Geewax - API Design Patterns.pdf
- Wendy Laura Belcher - Writing Your Journal Article in Twelve Weeks_ A Guide to Academic Publishing Success-SAGE Publications, Inc (2009).pdf
- JAMA Network - AMA Manual of Style_ A Guide for Authors and Editors-OUP USA (2020).pdf
- 届湖南省长沙市高三高考模拟猜想卷语文试题二.docx
- 完整word人教版高中物理选修32课后习题参考答案.docx
- 最新会计继续教育试题题库含答案解析CUX.docx
- 先秦韵文选讲义.docx
- 台北县淡水国民小学95学年度上学期五年级艺精.docx
- 语文考试试题.docx
- 最新人教部编版八年级下册语文练习1 社 戏.docx