 完整word版FANUC0i常用准备功能G指令一览表.docx
完整word版FANUC0i常用准备功能G指令一览表.docx
- 文档编号:9370847
- 上传时间:2023-02-04
- 格式:DOCX
- 页数:18
- 大小:507.56KB
完整word版FANUC0i常用准备功能G指令一览表.docx
《完整word版FANUC0i常用准备功能G指令一览表.docx》由会员分享,可在线阅读,更多相关《完整word版FANUC0i常用准备功能G指令一览表.docx(18页珍藏版)》请在冰豆网上搜索。
完整word版FANUC0i常用准备功能G指令一览表
FANUC0i常用准备功能G指令一览表
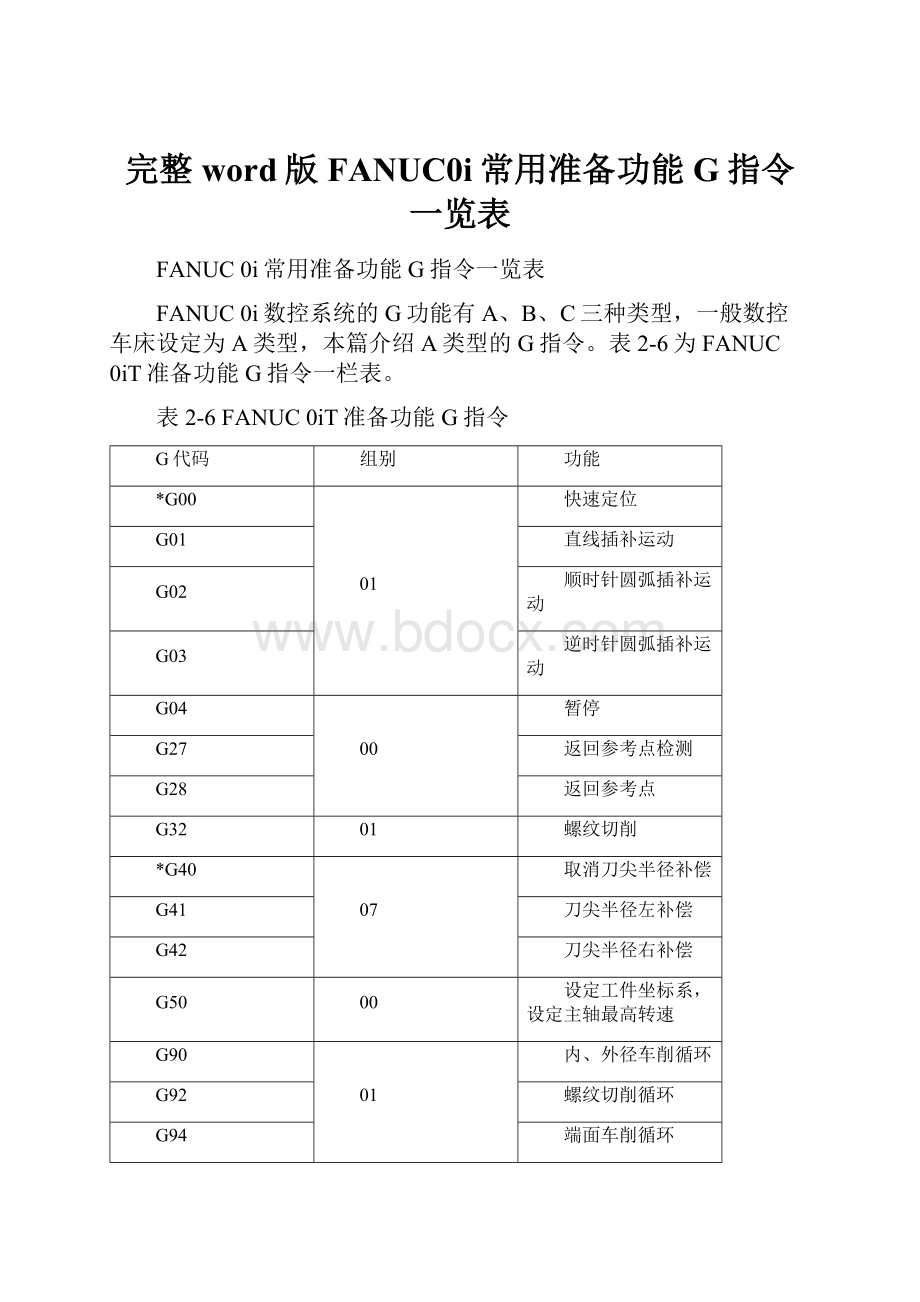
FANUC0i数控系统的G功能有A、B、C三种类型,一般数控车床设定为A类型,本篇介绍A类型的G指令。
表2-6为FANUC0iT准备功能G指令一栏表。
表2-6FANUC0iT准备功能G指令
G代码
组别
功能
*G00
01
快速定位
G01
直线插补运动
G02
顺时针圆弧插补运动
G03
逆时针圆弧插补运动
G04
00
暂停
G27
返回参考点检测
G28
返回参考点
G32
01
螺纹切削
*G40
07
取消刀尖半径补偿
G41
刀尖半径左补偿
G42
刀尖半径右补偿
G50
00
设定工件坐标系,设定主轴最高转速
G90
01
内、外径车削循环
G92
螺纹切削循环
G94
端面车削循环
G70
00
精加工循环
G71
内、外径粗加工循环
G72
端面粗加工循环
G73
固定形状粗加工循环
G74
间断纵向面切削循环
G75
间断端面切削循环
G76
自动螺纹加工循环
G96
02
恒线速度控制有效
*G97
恒线速度控制取消
G98
05
进给速度按每分钟设定
*G99
进给速度按每转设定
注:
(1)表内00组为非模态代码,只在本程序段内有效。
其他组为模态代码,一次指定后持续有效,直到被同组代码所取代。
(2)标有“*”的G代码为系统通电启动后的默认状态。
FANUCOiM常用G指令
G指令用于建立机床或数控系统的工作方式,由地址G及其后接的两位数字组成,从G00~G99,共100种。
下面就FANUCOiM系统介绍下G代码,见表3-9。
表3-9FANUCOiM系统G代码
代码
组别
功 能
备注
代码
组别
功 能
备注
G00
01
点定位
G57
14
选择工件坐标系4
G01
直线插补
G58
选择工件坐标系5
G02
顺时针方向圆弧插补
G59
选择工件坐标系6
G03
逆时针方向圆弧插补
G65
00
宏程序调用
非模态
G04
00
暂停
非模态
G66
12
宏程序模态调用
G15
17
极坐标指令取消
*G67
宏程序模态调用取消
G16
极坐标指令
G68
16
坐标旋转有效
G17
02
XY平面选择
*G69
坐标旋转取消
G18
XZ平面选择
G73
09
高速深孔啄钻循环
非模态
G19
YZ平面选择
G74
左旋攻丝循环
非模态
G20
06
英制(in)输入
G76
精镗孔循环
非模态
G21
公制(mm)输入
*G80
取消固定循环
G27
00
机床返回参考点检查
非模态
G81
钻孔循环
G28
机床返回参考点
非模态
G82
沉孔循环
G29
从参考点返回
非模态
G83
深孔啄钻循环
G30
返回第2、3、4参考点
非模态
G84
右旋攻丝循环
G31
跳转功能
非模态
G85
绞孔循环
G33
01
螺纹切削
G86
镗孔循环
*G40
07
刀具半径补偿取消
G87
反镗孔循环
G41
刀具半径补偿—左
G88
镗孔循环
G42
刀具半径补偿—右
G89
镗孔循环
G43
刀具长度补偿—正
*G90
03
绝对尺寸
G44
刀具长度补偿—负
G91
增量尺寸
*G49
刀具长度补偿取消
G92
00
设定工作坐标系
非模态
*G50
11
比例缩放取消
*G94
05
每分进给
G51
比例缩放有效
G95
每转进给
G52
00
局部坐标系设定
非模态
*G96
13
恒周速控制方式
G53
选择机床坐标系
非模态
G97
恒周速控制取消
G54
14
选择工件坐标系1
G98
10
固定循环返回起始点方式
G55
选择工件坐标系2
*G99
固定循环返回R点方式
G56
选择工件坐标系3
注:
1.打开机床电源时,标有“*”符号的G代码被激活,即为默认状态。
个别同组中的默认代码可由系统参数设定选择,此时默认状态发生变化;
2.G代码按其功能的不同分为若干组。
不同组的G代码在同一个程序段中可以指定多个,但如果在同一个程序段中指定了两个或两个以上属于同一组的G代码时,只有最后面的那个G代码有效。
3.G代码有两类:
模态代码和非模态代码。
4.在固定循环中,如果指定了01组的G代码,则固定循环被取消,即为G80状态;但01组的G代码不受固定循环G代码影响。
T编程题
1.螺纹轴零件图如2-65、2-66、2-67所示,毛坯为φ40实心棒料,材料为45钢,要求分析零件的加工工艺,编制加工程序。
图2-65
图2-66
图2-67
2.轴套零件如图2-74、2-75、2-76所示,毛坯为φ40实心棒料,材料为45钢,要求分析零件的加工工艺,编制加工程序。
图2-74
图2-75
图2-76
M编程题
1.图3-77所示,毛坯为50mm×50mm×15mm的方形坯料,材料为45号钢,且底面和四周轮廓均已加工好,要求在FANUC数控系统立式加工中心上完成顶面加工、凸台外轮廓、孔加工编程。
工件坐标原点在上表面中心。
图3-77
2.工件如图3-78所示,毛坯为45mm×45mm×15mm的方形坯料,材料为45号钢,要求在FANUC数控系统立式加工中心上完成顶面加工、外轮廓、孔加工编程。
工件坐标原点在上表面中心。
图3-78
3.工件如图3-79所示,毛坯为50mm×50mm×10mm的方形坯料,材料为45号钢,要求在FANUC数控系统立式加工中心上完成顶面加工、外轮廓、内轮廓、孔加工编程。
工件坐标原点在上表面中心。
图3-79
4.工件如图3-80所示,毛坯为50mm×50mm×10mm的方形坯料,材料为45号钢,要求在FANUC数控系统立式加工中心上完成顶面加工、外轮廓、孔加工编程。
工件坐标原点在上表面中心。
图3-80
5.工件如图3-81所示,毛坯为115mm×75mm×20mm的方形坯料,材料为45号钢,要求在FANUC数控系统立式加工中心上完成顶面加工、外轮廓、内轮廓、孔加工编程。
工件坐标原点在上表面中心。
图3-81
6.工件如图3-82所示,毛坯为50mm×50mm×10mm的方形坯料,材料为45号钢,要求在FANUC数控系统立式加工中心上完成顶面加工、外轮廓、内轮廓、孔加工编程。
工件坐标原点在上表面中心。
图3-82
7.工件如图3-83所示,毛坯为50mm×50mm×15mm的方形坯料,材料为LY12,要求在FANUC数控系统立式加工中心上完成顶面加工、外轮廓、孔加工编程。
工件坐标原点在上表面中心。
图3-83
8.工件如图3-84所示,毛坯为50mm×50mm×15mm的方形坯料,材料为LY12,要求在FANUC数控系统立式加工中心上完成顶面加工、内轮廓、孔加工编程。
工件坐标原点在上表面中心。
图3-84
9.工件如图3-85所示,毛坯为50mm×50mm×15mm的方形坯料,材料为LY12,要求在FANUC数控系统立式加工中心上完成顶面加工、内轮廓、孔加工编程。
工件坐标原点在上表面中心。
图3-85
10.工件如图3-86所示,毛坯为80mm×60mm×15mm的方形坯料,材料为LY12,要求在FANUC数控系统立式加工中心上完成顶面加工、内轮廓、孔加工编程。
工件坐标原点在上表面中心。
图3-86
11.工件如图3-87所示,毛坯为50mm×50mm×15mm的方形坯料,材料为LY12,要求在FANUC数控系统立式加工中心上完成顶面加工、内轮廓、孔加工编程。
工件坐标原点在上表面中心。
图3-87
12.工件如图3-88所示,毛坯为75mm×50mm×15mm的方形坯料,材料为LY12,要求在FANUC数控系统立式加工中心上完成顶面加工、外轮廓、内轮廓、孔加工编程。
工件坐标原点在上表面中心。
图3-88
13工件如图3-89所示,毛坯为50mm×50mm×15mm的方形坯料,材料为LY12,要求在FANUC数控系统立式加工中心上完成顶面加工、外轮廓、孔加工编程。
工件坐标原点在上表面中心。
图3-89
14.工件如图3-90所示,毛坯为50mm×50mm×15mm的方形坯料,材料为LY12,要求在FANUC数控系统立式加工中心上完成顶面加工、外轮廓、孔加工编程。
工件坐标原点在上表面中心。
图3-90
15.工件如图3-91所示,毛坯为50mm×50mm×15mm的方形坯料,材料为LY12,要求在FANUC数控系统立式加工中心上完成顶面加工、外轮廓、孔加工编程。
工件坐标原点在上表面中心。
图3-91


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 完整 word FANUC0i 常用 准备 功能 指令 一览表
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《城市规划基本知识》深刻复习要点.docx
《城市规划基本知识》深刻复习要点.docx
-
《高电压技术》word版.docx
-
《安全带》gb6095.docx
-
BCP计划应急计划.docx
-
《计算机组成与工作原理》第一章复习题.docx
-
CANON LBP系列激光打印机使用方法指南.docx
-
C语言课程设计火车票系统源代码.docx
-
3热力管道沟槽开挖方法.docx
-
HR岗位职责.docx
-
1 脱硫脱硝cems维护技术规范.docx
-
O2O超市商业项目计划书.docx
-
SCI期刊呼吸胸外.docx
-
18岁生日祝福语短信.docx
-
ITMC物流企业经营沙盘比赛规则.docx
-
XX钢绳成本管理.docx
-
Matlab的第三方工具箱大全强烈推荐.docx
-
安全保卫工作先进个人.docx
-
安全生产工作日记.docx
-
windows 漏洞集合.docx
-
Φ160数控落地镗铣床技术规格.docx
-
安全施工组织设计.docx
-
安全检查和隐患排查治理制度及记录.docx
-
部编版小学二年级语文下册课外阅读专项.docx
-
变电站投运前质量监督检查汇报材料模版.docx
-
版 创新设计 高考总复习 历史 北师大版第一部分 必考内容第十五单元 第38讲.docx
-
本科毕业设计论文.docx
-
北京大学社会心理学串讲笔记1一10章加试题.docx
-
亳州市教坛新星骨干教师学科带头人特级教师年度考核细则知识分享.docx
-
超星尔雅《人生与人心》期末考试满分答案.docx
-
财经法规与会计职业道德案例分析题.docx
-
茶文化会发言稿.docx
-
财务会计核算实习总结.docx
-
制粒技术总结.docx
-
质量控制关键要点.docx
-
智能循迹小车的电气设计概述.docx
-
中国的交通练习题带答案41127.docx
-
中国民生银行私募投资基金.docx
-
中级财务管理考点精解章.docx
-
中考百日誓师教师演讲稿精选.docx
-
中考物理 电路基础 电路分析复习无答案.docx
-
中控考勤软件排班说明.docx
-
中铁实力排名之欧阳主创编.docx
-
中小学科普知识竞赛试题47.docx
-
一级造价工程师《计价》历年真题.docx
-
艺术学理论.docx
-
优秀小学教研活动计划模板.docx
-
一年级下册校本古诗词教案教学文案.docx
-
音像出租管理系统.docx
-
有关创新型人才培养论文.docx
-
一哲学是关于世界观和方法论的学说教案doc.docx
-
引来的浪漫主义重读郁达夫《沉沦》中的三篇小说.docx
