 夹紧力计算.docx
夹紧力计算.docx
- 文档编号:9362996
- 上传时间:2023-02-04
- 格式:DOCX
- 页数:9
- 大小:27.40KB
夹紧力计算.docx
《夹紧力计算.docx》由会员分享,可在线阅读,更多相关《夹紧力计算.docx(9页珍藏版)》请在冰豆网上搜索。
夹紧力计算
4.1.2夹紧力计算及夹紧气缸的设计
1、夹紧力的计算
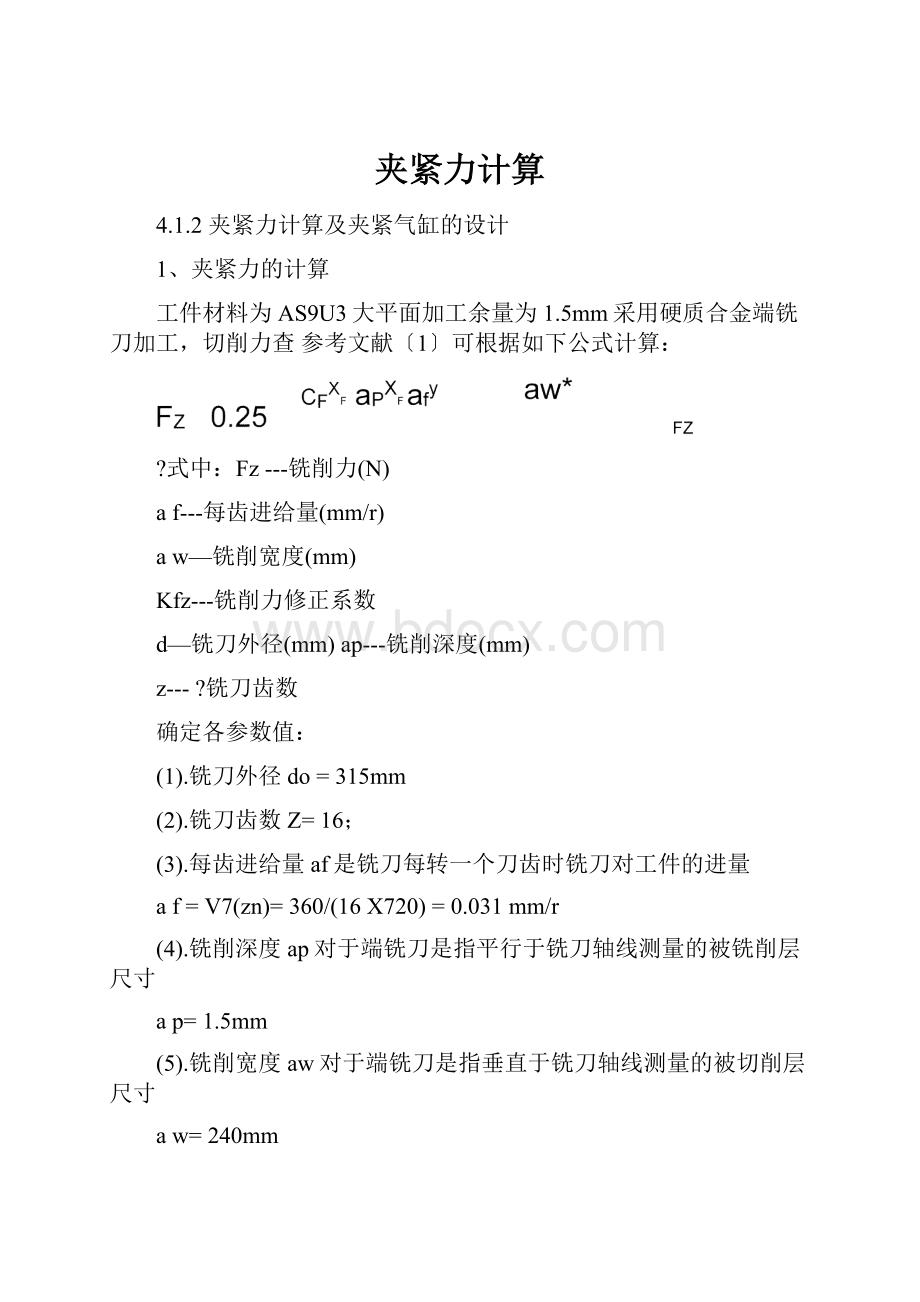
工件材料为AS9U3大平面加工余量为1.5mm采用硬质合金端铣刀加工,切削力查参考文献〔1〕可根据如下公式计算:
?
式中:
Fz---铣削力(N)
af---每齿进给量(mm/r)
aw—铣削宽度(mm)
Kfz---铣削力修正系数
d—铣刀外径(mm)ap---铣削深度(mm)
z---?
铣刀齿数
确定各参数值:
(1).铣刀外径do=315mm
(2).铣刀齿数Z=16;
(3).每齿进给量af是铣刀每转一个刀齿时铣刀对工件的进量
af=V7(zn)=360/(16X720)=0.031mm/r
(4).铣削深度ap对于端铣刀是指平行于铣刀轴线测量的被铣削层尺寸
ap=1.5mm
(5).铣削宽度aw对于端铣刀是指垂直于铣刀轴线测量的被切削层尺寸
aw=240mm
(6).修正系数Kfz取1.6
由表查得:
Cf=7750
x
F=1.0
y
f=0.75
UF=1.1
w
f=0.2
q
F=1.3
Fz=276.5N=28Kg
(7).理论所需夹紧力计算
确定安全系数:
总的安全系数k=k1•k2•k3•k4
ki----一般安全系数;ki取1.7;
k2----加工状态系数;由于是精加工,所以k2取1;
k3刀具钝化系数;k3取i.4;
k4断续切削系数;k4取1.2;
•••k=1.7x1X1.4X1.2〜3
W=k•p=3X28kg=84kg
2.气缸的选择
Q=W/(i•n1•n)=84/(0.8x0.8x3)=44kg
由气缸传动的计算公式:
Q=P°(nD2/4)•n
式中:
P--压缩空气压力=6atm=6kg/cm2
n--气缸摩擦系数,取0.8
i—压板与工件的摩擦系数,取0.8
n—夹紧气缸个数,本夹具为3
D--气缸直径(cm)
D=34.2cm
通过以上理论计算,可以选择直径为50mm勺气缸。
但是,考虑到由于铣削过程中每个刀齿的不连续切削,作用于每个刀齿的切削力大小及方向随时都在变化,致使在铣削过程中产生较大的振动,因此,夹具需有足够的夹紧力。
此外还考虑到工厂所供压缩空气压力不稳定,零件加工余量发生变化,零件材料缺陷,以及其它不可预见性因素的影响,为安全可靠起见,选择直径为63mm勺气缸。
4.2铣侧面工装定位精度计算
定位误差是由基准位移误差和基准不重和误差组成的。
下面对工序尺寸31.85±
0.075的定位误差进行分析计算。
4.2.1基准直线位移误差△x1
定位孔尺寸为©6.04500.022,园柱定位销尺寸为©6.0450.0;;,因工件定位后处于垂
直状态,由于自重定位孔与定位销总是单方向接触,所以基准直线位移误差为:
4.2.2基准角位移误差厶X2
由图可知2-①6.04500.022孔中心距
L=.1602348.65"=414.6mm
定位时因零件自身重量,使得两定位孔移动方向相同。
・・tg△B#X2max—Xlma))/(2L)
式中:
△0----两定位孔同向移动时,定位基准的转角
X2max----定位孔与菱形销之间的最大配合间隙
X1max—
-定位孔与圆柱销之间的最大配合间隙
L----
两定位孔中心距
菱形销尺寸为©
60.013,定位孔尺寸为©6.04500.022
・X2max=0.022+0.028+0.045=0.95mm
X1max—0.022+0.028=0.05mm
tg△&—(X2max—Ximax)/(2L)—(0.95—0.05)/(2X414.6)
-4
—0.54X10
△0—0.003°
加工面(长240)两端角位移误差厶X2'为:
240Xsin△&—0.013mm
4.2.3基准不重合误差厶B
由工序简图可知,定位基准是由底平面B和2—©6.04500.022孔组成。
而工序尺寸
31.83±0.4的工序基准为©6.045o0.022孔。
所以基准不重合误差厶B—0mm
定位误差AD—AX1+△X2+Ab
—0+0.013+0—0.013mm
由于0.013mm<±0.075mm故能很好地满足加工精度求。
4.3铣侧面工装设计
4.3.1铣削力的计算
工件材料为铸造铝合金。
侧平面加工余量为1mm?
采用硬质合金端铣刀加工。
切削
力可根据如下公式计算:
式中:
Fz---铣削力(N)
af---每齿进给量(mm/r)
aw---铣削宽度(mm)
KFZ---铣削力修正系数
d0---铣刀外径(mm)
ap---铣削深度(mm)
z---?
铣刀齿数
确定各参数值:
1、铣刀外径do=125mm
2、铣刀齿数Z=8;
3、每齿进给量af是铣刀每转一个刀齿时铣刀对工件的进量:
af=Vf/(zn)=638/(8X1120)=0.071mm/r
4.铣削深度ap对于端铣刀是指平行于铣刀轴线测量的被铣
削层尺寸:
ap=1mm
5.铣削宽度aw对于端铣刀是指垂直于铣刀轴线测量的被切削层尺寸
aw=70mm
6.修正系数Kfz取1.6;
由表查得:
cF=7750xF=1.0yF=0.75
uF=1.1wF=0.2qF=1.3
=168N=17Kg
?
4.3.2铣削夹具底板强度校核
1、夹具底板受力分析
底板材料采用45钢,其屈服极限cs=245N/mm2安全系数ns=1.5?
2
故其许用应力[c]=cs/ns=245/1.5=163N/mm
22
许用剪切应力[t]=0.6[(T]=0.6x163N/mm=98N/mm
底板受力情况如下图所示:
图4.3底板受力图
(1)支承反力计算如下:
根据公式可知:
RB=P=168N
(2)弯矩计算如下:
已知:
P:
168NL:
420mm
M^=—PL=—168x0.42=一70.56N.m
(3)底板转角计算如下:
-4
已知:
P:
168NL:
420mmE:
200GPaI:
364583mm
2
9A=—168X420/(2X200X364583)=0.00108°
2、由上图可知:
(1)夹具底所承受的最大弯矩:
Qmax=168N
Mmax=16X0.42=70.56N.m
(2)对截面尺寸进行校核
弯曲正应力:
Wz=bh76=280x252/6=1.75x105mrri
35-22
(Tmax=Mmax/Wz=70.5X10/(1.75X10)=40.32X10N/mm
-222
因为:
cmax=40.32X10N/mm<[①]=163N/mm
另:
底板受力转角仅为0.00108。
,故可忽略,不予考虑。
所以:
底板所选截面280X25完全满足强度要求。
第三章夹具设计
3.1选择工序
3.2确定定位方案和定位元件
根据零件结构和工序安排,本工序加工时的主要定位基准(限制三个自由度)有二种方案可供选择:
(1)以顶面B作为主要定位基准。
(2)以底面F作为主要定位基准。
方案一与方案二相比较,方案二的定位面积要大一些,而且与其它工序相适应,可
以在整个工艺过程中采用统一的定位基准。
因此,本工序决定以底面F为主要定位基准。
定位元件选择支承板B10X90(GB2236-80),带有排屑槽,切屑易清除,宜用于底面上的支承。
图3.1B型支承板
辅助定位面选择左侧面E(限制两个自由度),定位元件选择支承板A10X90
(GB2226-80,螺钉头处有1~2mm的^间隙,切屑落进不易清除,宜用于侧面或顶面的支承。
图3.2B型支承板
3.3切削力及夹紧力的分析计算
本工序为用硬质合金端铣刀粗铣G面,根据手册[1],铣削切削力的计算公式为:
F=490ap1.0fz0.74d10bD0.90z(3.1)
注:
式中F—铣削力(N);
ap—铣削深度(mr);
fz—每齿进给量(mm/力;
d—铣刀直径(m);bD—铣削宽度(m);z—铣刀的齿数。
其中,ap=2.3mmfz=0.28mm/z,d=160mmbD=78mmz=8,所以
F=490X2.31.0X0.28X160X78X8
=1108N
根据手册[1],夹紧力的计算公式为:
KF
Fk=」^(3.2)
12
式中Fk—实际所需的夹紧力(N);
F—切削力(N);
i—夹紧元件与工件间的摩擦因数;
2—工件与夹具支承面间的摩擦因数;
K—安全系数;
Ko~K6—各种因数的安全系数。
根据[1]表17-10、表17-11,K0=1.2,K1=1.2,K2=1.2,K3=1.0,K4=1.0,K5=1.0,
K6=1.0,则
K=1.2X1.2X1.2X1.0X1.0X1.0X1.0=1.7
根据[7]表18-1,1=0.1,2=0.1,则
1.71108
Fk=
0.10.1
=9418N
每个气缸可提供的夹紧力为
7000N,贝U2F=14000N>9418N可满足要求。
3.4定位误差的分析验算
夹具的主要功能是用来保证工件加工表面的位置精度,影响位置精度精度的主要因素有三个方面:
(1)工件在夹具中的安装误差,它包括定位误差和夹紧误差。
(2)夹具在机床上的对定误差,指夹具相对于刀具或相对于机床成形运动的位置误差。
(3)加工过程中出现的误差,它包括机床的几何精度、运动精度,机床、刀具、工件和夹具组成的工艺系统加工时的受力变形、受热变形,磨损,调整,测量中的误差,以及加工成形原理上的误差等。
第三项一般不易估算,前两项和不大于工件允许的三分之二为合格。
常用符号
(3.4)
表示。
根据[1]表17-9,
d?
wb=2(H-h)tan
如图3.1:
图3.3
其中H=98m,mh=51mm,=0.1o,则
d?
wb=2x(98-51)xtanO.1o
=0.16mm
根据手册[1],加工精度等级IT=8,根据《几何量公差与检测》[8]附表3-2,公差为0.54mm在允许的范围内。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 夹紧 计算
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《JAVA编程基础》课程标准软件16级.docx
《JAVA编程基础》课程标准软件16级.docx
-
《分数的初步认识》.docx
-
《金属钠的性质与应用》教学设计.docx
-
《蚕妇》.docx
-
《会计》教材Word版第14章非货币性资产交换.docx
-
《与朱元思书》教学案例及反思.docx
-
《小壁虎借尾巴 》教案.docx
-
1第一部分 辅导员岗位基本知识.docx
-
09年CFO复习题.docx
-
2G1计算书.docx
-
17 古诗五首夜雨寄北一等奖教案.docx
-
240T15mw机组整体启动方案解析.docx
-
485总线设计方案加上位机扩展.docx
-
Aspose Word模板使用总结.docx
-
CDMA掉话分析.docx
-
C++新闻信息管理系统.docx
-
《HSE管理体系的策划与运行》.docx
-
c语言改错题及答案.docx
-
CMS7000使用说明资料.docx
-
《财经法规与会计职业道德》模拟卷考试试题及答案资料.docx
-
《大众传播媒介的更新》教案2.docx
-
《教育知识与能力》中学版全国教师资格考试复习资料教学教材.docx
-
EPC施工组织设计1.docx
-
ERP在服装行业的信息化应用可行性研究报告.docx
-
《项羽之死》教案人教版高二选修教学设计.docx
-
《公共关系实务》总复习资料.docx
-
FLUKE744过程校准仪经典实例免费给大家会让你未来的道路更通达.docx
-
《护士条例》试题.docx
-
2F男鞋统装规范84.docx
-
4测试用例修复方法与工具.docx
-
MC尼龙轮项目可行性研究报告.docx
-
Weblogic Server系统管理手册.docx
-
20xx年安全生产工作暨第一季度工作例会讲话稿.docx
-
中文DeltaV入门教程.docx
-
运动会报道稿大全8.docx
-
实习三个月工作总结完整版.docx
-
旅行社管理信息系统.docx
-
最新销售怎么才能见到老板范文模板 13页.docx
-
20春东财《工程制图》单元作业3答案64007.docx
-
化学中考真题江苏省连云港市中考化学试题解析版.docx
-
考研英语小作文开头万能模板.docx
-
解比例课堂实录.docx
-
初中物理教案模板精选.docx
-
大学学生会竞选副部长演讲稿.docx
-
土地复垦适宜性评价021450.docx
-
一级建造师《水利实务》考试真题及答案.docx
-
中学心理学 必备要点.docx
-
二年级体育教案118.docx
-
部编版五年级数学思维训练100题附答案.docx
-
实验七正溴丁烷的制备之欧阳术创编.docx
-
事故隐患分为一般事故隐患和共11页.docx
