 20#16mm板状对接焊接工艺评定.docx
20#16mm板状对接焊接工艺评定.docx
- 文档编号:9319663
- 上传时间:2023-02-04
- 格式:DOCX
- 页数:15
- 大小:172.45KB
20#16mm板状对接焊接工艺评定.docx
《20#16mm板状对接焊接工艺评定.docx》由会员分享,可在线阅读,更多相关《20#16mm板状对接焊接工艺评定.docx(15页珍藏版)》请在冰豆网上搜索。
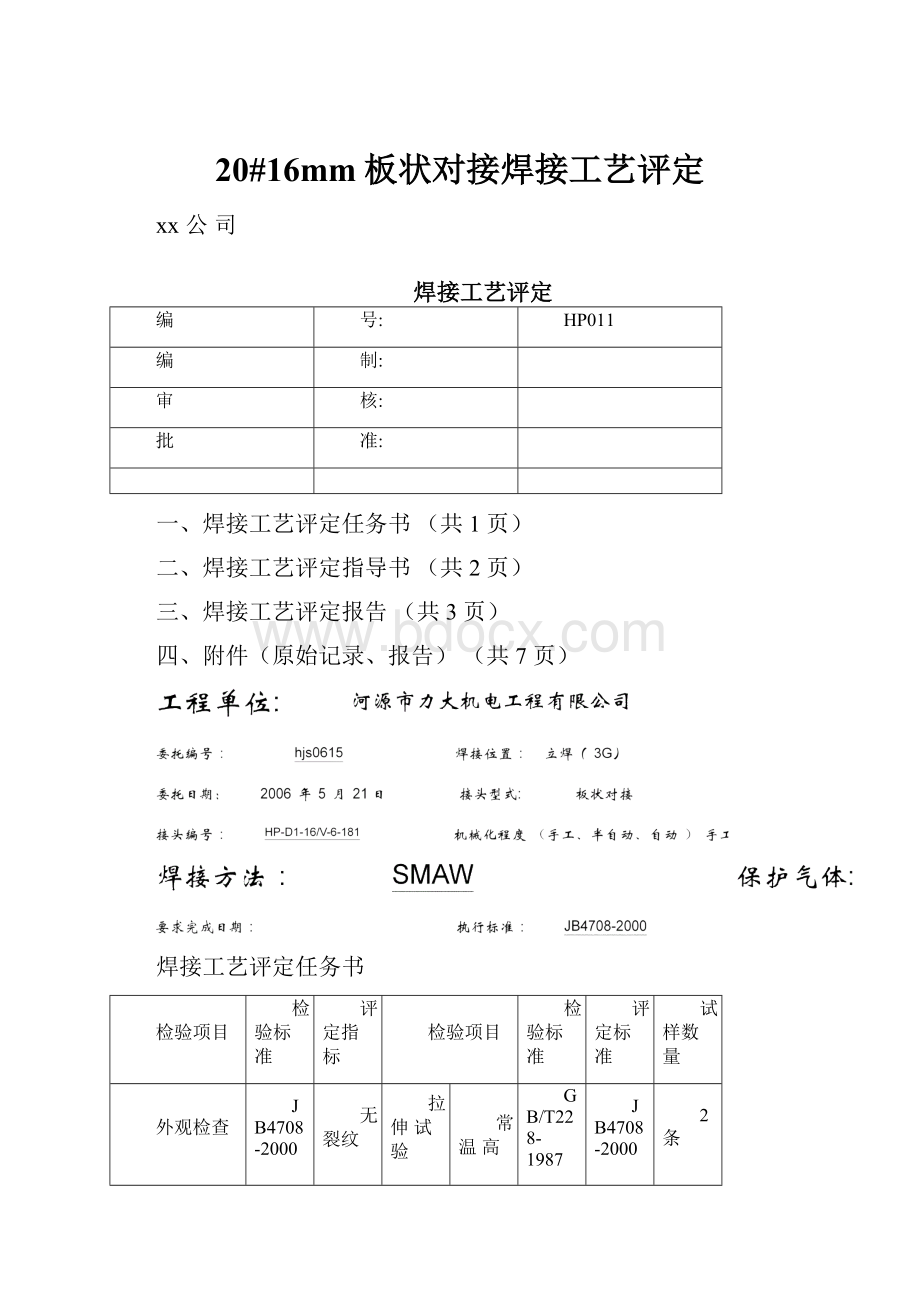
20#16mm板状对接焊接工艺评定
xx公司
焊接工艺评定
编
号:
HP011
编
制:
审
核:
批
准:
一、焊接工艺评定任务书(共1页)
二、焊接工艺评定指导书(共2页)
三、焊接工艺评定报告(共3页)
四、附件(原始记录、报告)(共7页)
焊接工艺评定任务书
检验项目
检验标准
评定指标
检验项目
检验标准
评定标准
试样数量
外观检查
JB4708-2000
无裂纹
拉伸试验
常温高温焊缝
GB/T228-1987
JB4708-2000
2条
无损检测
射线
JB4730-1994
不低于II级
超声
弯曲试验
面弯背弯侧弯
GB/T232-1988
JB4708-2000
各2条
渗透
磁粉
冲击试验
焊缝区
焊缝化学成分
热影响区
接头硬度检验
刻槽锤断
金相
微观
腐蚀试验
宏观
注:
手工焊mm/根,气体保护焊mm/min,埋弧焊mm/h。
接头型式简图:
母材:
钢号20#与钢号20#相焊;规格:
δ=16mm
焊材牌号:
J422;规格:
φ3.2mm
编制
日期
审核
日期
注:
对每一种母材与焊接材料的组合均需分别填表。
焊接工艺指导书
单位名称:
河源市力大机电工程有限公司
焊接工艺指导书编号:
HZ011焊接工艺评定报告编号:
HB011
焊接方法:
SMAW机械化程度(手工、半自动、自动):
手工
焊接接头:
板状对接
简图:
(接头形式坡口形式与尺寸焊层焊道布置及顺序)
坡口形式:
V衬垫(材料及规格):
/
其他:
/
母材:
类别号I组别号I-1与类别号I组别号I-1相焊及标准号GB/T8163-1999钢号20#与钢号20#相焊
适用厚度范围:
母材:
对接焊缝5≤T≤32mm角焊缝不限
管子直径壁厚范围:
对接焊缝角焊缝
焊缝金属厚度范围:
对接焊缝不限 其他 焊接材料: 焊材类别 焊丝 焊条 焊材标准 GB/T5117-1995 填充金属尺寸 φ3.2、φ4.0 焊材型号 GBE4303 焊材牌号(钢号) J422 焊材烘干温度 焊材恒温时间 其他 耐蚀堆焊金属化学成分(%): C Si Mn P S Cr Ni Mo V Ti Nb 其他: 注: 对每一种母材与焊接材料的组合均需分别填表。 焊接位置: 焊后热处理: 对接焊缝的位置立焊(3G) 温度范围(℃) 焊接方向: (向上、向下)向上 保温时间(h) 角焊缝位置 焊接方向: (向上向下) 预热: 气体: 预热温度(℃)(允许最低值) 气体种类混合比流量(L/min) 层间温度(℃)(允许最高值)) 保护气______ 保持预热时间 尾部保护气 加热方式 背面保护气 电特性: 电流种类: 直流极性: 反接 焊接电流范围(A): 60~85电弧电压(V): 12-15 (按所焊位置和厚度,分别列出电流和电压范围,记入下表) 焊道/焊层 焊接方法 填充材料 焊接电流 电弧电压 (V) 焊接速度 (cm/min) 线能量(J/cm) 牌号 直径 极性 电流(A) 打底层 SMAW J422 φ3.2 反接 90~120 22~24 6~12 填充层 SMAW J422 φ3.2、φ4.0 反接 95~150 22~25 7~13 盖面层 SMAW J422 φ3.2、φ4.0 反接 100~210 22~25 7~13 钨极类型及直径: 喷嘴直径(mm): 编 日 2006-5-25 审 制 期 核 焊接工艺评定报告 单位名称: 河源市力大机电工程有限公司 焊接工艺评定报告编号: HB011焊接工艺指导书编号: HZ011 焊接方法: SMAW机械化程度: (手工、半自动、自动)手工 接头简图: (坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度) 拉伸试验试验报告编号: hjs061505 试样编号 试样宽度 (mm) 试样厚度 (mm) 横截面积 (mm2) 断裂载荷 (KN) 抗拉强度 (MPa) 断裂部位和特征 1-1 512 断于母材 1-2 505 断于母材 弯曲试验试验报告编号: hjs061505 试样编号 试样类型 试样厚度 (mm) 弯心直径 (mm) 弯曲角度(°) 试验结果 2-1 面弯 180 合格 2-2 面弯 180 合格 3-1 背弯 180 合格 3-2 背弯 180 合格 刻槽锤断试验试验报告编号: 试样编号 试验结果 冲击试验试验报告编号: 试样编号 试样尺寸 缺口类型 缺口位置 试验温度(℃) 冲击吸收功(J) 备注 金相检验(角焊缝): 根部: (焊透、未焊透),焊缝: (熔合、未熔合) 焊缝、热影响区: (有裂纹、无裂纹)。 检验截面 Ⅰ Ⅱ Ⅲ Ⅳ Ⅴ 焊脚差(mm) 无损检验 RT: II级合格UT: MT: PT: 其他 耐蚀堆焊金属化学成分(重量%) C Si Mn P S Cr Ni Mo V Ti Nb 分析表面或取样开始表面至熔合线的距离(mm): 附加说明: 结论: 本评定按<96年版蒸规>规定焊接试件、检验试样,测定性能,确认试验记录正确评定结果: 合格 焊工姓名 付新跃 焊工代号 181 施焊日期 2006/5/29 编制 日期 2006-6-16 审核 日期 批准 日期 第三方 检验 xx公司 施焊记录及焊缝外观检验 工程名称: 焊接工艺评定 委托单位: 河源市力大机电工程有限公司检验日期: 2006年5月30日 焊接方法 手工电弧焊(SMAW) 焊接位置 3G 焊接工艺卡编号 母材钢号 20# 规格 δ=16mm 施焊环境温度 26℃ 焊接材料 J422 规格 Φ3.2mm 焊接设备 直流电焊机 施焊地点 xx焊接技术培训中心 施焊时间 2006年5月29日 施焊焊工姓名 付新跃 焊工钢印号 181 焊缝编号 HP-D1-16/V-6-181 焊接工艺参数: 所焊位置和厚度的电流、电压、焊接速度记录下表 焊层/焊道 焊接电流 电弧电压(V) 焊接速度(cm/mim) 极性 电流(A) 底层 反接 90-150 22-24 5-10 填充层 反接 95-130 22-24 6-10 盖面层 反接 95-130 22-24 6-10 技术措施: 1.采用角向砂轮机、钢丝刷、锯片进行焊前和层间清理。 2.采用微摆焊接。 焊缝外观检验 1、执行标准: <96年版蒸规> 2、检验结论: 合格 审核 检验员 记录员 xx公司射线探伤报告 SH3505 J729C-2 工程名称 焊接工艺评定 检件名称 板对接焊缝试件 工 件 委托单位 河源市力大机电工程有限公司 检件编号 HP-D1-16/V-6-181 材质 20# / / / / 规格 δ=16mm / / / / 检测条件及工艺参数 源种类 X射线 设备型号 XXQ2005X光机 焦点尺寸 1.5x1.5 胶片牌号 爱克发 胶片规格 320x80 增感方式 前 Pb后0.03 冲片条件 深箱手工 显影液配方 厂家推 荐配方 显影温度 20℃±2℃ 显影时间 5min 照相质量等级 AB级 底片黑度 1.2-3.5 透照方式 双壁单影 管电流 5mA 象质计型号 Fe: Ⅲ型 16/10 焊缝长度(mm) L1(mm) Leff(mm) 象质指数(Z) 管电压(KV) 曝光时间(min) 400 380 300 12 130 3 焊缝编号 HP-D1-16/V-6-181 焊口总数 1 应照总数 1 要求检测比例 100% 返修总数 / 共照总数 1 实际检测比例 100% 检测执行标准 GB3323-1987 合格级别 Ⅱ级 工艺编号 / 合格片数 A类焊缝(张) B类焊缝(张) 相交焊缝 (张) 共计(张) 最终评定结果 I级(张) II级(张) III级(张) Ⅳ级(张) / 1 / 1 / 1 / / 缺陷及返修情况说明 检测结果 1、返修共计/处,最高返修次数/次。 2、超标缺陷部位返修后经复验合格。 3、返修部位原缺陷情况,见焊缝射线检测底片评定表. 1、本管线焊缝质量符合II级的要求,结果合格。 2、检测位置及底片情况详见焊缝射线底片评定表及 射线检测位置示意图。 报告人: 资格: RT-II级 2006年6月1日 审核人: 资格: RT-II级 2006年6月1日 检验专用章 共2页第1页 xx公司射线探伤评定表 SH3503 J729C续表 工程名称 焊接工艺评定 检件名称 管对接焊缝试件 检验 编号 片位号 透照日期 缺陷种类 判定 裂纹mm 未熔合mm 未焊透mm 条渣mm 条孔mm 圆形缺陷点 凹陷 评定级别 结论 备注 HP-D1-16/V- 6-181 1 2006. 6.1 / / / 2 / 1 / II 合格 初评者 复评者 2006年6月1日 资格 RT-II级 资格 RT-II级 共2页第2页 xx公司 焊接接头机械性能试验报告 委托编号: hjs0615 报告编号: hjs061505 报告日期: 2006年6月2日 报告日期: 2006年6月15日焊接方法: 手工电弧焊焊接位置: 立焊(3G) 委托单位: 河源市力大机电工程有限公司工程名称: 焊接工艺评定 检验编号: HP-D1-16/V-6-181检验编号: HP-D1-3-217钢材牌号规格: 20#、δ=16mm焊材类型: J422、Φ3.2mm 试验项目 试验结果 拉伸试验 试样编号 1-1 1-2 / / / / / / / 抗拉强度(MaP) 512 505 / / / / / / / 破坏位置 断于母材 断于母材 / / / / / / / 弯曲试验 弯曲部位 面弯 背弯 侧弯 试样编号 2-1 2-2 3-1 3-2 / / / / / d=3a,α=180度 合格 合格 合格 合格 / / / / / 冲击试验 冲击部位 焊缝 热影响区 熔合线 试样编号 1 2 3 4 5 6 7 8 9 试件尺寸 / / / / / / / / / 冲击功(J) / / / / / / / / / 刻槽锤断 试样编号 / / / / / / / / / 单项结果 / / / / / / / / / 1、试验标准: GB/T228-1987、GB/T232-1988; 2、执行标准: JB4708-2000。 试验单位 检验责任师 检验责任人


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 20 16 mm 对接 焊接 工艺 评定
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《Java程序设计》考试大纲及样题试行.docx
《Java程序设计》考试大纲及样题试行.docx
-
《工业企业管理》自学任务书.docx
-
《短歌行》原文翻译及赏析.docx
-
《跳水》教案3.docx
-
《基于MATLAB的信号与系统实验指导》编程练习.docx
-
《你是最棒的》教学设计.docx
-
《选修4化学反应原理》知识点总结整理超全.docx
-
2环境应急监测试题资料.docx
-
《自动化仪表工程施工及验收规范》GB50093仪表安装检验批.docx
-
09年法律硕士民法预热辅导第2102讲完整篇doc.docx
-
6阅读能力阅读方法指什么.docx
-
《豆蔻镇的居民和强盗》读后感.docx
-
CMYK色值参考.docx
-
3121护理查对制度.docx
-
《草莓》课堂教学课件5篇.docx
-
CCNA完整知识点.docx
-
《合理安排时间》说课稿.docx
-
18我的伯父鲁迅先生.docx
-
3dmax授课计划doc.docx
-
《中共中央国务院关于加快推进生态文明建设的意见》.docx
-
《永生的眼睛》练习题附答案.docx
-
flow3d官方培训教程中的实例中文说明.docx
-
《宪法》《监察法》应知应会100题含答案.docx
-
EMS基础知识综合练习复习资料.docx
-
100以内退位减法500道带竖式空间可直接打印.docx
-
207声屏障施工组织设计.docx
-
30个科学小常识教学提纲.docx
-
JGJ59建筑施工安全检查标准评分表全套.docx
-
12幼儿园保育员培训活动记录表.docx
-
minecraft匠魂教程.docx
-
c语言课程设计学生成绩管理系统.docx
-
0503新闻传播学基本要求.docx
-
宁波杉杉销售计划.docx
-
英语能力竞赛nepcs高一年级组样题.docx
-
佳作精编期末小学体育教师工作总结.docx
-
好吃又好看的卷花馒头详细版图文精.docx
-
模拟电路第三版课后习题答案详解0116234324.docx
-
与名师对话文 函数与方程.docx
-
英语六年级英语上册人教pep版Unit 2 Ways to go to.docx
-
路基土石混填施工工程路基施工技术交底.docx
-
恩平市城乡特困居民医疗救助实施细则.docx
-
北京市市级项目支出预算管理办法.docx
-
高级会计师评审个人业绩报告模版.docx
-
最新非公党建工作总结12篇.docx
-
初中数学计算题200道.docx
-
宽带薪酬论文.docx
-
湖南省长沙市中考英语试题及答案.docx
-
整理板式楼梯手算计算书年版规范.docx
-
学院听课制度.docx
-
家庭趣味化学实验.docx
-
专业技术工作总结范文四篇.docx
