 自考辅导编程题新.docx
自考辅导编程题新.docx
- 文档编号:9313738
- 上传时间:2023-02-04
- 格式:DOCX
- 页数:15
- 大小:884.25KB
自考辅导编程题新.docx
《自考辅导编程题新.docx》由会员分享,可在线阅读,更多相关《自考辅导编程题新.docx(15页珍藏版)》请在冰豆网上搜索。
自考辅导编程题新
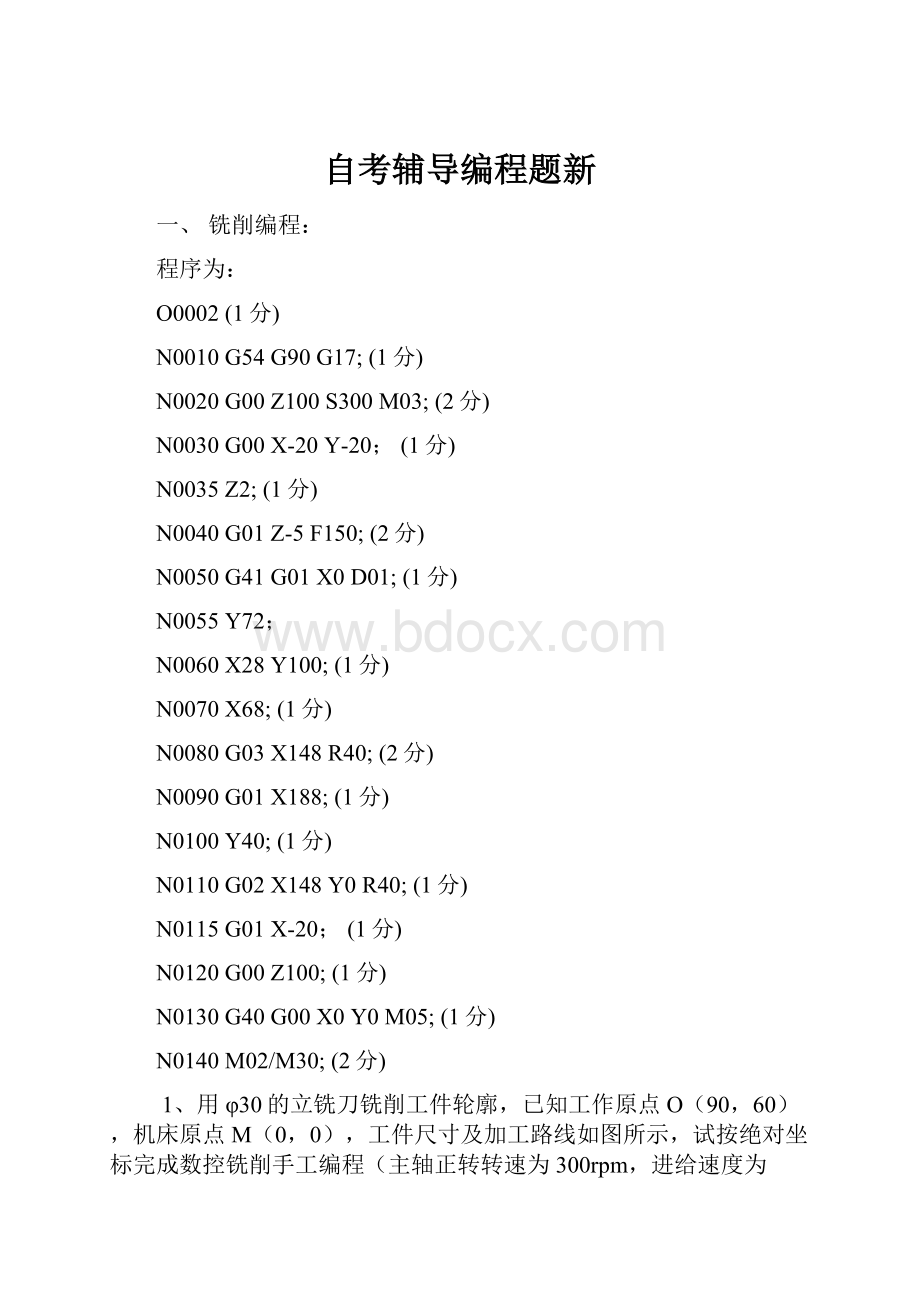
一、铣削编程:
程序为:
O0002(1分)
N0010G54G90G17;(1分)
N0020G00Z100S300M03;(2分)
N0030G00X-20Y-20;(1分)
N0035Z2;(1分)
N0040G01Z-5F150;(2分)
N0050G41G01X0D01;(1分)
N0055Y72;
N0060X28Y100;(1分)
N0070X68;(1分)
N0080G03X148R40;(2分)
N0090G01X188;(1分)
N0100Y40;(1分)
N0110G02X148Y0R40;(1分)
N0115G01X-20;(1分)
N0120G00Z100;(1分)
N0130G40G00X0Y0M05;(1分)
N0140M02/M30;(2分)
1、用φ30的立铣刀铣削工件轮廓,已知工作原点O(90,60),机床原点M(0,0),工件尺寸及加工路线如图所示,试按绝对坐标完成数控铣削手工编程(主轴正转转速为300rpm,进给速度为150mm/min,机床具有刀具半径补偿功能,安全高度距上表面100mm,R平面距上表面2mm,工件厚度为3mm)。
(20分)
2、(模拟题第2套)毛坯为120mm×60mm×10mm板材,5mm深的外轮廓已粗加工过,周边留2mm余量,要求用直径为4mm的平底立铣刀加工出如下图所示的外轮廓。
加工路径:
O’ABCDEFG;工件材料为铝。
要注:
(1)采用混合坐标编程;
(2)主轴正转,主轴转速为800r/min,进给速度为150mm/min。
O0001;
G54G90G17;
G00Z100M03S800;
G00X-15.Y-10.;
G01Z-6.F150;
G41G01X5.D01;
Y35.;
G91G01X10.Y10.;
X11.8Y0;
G02X30.5Y-5.I13.J-16.;
G03X17.3Y-10.R20.;
G01X10.4Y0;
X0Y-25.;
X-100.Y0;
G90G40G00X0Y0Z100.;
M05;
M02;
3、(模拟题第3套)编制下图所示零件的加工程序,本工序为精加工,刀具直径10mm,进给速度120mm/min,主轴正转,转速800r/min,不考虑Z轴运动,编程单位为mm,试编制该零件的加工程序。
要求:
(1)选取合适的对刀点,刀具按逆时针加工,加工完后回到起刀点。
(2)采用绝对坐标编程。
(3)程序中要有相应的M指令和S指令;
O0001;
G92X-30.Y-30.;.
G21G90;
M03S800;
G42G00X-10.Y0.D01;
G01X15.F120;
G02X45.Y0R15.;
G01X60.;
Y40.;
G03X0Y40.R30.;
G01Y-10.;
G40G00X-30.Y-30.;
M05;
M02;
4、(模拟题第4套)用绝对坐标手工编制图示零件的数控铣削程序,工件厚度10mm(K点为对刀点,考虑刀具半径补偿,加工顺序为KABCDEAK),主轴转速800r/min,正转,进给速度150mm/min。
O0001;
G92X-10.Y-10.Z100.;
G90G17;
M03S800;
G42G00X0.Y10.D01;
G00Z-11.;
G01X30.F150;
G03X40.Y20.R10.;
G02X30.Y30.R10.;
G01X10.Y20.;
Y0.;
G40G00X-10.Y-10.Z100.;
M05;
M02;
5、(模拟题第5套)孔已加工,编写下图零件外形的数控铣削加工程序(工件厚度10mm)。
要求:
(1)采用绝对坐标编程,主轴正转,主轴转速为800r/min,进给速度为100mm/min。
O0001;
G92X-65.Y-95.Z100.;
G54G90G17;
M03S800;
G00Z2.;
G01Z-11.F100;
G41G01X-45.Y-80.D01;
Y-40.;
X-25.;
G03X-20.Y-15.R65.;
G02X20.Y-15.R-25.;
G03X25.Y-40.R65.
G01X45.;
Y-75.;
X0Y-65.
X-45.Y-75.
G40X-65.Y-95.;
G00Z100.;
M05;
M02;
(2)工作坐标系如图所示,Z=0在工件表面,安全平面在Z=100mm,起刀点为P0(-65,-95)。
6、(模拟题第6套)按照下图所示的加工路线,编写下图零件零件轮廓的数控铣削加工程序。
要求:
(1)采用绝对坐标编程,主轴正转,主轴转速为800r/min,进给速度为100mm/min。
(2)工作坐标系如图所示,Z=0在工件表面,安全平面在Z=50mm,起刀点如图(100,60),立铣刀直径为10mm,工件厚度10mm.
O0001;
G92X100.Y60.Z50.;
G90G17
M03S800;
G41G00X70.Y20.D01;
G00Z-11.;
G01X70.Y-10.F100;
G02X40.Y-40.R30.;
G01X-70.;
Y40.;
X40.;
G03X70.Y10.R30.;
G01X80.;
G40G00X100.Y60.Z50.;
M05;
M02;
二、车削编程
1.试编如图所示零件的车削精加工程序。
(20分)
要求:
主轴正转,转速500r/min,进给速度100mm/min,编程单位为mm,具有半径补偿功能,采用绝对坐标编程,起刀点在(50,120),工作坐标系如下图所示。
O0001(1分)
N0010G50X50.Z120.;(1分)
N0020T0101M03S500;(2分)
N0030G42G00X0Z82.;(2分)
N0035G01Z0F100;
N0040G03X30.Z65.R15.;(2分)
N0050G01Z50.;(1分)
N0060X44.Z30.;(1分)
N0070Z22.;(1分)
N0080G02X44.Z8.R9.;(2分)
N0090G01Z-1.;(1分)
N0100G40G00X50.;(2分)
N0110Z120.(1分)
N0015M05;(1分)
N0120M30;(1分)
程序为:
2、(模拟题一套)编制下图所示零件的加工程序。
粗加工已完成。
要求:
(1)写出精加工程序(刀尖圆弧半径为0.2mm,使用冷却液);
(2)进给速度为0.15mm/r,主轴正转,转速为800r/min。
采用混合坐标编程。
O0001;
N0010G50X100.Z100.;
N0020T0101M03S800;
N0030M08;
N0040G00X0.Z5.;
N0050G42G01Z0F0.05;
N0060X13.07Z-6.54;
N0070G03X16.W-3.54R5.;
N0080G01Z-18.;
N0090X22.;
N0100W-24.;
N0120G02X28.Z-62.R25.;
N0130G01W-10.;
N0140G40X32.;
N0150G00X100.Z100.;
N0160M09;
N0170M05;
N0180M03;
3、(模拟题二套)编制下图所示零件的加工程序。
粗加工已完成。
要求:
(1)写出精加工程序
(2)坐标系如图所示,进给速度为0.15mm/r,主轴正转,转速为520r/min。
采用绝对坐标编程。
O0001;
G50X180.Z200.;
T0101M03S520;
G00X30.Z134.;
G01X40.Z129.F0.15;
X45.Z90.;
Z60.;
G02X65.Z50.R10.;
G01Z30.;
X90.;
Z0.;
X92.;
G00X180.Z200.;
M09;
M05;
M02;
3、(模拟题二套)编制下图所示零件的加工程序。
粗加工已完成。
要求:
(1)写出精加工程序
(2)坐标系如图所示,进给速度为0.15mm/r,主轴正转,转速为520r/min。
采用绝对坐标编程。
O0001;
G50X180.Z200.;
T0101M03S520;
G00X30.Z134.;
G01X40.Z129.F0.15;
X45.Z90.;
Z60.;
G02X65.Z50.R10.;
G01Z30.;
X90.;
Z0.;
X92.;
G00X180.Z200.;
M09;
M05;
M02;
4、(模拟题四套)在数控车床上加工图示零件粗实线轮廓部分,试编制零件的数控精加工程序。
(F5、T01、冷却液、正转/800、刀补)
O0001;
G50X50.Z90.;
T0101M03S800;
M08;
G00X0Z5.;
G42G01Z0F5.;
X20.;
X30.Z60.;
Z50.;
G03X30.Z20.R25.;
G01Z10.;
X40.;
Z-1.;
G40X45.;
G00X50.Z90.;
M09;
M05;
M02;
5、(模拟题五套)如图所示工件,毛坯为φ60×120棒料,粗加工已完成,编写其精加工程序。
要求:
(1)采用绝对坐标编程。
主轴正转,转速为800r/min。
进给速度为0.15mm/r,
(2)工件坐标系设置在右端面。
O0001;
G50X100.Z100.;
T0101M03S800;
G00X0Z5.;
G42G01Z0F0.15;
X14.;
Z-15.;
X24.;
X40.Z-33.;
Z-48.;
G03X40.Z-68.R12.;
G01Z-88.;
X50.;
Z-110.;
G40X62.;
G00X100.Z100.;
M05;
M30;


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 自考 辅导 编程
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《JAVA编程基础》课程标准软件16级.docx
《JAVA编程基础》课程标准软件16级.docx
-
《分数的初步认识》.docx
-
《金属钠的性质与应用》教学设计.docx
-
《蚕妇》.docx
-
《会计》教材Word版第14章非货币性资产交换.docx
-
《与朱元思书》教学案例及反思.docx
-
《小壁虎借尾巴 》教案.docx
-
1第一部分 辅导员岗位基本知识.docx
-
09年CFO复习题.docx
-
2G1计算书.docx
-
17 古诗五首夜雨寄北一等奖教案.docx
-
240T15mw机组整体启动方案解析.docx
-
485总线设计方案加上位机扩展.docx
-
Aspose Word模板使用总结.docx
-
CDMA掉话分析.docx
-
C++新闻信息管理系统.docx
-
《HSE管理体系的策划与运行》.docx
-
c语言改错题及答案.docx
-
CMS7000使用说明资料.docx
-
《财经法规与会计职业道德》模拟卷考试试题及答案资料.docx
-
《大众传播媒介的更新》教案2.docx
-
《教育知识与能力》中学版全国教师资格考试复习资料教学教材.docx
-
EPC施工组织设计1.docx
-
ERP在服装行业的信息化应用可行性研究报告.docx
-
《项羽之死》教案人教版高二选修教学设计.docx
-
《公共关系实务》总复习资料.docx
-
FLUKE744过程校准仪经典实例免费给大家会让你未来的道路更通达.docx
-
《护士条例》试题.docx
-
2F男鞋统装规范84.docx
-
4测试用例修复方法与工具.docx
-
MC尼龙轮项目可行性研究报告.docx
-
Weblogic Server系统管理手册.docx
-
新版企业安全生产标准化基本规范Word格式.docx
-
林中乐队作业设计Word格式文档下载.docx
-
浅谈中西方教育的差异Word文档格式.docx
-
新校区搬迁工作基本方案Word下载.docx
-
正在进行时练习题小学Word文件下载.docx
-
六年级教案Word下载.docx
-
民宿商业计划书docWord文档格式.docx
-
新牛津英语译林版七年级上册各单元全部重点短语和句子Word下载.docx
-
二手车鉴定评估报告书Word文档下载推荐.docx
-
LL1分析法Word格式.docx
-
江苏扣件式钢管脚手架搭设拆除工程监理实施细则标准化格式文本Word文档下载推荐.docx
-
七天集训课程方案及讲义大纲Word格式文档下载.docx
-
线条施工合同书样本Word文档下载推荐.docx
-
玻璃深加工企业危险有害因素辨识及对策措施Word文档下载推荐.docx
-
小学语文复习修改病句练习题200题文档格式.docx
-
外研版英语九年级下册知识点总结Word文件下载.docx
-
上海版七年级上学期Unit 4 Wheres my schoolbag 单元测试 I卷Word文档下载推荐.docx
-
小时代之观后感800字作文文档格式.docx
-
二年级下册奥数教材Word格式.docx
 2024《中共中央关于进一步全面深化改革、推进中国式现代化的决定》全文PPT党课课件(讲稿).docx
2024《中共中央关于进一步全面深化改革、推进中国式现代化的决定》全文PPT党课课件(讲稿).docx
- 2024《中共中央关于进一步全面深化改革、推进中国式现代化的决定》全文PPT党课课件.pptx
- 2024《中共中央关于进一步全面深化改革、推进中国式现代化的决定》全文PPT党课下载.pptx
- 扶阳派(中医理论).doc
- 部编人教版小学三年级上册道德与法治全册课件.pptx
- 冲床作业伤害原因分析与危险因素辩识.docx
- 起重吊装应急预案.doc
- 2008-2017年中国全国普通高校学校产权-教学用计算机(台)-统计数据.doc
- 超前钻施工方案.doc
- 第8章:广义函数和Dirac-Delta-函数.pptx