 焊接工艺卡.docx
焊接工艺卡.docx
- 文档编号:9288090
- 上传时间:2023-02-04
- 格式:DOCX
- 页数:27
- 大小:81.27KB
焊接工艺卡.docx
《焊接工艺卡.docx》由会员分享,可在线阅读,更多相关《焊接工艺卡.docx(27页珍藏版)》请在冰豆网上搜索。
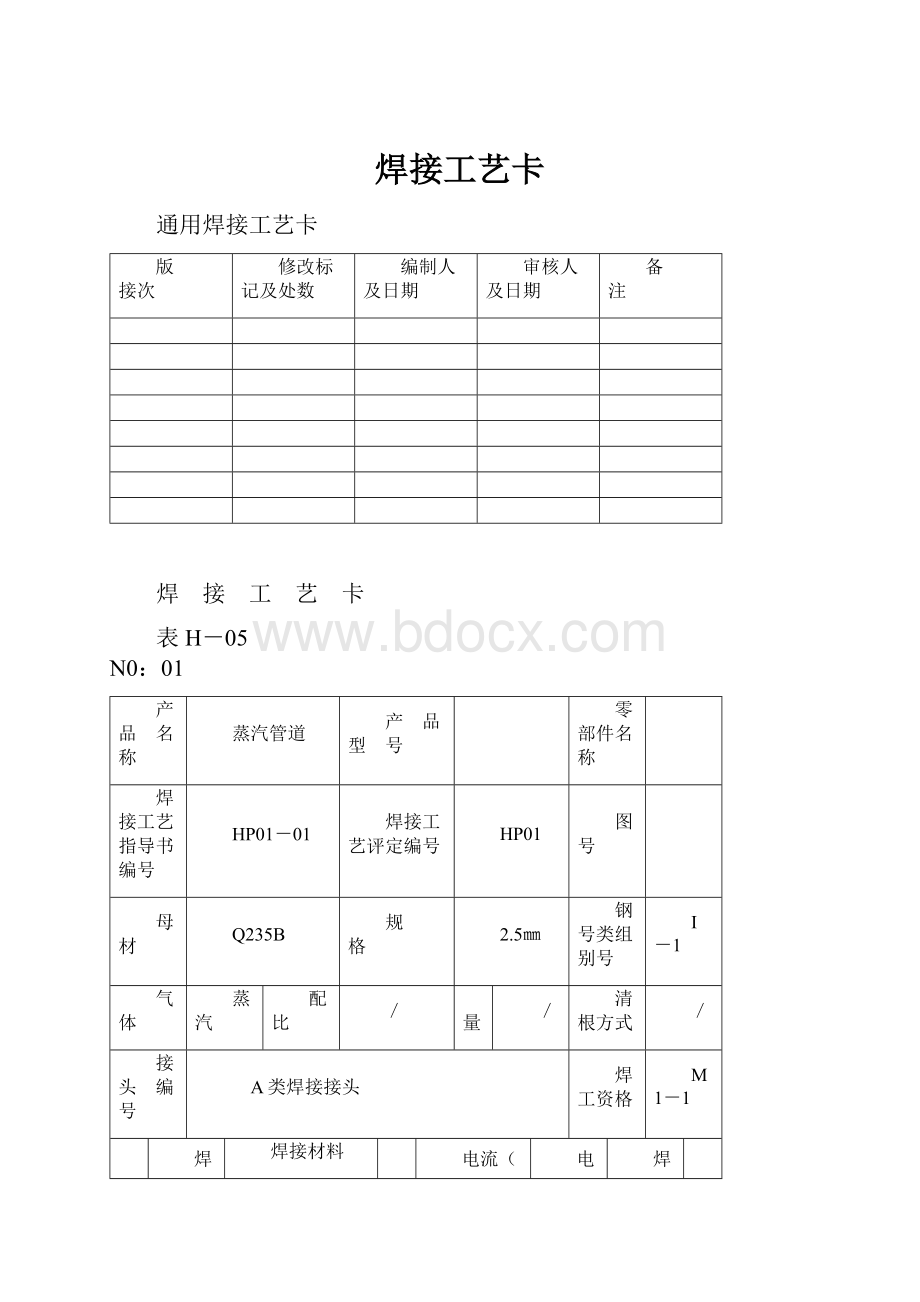
焊接工艺卡
通用焊接工艺卡
版 接次
修改标记及处数
编制人及日期
审核人及日期
备 注
焊 接 工 艺 卡
表H-05 N0:
01
产 品 名 称
蒸汽管道
产 品 型 号
零部件名称
焊接工艺指导书编号
HP01-01
焊接工艺评定编号
HP01
图 号
母 材
Q235B
规 格
2.5㎜
钢号类组别号
Ⅰ-1
气 体
蒸汽
配 比
/
流 量
/
清根方式
/
接 头 编 号
A类焊接接头
焊工资格
M1-1
层次
焊接方法
焊接材料
电源及极性
电流(A)
电压(V)
焊接速度(cm/min)
线能量
(J/cm)
牌号
规格
1
SAW
E4303—J422
Ф2.6
直流反极
~200
25~28
60~80
4543
2
SAW
~250
28~30
80~90
5118
焊接层次,顺序示意图:
焊接层次(正/反):
各一层
坡口角度:
00
钝边:
板厚
间隙:
0~1
技术要求及说明:
1、清除坡口两侧内外表面20㎜范围的油污、锈蚀、尘土且应露出金属光泽。
2、纵焊缝与息弧板相连一端30~50㎜的内焊缝先用手工电弧焊焊接。
编制:
年 月 日 焊接责任工程师:
2010年08月25日
焊 接 工 艺 卡
表H-05 N0:
02
产 品 名 称
储 气 罐
产 品 型 号
零部件名称
焊接工艺指导书编号
HP01-01
焊接工艺评定编号
HP01
图 号
母 材
Q235B
规 格
3㎜
钢号类组别号
Ⅰ-1
气 体
/
配 比
/
流 量
/
清根方式
/
接 头 编 号
A类焊接接头
焊工资格
M1-1
M1-1
层次
焊接方法
焊接材料
电源及极性
电流(A)
电压(V)
焊接速度(cm/min)
线能量
(J/cm)
牌号
规格
1
SAW
ER50-6
HJ431
Ф1.6
直流反极
~220
25~28
60~80
4997
2
SAW
~275
30~34
80~90
6212
焊接层次,顺序示意图:
焊接层次(正/反):
各一层
坡口角度:
00
钝边:
板厚
间隙:
0~1
技术要求及说明:
1、清除坡口两侧内外表面20㎜范围的油污、锈蚀、尘土且应露出金属光泽。
2、纵焊缝与息弧板相连一端30~50㎜的内焊缝先用手工电弧焊焊接。
编制:
年 月 日 焊接责任工程师:
2003年06月16日
焊 接 工 艺 卡
表H-05 N0:
03
产 品 名 称
储 气 罐
产 品 型 号
零部件名称
焊接工艺指导书编号
HP01-01
焊接工艺评定编号
HP01
图 号
母 材
Q235B
规 格
3.5㎜
钢号类组别号
Ⅰ-1
气 体
/
配 比
/
流 量
/
清根方式
/
接 头 编 号
A类焊接接头
焊工资格
M1-1
层次
焊接方法
焊接材料
电源及极性
电流(A)
电压(V)
焊接速度(cm/min)
线能量
(J/cm)
牌号
规格
1
SAW
ER50-6
HJ431
Ф1.6
直流反极
~250
26~30
60~80
6000
2
SAW
~300
36~38
75~85
8325
焊接层次,顺序示意图:
焊接层次(正/反):
各一层
坡口角度:
00
钝边:
板厚
间隙:
0~1
技术要求及说明:
1、清除坡口两侧内外表面20㎜范围的油污、锈蚀、尘土且应露出金属光泽。
2、纵焊缝与息弧板相连一端30~50㎜的内焊缝先用手工电弧焊焊接。
编制:
年 月 日 焊接责任工程师:
2003年06月16日
焊 接 工 艺 卡
表H-05 N0:
04
产 品 名 称
储 气 罐
产 品 型 号
零部件名称
焊接工艺指导书编号
HP01-01
焊接工艺评定编号
HP01
图 号
母 材
Q235B
规 格
4㎜
钢号类组别号
Ⅰ-Ⅰ
气 体
/
配 比
/
流 量
/
清根方式
/
接 头 编 号
对接接头
焊工资格
M1-1
层次
焊接方法
焊接材料
电源及极性
电流(A)
电压(V)
焊接速度(cm/min)
线能量
(J/cm)
牌号
规格
1
SAW
ER50-6
HJ431
Ф1.6
直流反极
~280
28~32
60~80
7200
2
SAW
~325
36~38
70~80
9620
焊接层次,顺序示意图:
焊接层次(正/反):
各一层
坡口角度:
00
钝边:
板厚
间隙:
0~1
技术要求及说明:
1、清除坡口两侧内外表面20㎜范围的油污、锈蚀、尘土且应露出金属光泽。
2、纵焊缝与息弧板相连一端30~50㎜的内焊缝先用手工电弧焊焊接。
编制:
年 月 日 焊接责任工程师:
2003年06月16日
焊 接 工 艺 卡
表H-05 N0:
05
产 品 名 称
储 气 罐
产 品 型 号
零部件名称
焊接工艺指导书编号
HP01-01
焊接工艺评定编号
HP01
图 号
母 材
Q235B
规 格
5㎜
钢号类组别号
Ⅰ-Ⅰ
气 体
/
配 比
/
流 量
/
清根方式
/
接 头 编 号
A类焊接接头
焊工资格
M1-1
M1-1
M1-1
层次
焊接方法
焊接材料
电源及极性
电流(A)
电压(V)
焊接速度(cm/min)
线能量
(J/cm)
牌号
规格
1
SAW
ER50-6
HJ431
Ф1.6
直流反极
300~320
28~32
60~80
7971
2
SAW
340~360
36~38
70~75
10717
焊接层次,顺序示意图:
焊接层次(正/反):
各一层
坡口角度:
00
钝边:
板厚
间隙:
0~1
技术要求及说明:
1、清除坡口两侧内外表面20㎜范围的油污、锈蚀、尘土且应露出金属光泽。
2、纵焊缝与息弧板相连一端30~50㎜的内焊缝先用手工电弧焊焊接。
编制:
年 月 日 焊接责任工程师:
2003年06月16日
焊 接 工 艺 卡
表H-05 NO:
06
产 品 名 称
产 品 型 号
零部件名称
焊接工艺指导书编号
焊接工艺评定编号
图 号
母 材
规 格
钢号类组别号
气 体
配 比
流 量
清根方式
接 头 编 号
焊工资格
层次
焊接方法
焊接材料
电源及极性
电流(A)
电压(V)
焊接速度(cm/min)
线能量
(J/cm)
牌号
规格
焊接层次,顺序示意图:
焊接层次(正/反):
各一层
坡口角度:
00
钝边:
板厚
间隙:
0~1
技术要求及说明:
1、清除坡口两侧内外表面20㎜范围的油污、锈蚀、尘土且应露出金属光泽。
2、纵焊缝与息弧板相连一端30~50㎜的内焊缝先用手工电弧焊焊接。
编制:
年 月 日 焊接责任工程师:
2003年06月16日
焊 接 工 艺 卡
表H-05 NO:
11
产 品 名 称
储 气 罐
产 品 型 号
/
零部件名称
/
焊接工艺指导书编号
HP02-01
焊接工艺评定编号
HP02
图 号
/
母 材
Q235B
规 格
5㎜
钢号类组别号
Ⅰ-Ⅰ
气 体
/
配 比
/
流 量
/
清根方式
/
接 头 编 号
B类焊接接头
焊工资格
M1-1
层次
焊接方法
焊接材料
电源及极性
电流(A)
电压(V)
焊接速度(cm/min)
线能量
(J/cm)
牌号
规格
1
SAW
ER49-1
HJ431
Ф2
直流反接
400~420
38~40
70~80
12792
焊接层次,顺序示意图:
焊接层次(正/反):
正面一层
坡口角度:
00
钝边:
板厚
间隙:
0~1
技术要求及说明:
1、清除坡口两侧内外表面20㎜范围的油污、锈蚀、尘土且应露出金属光泽。
2、清除垫板外侧的油污、锈蚀、尘土且应露出金属光泽。
编制:
年 月 日 焊接责任工程师:
2003年06月16日
焊 接 工 艺 卡
表H-05 NO:
12
产 品 名 称
产 品 型 号
零部件名称
焊接工艺指导书编号
焊接工艺评定编号
图 号
母 材
规 格
钢号类组别号
气 体
配 比
流 量
清根方式
接 头 编 号
焊工资格
层次
焊接方法
焊接材料
电源及极性
电流(A)
电压(V)
焊接速度(cm/min)
线能量
(J/cm)
牌号
规格
焊接层次,顺序示意图:
焊接层次(正/反):
正面一层
坡口角度:
00
钝边:
板厚
其它:
技术要求及说明:
1、清除坡口两侧内外表面20㎜范围的油污、锈蚀、尘土且应露出金属光泽。
2、清除垫板外侧的油污、锈蚀、尘土且应露出金属光泽。
编制:
年 月 日 焊接责任工程师:
2003年06月16日
焊 接 工 艺 卡
表H-05 NO:
10
产 品 名 称
储 气 罐
产 品 型 号
/
零部件名称
/
焊接工艺指导书编号
HP02-02
焊接工艺评定编号
HP02
图 号
/
母 材
Q235B
规 格
4㎜
钢号类组别号
Ⅰ-Ⅰ
气 体
/
配 比
/
流 量
/
清根方式
/
接 头 编 号
B类焊接接头
焊工资格
M1-1
M1-1
层次
焊接方法
焊接材料
电源及极性
电流(A)
电压(V)
焊接速度(cm/min)
线能量
(J/cm)
牌号
规格
1
SAW
ER49-1
HJ431
Ф2
直流反极
350~370
36~38
70~85
9990
焊接层次,顺序示意图:
焊接层次(正/反):
正面一层
坡口角度:
00
钝边:
板厚
间隙:
0~1
技术要求及说明:
1、清除坡口两侧内外表面20㎜范围的油污、锈蚀、尘土且应露出金属光泽。
2、清除垫板外侧的油污、锈蚀、尘土且应露出金属光泽。
编制:
年 月 日 焊接责任工程师:
2003年06月16日
焊 接 工 艺 卡
表H-05 NO:
09
产 品 名 称
储 气 罐
产 品 型 号
/
零部件名称
/
焊接工艺指导书编号
HP01-01
焊接工艺评定编号
HP01
图 号
/
母 材
Q235B
规 格
3.5
钢号类组别号
Ⅰ-Ⅰ
气 体
/
配 比
/
流 量
/
清根方式
/
接 头 编 号
B类焊接接头
焊工资格
M1-1
层次
焊接方法
焊接材料
电源及极性
电流(A)
电压(V)
焊接速度(cm/min)
线能量
(J/cm)
牌号
规格
330~350
34~36
75~85
8925
焊接层次,顺序示意图:
焊接层次(正/反):
正面一层
坡口角度:
00
钝边:
板厚
间隙:
0~1
技术要求及说明:
1、清除坡口两侧内外表面20㎜范围的油污、锈蚀、尘土且应露出金属光泽。
2、清除垫板外侧的油污、锈蚀、尘土且应露出金属光泽。
编制:
年 月 日 焊接责任工程师:
2003年06月16日
焊 接 工 艺 卡
表H-05 NO:
08
产 品 名 称
产 品 型 号
零部件名称
焊接工艺指导书编号
焊接工艺评定编号
图 号
母 材
规 格
钢号类组别号
气 体
配 比
流 量
清根方式
接 头 编 号
焊工资格
层次
焊接方法
焊接材料
电源及极性
电流(A)
电压(V)
焊接速度(cm/min)
线能量
(J/cm)
牌号
规格
310~320
32~34
75~85
焊接层次,顺序示意图:
焊接层次(正/反):
正面一层
坡口角度:
00
钝边:
板厚
其它:
技术要求及说明:
1、清除坡口两侧内外表面20㎜范围的油污、锈蚀、尘土且应露出金属光泽。
2、清除垫板外侧的油污、锈蚀、尘土且应露出金属光泽。
编制:
年 月 日 焊接责任工程师:
2003年06月16日
焊 接 工 艺 卡
表H-05 NO:
07
产 品 名 称
产 品 型 号
零部件名称
焊接工艺指导书编号
焊接工艺评定编号
图 号
母 材
规 格
钢号类组别号
气 体
配 比
流 量
清根方式
接 头 编 号
焊工资格
层次
焊接方法
焊接材料
电源及极性
电流(A)
电压(V)
焊接速度(cm/min)
线能量
(J/cm)
牌号
规格
1
270~290
28~30
80~90
焊接层次,顺序示意图:
焊接层次(正/反):
正面一层
坡口角度:
00
钝边:
板厚
其它:
技术要求及说明:
1、清除坡口两侧内外表面20㎜范围的油污、锈蚀、尘土且应露出金属光泽。
2、清除垫板外侧的油污、锈蚀、尘土且应露出金属光泽。
编制:
年 月 日 焊接责任工程师:
2003年06月16日
焊 接 工 艺 卡
表H-05 NO:
产 品 名 称
焊接工艺评定试板
产 品 型 号
/
零部件名称
/
焊接工艺指导书编号
HP03-01
焊接工艺评定编号
HP03
图 号
/
母 材
Q235B
规 格
4㎜
钢号类组别号
Ⅰ-Ⅰ
气 体
/
配 比
/
流 量
/
清根方式
碳弧气刨
接 头 编 号
对接接头
焊工资格
D1-1J
层次
焊接方法
焊接材料
电源及极性
电流(A)
电压(V)
焊接速度(cm/min)
线能量
(J/cm)
牌号
规格
1
SMAW
J422
Ф3.2
交流
110~125
20~22
/
/
2
SMAW
J422
Ф3.2
交流
110~125
20~22
/
/
3
SMAW
J422
Ф3.2
交流
110~125
20~22
/
/
焊接层次,顺序示意图:
焊接层次 正面:
二层
反面:
一层
坡口角度:
600
钝边:
1±1
间隙:
1±0.5
技术要求及说明:
编制:
年 月 日 焊接责任工程师:
2003年06月16日
焊 接 工 艺 卡
表H-05 NO:
产 品 名 称
产 品 型 号
零部件名称
焊接工艺指导书编号
焊接工艺评定编号
图 号
母 材
规 格
钢号类组别号
气 体
配 比
流 量
清根方式
接 头 编 号
焊工资格
层次
焊接方法
焊接材料
电源及极性
电流(A)
电压(V)
焊接速度(cm/min)
线能量
(J/cm)
牌号
规格
焊接层次,顺序示意图:
焊接层次(正/反):
各一层
坡口角度:
00
钝边:
板厚
其它:
技术要求及说明:
编制:
年 月 日 焊接责任工程师:
年 月 日
焊 接 工 艺 卡
表H-05 NO:
产 品


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊接 工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《城市规划基本知识》深刻复习要点.docx
《城市规划基本知识》深刻复习要点.docx
-
《高电压技术》word版.docx
-
《安全带》gb6095.docx
-
BCP计划应急计划.docx
-
《计算机组成与工作原理》第一章复习题.docx
-
CANON LBP系列激光打印机使用方法指南.docx
-
C语言课程设计火车票系统源代码.docx
-
3热力管道沟槽开挖方法.docx
-
HR岗位职责.docx
-
1 脱硫脱硝cems维护技术规范.docx
-
O2O超市商业项目计划书.docx
-
SCI期刊呼吸胸外.docx
-
18岁生日祝福语短信.docx
-
ITMC物流企业经营沙盘比赛规则.docx
-
XX钢绳成本管理.docx
-
Matlab的第三方工具箱大全强烈推荐.docx
-
安全保卫工作先进个人.docx
-
安全生产工作日记.docx
-
windows 漏洞集合.docx
-
Φ160数控落地镗铣床技术规格.docx
-
安全施工组织设计.docx
-
安全检查和隐患排查治理制度及记录.docx
-
部编版小学二年级语文下册课外阅读专项.docx
-
变电站投运前质量监督检查汇报材料模版.docx
-
版 创新设计 高考总复习 历史 北师大版第一部分 必考内容第十五单元 第38讲.docx
-
本科毕业设计论文.docx
-
北京大学社会心理学串讲笔记1一10章加试题.docx
-
亳州市教坛新星骨干教师学科带头人特级教师年度考核细则知识分享.docx
-
超星尔雅《人生与人心》期末考试满分答案.docx
-
财经法规与会计职业道德案例分析题.docx
-
茶文化会发言稿.docx
-
财务会计核算实习总结.docx
-
三级综合医院评审标准药事管理.docx
-
想挽回男朋友的句子想挽回男朋友的说说.docx
-
三明质检生物.docx
-
项目管理表格之项目成本控制.docx
-
三年级数学脱式计算题讲课讲稿.docx
-
中国现代文学三十年期末考试重点复习资料.docx
-
云南公务员考试题及答案解析.docx
-
中医基础理论考试题库精.docx
-
炸药雷管仓库安全管理规章制度.docx
-
重要环境因素管理规定.docx
-
项目投资与评估在线作业1.docx
-
整机智能手机检验标准联想.docx
-
注册公用设备工程师给水排水执业资格基础考试大纲.docx
-
三月份红领巾广播稿5篇.docx
-
消防设备项目采购需求模板知识分享.docx
-
证券投资学题库第1章.docx
-
祝福语大全搞笑.docx
-
山东省高中学业水平测试会考题及答案历史.docx
-
政治学原理填空单项选择多选简答论述辨析大全考前整理.docx
