 第二节异种金属焊接时的焊接材料和焊接方法选择讲解.docx
第二节异种金属焊接时的焊接材料和焊接方法选择讲解.docx
- 文档编号:9257310
- 上传时间:2023-02-03
- 格式:DOCX
- 页数:18
- 大小:29.44KB
第二节异种金属焊接时的焊接材料和焊接方法选择讲解.docx
《第二节异种金属焊接时的焊接材料和焊接方法选择讲解.docx》由会员分享,可在线阅读,更多相关《第二节异种金属焊接时的焊接材料和焊接方法选择讲解.docx(18页珍藏版)》请在冰豆网上搜索。
第二节异种金属焊接时的焊接材料和焊接方法选择讲解
第二节异种金属焊接时的焊接材料和焊接方法选择
一、熔合区的特点
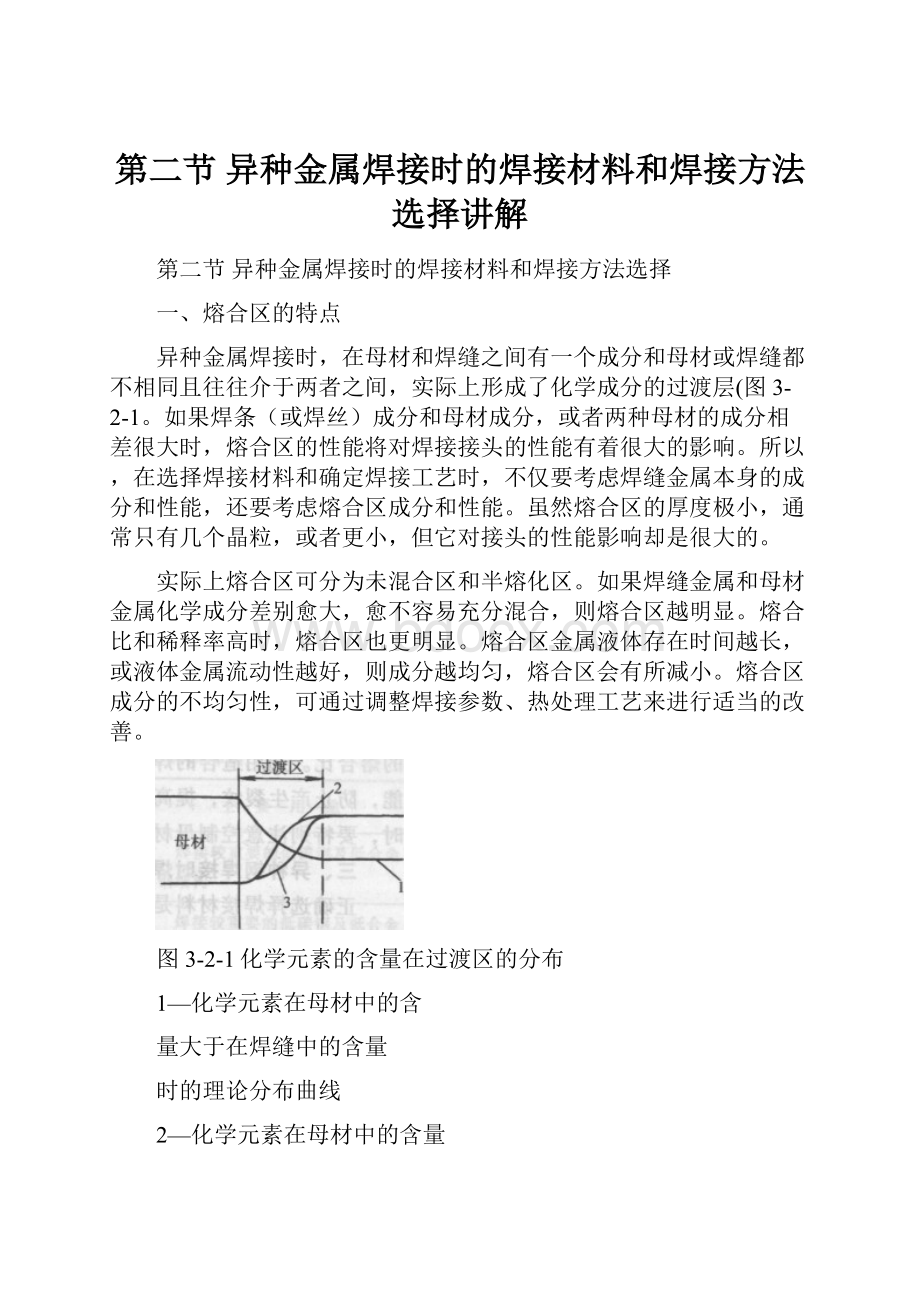
异种金属焊接时,在母材和焊缝之间有一个成分和母材或焊缝都不相同且往往介于两者之间,实际上形成了化学成分的过渡层(图3-2-1。
如果焊条(或焊丝)成分和母材成分,或者两种母材的成分相差很大时,熔合区的性能将对焊接接头的性能有着很大的影响。
所以,在选择焊接材料和确定焊接工艺时,不仅要考虑焊缝金属本身的成分和性能,还要考虑熔合区成分和性能。
虽然熔合区的厚度极小,通常只有几个晶粒,或者更小,但它对接头的性能影响却是很大的。
实际上熔合区可分为未混合区和半熔化区。
如果焊缝金属和母材金属化学成分差别愈大,愈不容易充分混合,则熔合区越明显。
熔合比和稀释率高时,熔合区也更明显。
熔合区金属液体存在时间越长,或液体金属流动性越好,则成分越均匀,熔合区会有所减小。
熔合区成分的不均匀性,可通过调整焊接参数、热处理工艺来进行适当的改善。
图3-2-1化学元素的含量在过渡区的分布
1—化学元素在母材中的含
量大于在焊缝中的含量
时的理论分布曲线
2—化学元素在母材中的含量
小于在焊缝中的含量
时的理论分布曲线
3—实际分布曲线
二、异种钢焊接时焊接方法的选择原则
大部分的焊接方法都可以用于异种钢的焊接,只是在焊接参数及措施方面需适当考虑异种钢的特点。
在选择焊接方法时,既要保证满足异种钢焊接的质量要求,又要尽可能考虑效率和经济。
在一般生产条件下使用焊条电弧焊最为方便,.因为焊条的种类很多,便于选择,适应性强,可以根据不同的异种钢组合确定适用的焊条,而且焊条电弧焊熔合比小。
堆焊可以降低熔合比。
埋弧焊则生产效率高。
焊接金相组织不同的钢,如珠光体钢和奥氏体钢焊接时,还应考虑尽量使金属熔化量降到最小限度,即尽可能地降低熔合比,以防止过渡区出现脆性的淬硬组织和裂纹等缺陷。
不同的珠光体钢焊接以及珠光体钢与高铬马氏体钢焊接,采用二氧化碳气体保护焊,具有广泛实用性。
高合金异种钢焊接一般采用惰性气体保护焊,一般薄件采用钨极氩弧焊,厚件采用熔化极惰性气体保护焊。
电子束焊可以用于制造异种钢真空设备薄壁构件。
小直径的异种钢管可用闪光对焊。
形状简单的异种材料构件可用摩擦焊、扩散焊、爆炸焊和钎焊焊接。
如采用熔焊时,应尽量采用小电流快速焊,以降低母材金属的熔化量,保证较小的熔合比。
选用适合的焊接材料或有关措施,可以调整焊缝成分和性能,防止产生裂纹,提高焊接接头的性能,用各种电阻焊焊接异种钢时,要特别注意控制母材的熔化量。
三、异种钢焊接时焊接材料的选择
正确选择焊接材料是异种钢焊接时的关键,接头质量和性能与焊接材料关系十分密切。
异种钢接头的焊缝和熔合区,由于有合金元素被稀释和碳迁移等因素的影响,存在着一个过渡区段,这里不但化学成分和金相组织不均匀,而且物理性能也不同,甚至力学性能也有极大的差异,可能引起缺陷或严重降低性能,所以必须按照母材的成分、性能、接头形式和使用要求正确地选择焊接材料。
从使用要求来说,对于金相组织较为接近的异种钢接头,其焊接材料的选择原则是要求焊缝金属的力学性能及其他性能不低于母材中性能较低一侧的指标,这种认识在大多数情况下是对的,但从焊接工艺来说,有时这样选材是不适当的,需要按性能较高的母材选择焊接材料,比如,铬的质量分数为12%的Crl2型复杂合金化的高铬热强钢与低合金的12CrlMoV钢的焊接实践表明,如果选用性能较低的12CrlMoV钢常用的E5515-B2-V这种工作温度<540℃的焊条,在Cr12热影响区会出现裂纹,而选用性能较高的Crl2钢常用的EllMoVNiW-15这种工作温度<580℃的焊条,反而可以避免热影响区裂纹,可见选择焊接材料应综合全面考虑,而不能简单依据某种原则。
选择异种钢焊接材料时的基本原则可归纳如下:
1在焊接接头不产生裂纹等缺陷的前提下,如果不可能兼顾焊缝金属的强度和塑性,则应该选用塑性较好的焊接材料。
2在许多情况下焊缝金属性能只需符合两种母材中的一种,即认为满足技术要求。
3焊接材料应具有良好的工艺性能,焊缝成形美观。
4焊接材料应经济、易得。
可供异种钢焊接时选用的各类焊条分别列于表3-2-1至表3-2-5,以供参考。
表3-2-1可用于异种钢焊接的结构钢焊条
牌号
焊条型号
药皮类型
焊接电源
主要用途
J422
E4303
钛钙型
AC.DC
焊接较重要的低碳钢及低合金钢结构
J426
E4316
低氢钾型
AC.DC
焊接较重要的低碳钢及低合金钢结构
J427
E4315
低氧钠型
DC+
焊接较重要的低碳钢及低合金钢结构
J502
E5003
钛钙型
AC.DC
焊接Q345(16Mn及相同强度级别的低合金钢一般结构
J505
E5011
纤维素型
AC、DC
焊接Q345(16Mn及相同强度级别的低合金钢一般结构
J506
E5016
低氢钾型
AC,DC
焊接中碳钢及重要低合金钢结构
J507
E5015
低氢钠型
DC+
焊接中碳钢及重要低合金钢结构
J507Mo
E5015-G
低氢钠型
DC+
焊接抗高温硫及硫化氢腐蚀用钢结构
J507MoW
E5015-G
低氢钠型
DC+
焊接抗高温氢、氮、氨腐蚀的1OMnWVNb等钢
J607
E6015-G
低氧钠型
DC+
焊接中碳钢和相应的低合金高强度结构钢等。
J707
E7015-D2
低氢钠型
DC+
焊接低合金高强度结构钢
J807
E8015-G
低氢钠型
DC+
焊接低合金高强度结构钢
J857
E8515-G
低氢钠型
DC+
焊接低合金高强度结构钢
J907
E9015-G
低氧钠型
DC+
焊接低合金高强度结构钢
Jl07
E10015-G
低氢钠型
DC+
焊接低合金高强度结构钢
表3-2-2可用于异种钢焊接的钼及铬铝耐热钢焊条
牌号
焊条型号
药皮类型
焊接电源
焊缝金属主要成分(质量分数,%)
主要用途
R107
E5015-AI
低氢钠型
DC
MoO.5
工作温度<520℃的珠光体耐热钢(如15Mo
R207
E5015-B1
低氢钠型
DC
M00.5,CrO.5
工作温度<510℃的珠光体耐热钢(如12CrMo
R307
E5515-B2
低氢钠型
DC
M00.5,Crl.0
工作温度<540℃的珠光体耐热钢(如15CrMo
R317
E5515-B2-V
低氢钠型
13(2
M00.5,Crl.0
VO.2
工作温度<540℃的珠光体耐热钢(如12CrMoV
R327
E5515-B2-VW
低氢钠型
DC
M00.8,Crl.2
VO.3,WO.4
工作温度<570℃的珠光体耐热钢(如12CrMoV
R337
E5515-B2-VNb
低氢钠型
13(2
M00.8,Crl.2
V0.3,Nb0.2
工作温度<570℃的珠光体耐热钢(如ZG15CrlMolV
R347
E5515-B3-VWB
低氢钠型
DC
V0.4,Cr2.0
W0.4,B0.002
工作温度<620℃的珠光体耐热钢(如12Cr2MoWVTiB
R407
E6015-B3
低氢钠型
13(2
M01.0,Cr2.5
Cr2.5Mo等珠光体耐热钢
R417
E5515-B3-VNb
低氢钠型
DC
M00.9,Cr2.7
V0.4,Nb0.5
工作温度<620℃的珠光体耐热钢(如12Cr3MoVSiTiB
R427
E5515-B3-VNb
低氢钠型
DC
Mol.0,Cr2.7
V0.3,.Nb0.2
W0.4
工作温度<620℃珠光体耐热钢
R507
E1-SMoV-15
低氢钠型
De
M00.4--0.7
Cr4.5--6.0
V0.1--0.35
CrSMo等珠光体耐热钢
R707
E1-9Mo-15
低氢钠型
DC
M00.8,Cr9.0
Mn0.8,Si0.5
用CrgMo钢等珠光体耐热钢
R717
低氢钠型
DC
Mol.0,Cr9.0
Ni0.8,Mn0.9V0.3,N0.05
工作温度在600~650℃的9CrMoNiV耐热钢,如T91/P91或F9
R807
E11MoVNi-15
低氢钠型
DC
M00.8,Cr11
Mn0.8,Si0.5
V0.3,Ni0.8
工作温度为565℃以下耐热钢,如1CrllMoV等
牌号
焊条型号
药皮类型
焊接电源
焊麓金属主要成
分(质量分数,%)
主要用途
R817
E2-11M-11MoWNiV-15
低氢钠型
DC
Cr9.5--12.0
M00.8~1.1
Ni0.4~1.1
W0.4~0.7
V0.4~0.7
工作温度<580℃的耐热钢(如CrllMoWNiV
R827
相当于E1-11MoVNi-1
低氢钠型
DC
Cr9.5--12.0
M00.8--1.1
Ni0.4~1.1
V0.2~0.4
工作温度<565℃的CrllMoV及Cr11MoNiV耐热钢
表3-2-3可用于异种钢焊接的铬不锈钢焊条
牌号
焊条型号
药皮类型
焊接电源
焊缝金属主要成分(质量分数,%)
用途
G202
E410-16
钛钙型
AC、DC
Crl3,Mn~l,Si--<~0.9
Ni~<0.7,Mo~<0.75
0Cr13、1Cr13不锈钢等
G207
E410-15
低氢钠型
DC
Crl3,Si~0.9,Ni~0.7
Mo~0.75,Cu~0.75
0Cr13、1Cr13不锈钢等
G217
相当EA10-15和E1-13-15
低氢钠型
DC
Crl3,Mn~
Ni~0.7,Mo~<0.75
Cu~0.75
0Cr13,1Cr13,2Cr13不锈钢等,
G302
EA30-16
钛钙型
AC.DC
Crl7,Mn~0.1,Si~-~0.9
Ni~0.6,.Mo~0.75
Cu~0.75
Crl7不锈钢等’
G307
E430-15
低氢钠型
DC
Crl7,Mn~l,Si~<~0.9
Ni~0.6,Mo~0.75Cu~0.75
Crl7不锈钢等
表3-2-4可用于异种钢焊接的铬镍奥氏体不锈钢焊条
牌号
焊条壁号
药皮类型
焊接电源
焊缝金属主要成分(质量分数,%)
用途
A002
E308L-16
钛钙型
AC,DC
C≤0.04,Crl8.0-"21.0,Ni9.0--11.0
焊接超低碳不锈钢,如
00Crl9Nill.0Crl8NillTi
A022
E316L-16
钛钙型
AC.DC
C<~_0.04,Cr17.0--
20.0Ni11.0--14.0
焊接尿素及合成纤维设备,也可用于焊后不能热处理的铬不锈钢及复合钢
A042
E309MoI~16
钛钙型
AC.DC
C~0.04,Cr15.0--22.0Nil2.0--14.0,M02.0--3.0
用于超低碳不锈钢及异种钢焊接
A052
钛钙型
AC.DC
C~0.04,Cr17.0~22.0Ni22.0~27.0,M04.0~5.0
用于化学耐酸硫、醋酸、磷酸中的反应器,同时可
用于抗海水腐蚀用钢及异种钢焊接。
A102
E308-16
钛钙型
AC.DC
C-~.0.08,Cr18.0~21,0Ni9.0-11.0,Mn0.5--2.5
工作温度<300℃的耐
蚀不锈钢如0Crl9Ni9.
0Crl8NillTi
A107
E308-15
低氢钠型
DC
C~0.08,Cr18.021.0Ni9.0--11.0,Mn0.5--2.5
工作温度<300℃的耐
蚀不锈钢,如0Crl9N19、
0Crl8NillTi
A137
E347-15
低氢钠型
DC
C≤0.08,Cr18.0~21.0Ni9.0--11.0
重要的含钛稳定剂的
0Crl8Ni-llTi不锈钢
A172
E307-16
钛钙型
AC.DC
C0.04~0.14,Cr18.0~21.5Ni8.0--10.7,M00.5--1.5
适用于ASTM307钢及其他异种钢焊接
A202
E316-16
钛钙型
AC.IX;
C~0.08,M02.0--2.5Cr17.0~20.0,Nill.0--14.0
在有机或无机酸介质中工作的0Crl7Nil2M02不锈钢
A207
E316-15
低氢钠型
DC
C~0.08,M02.02.5Cr17.0--20.0,Nill.0~14.0
在有机或无机酸介质中工作的0Crl7Nil2M02不锈钢等
A212
E318-16
钛钙型
AC.DC
C≤0.08,M02.03.00Crl7.0--20.0,Nill.0--14.0
重要的0Crl7Nil2M02不锈钢等
牌号
焊条型号
药皮类型
焊接电源
焊缝金属主要成分
(质量分数,%)
用途
A242
E317-16
钛钙型
AC.DC
C~0.08,Crl8.00--21.0Nil2.0--14.0,M03.04.0Mn0.5--2.5
用于同类及异种钢焊接
A302
E309-15
钛钙型
AC.DC
C~0.15,Cr22.0~25.0
Nil2.0~14.0
同类型的不锈钢及异种钢焊接
A307
E309-15
低氢钠型
DC
C≤0.15,Cr22.0~25.0Nil2.0--14.0
同类型的不锈钢及异种钢焊接
A312
E309Mo-16
钛钙型
AC.DC
C≤0.12,M02.0--3.0
Cr22--25,Nil2--14
受硫酸介质腐蚀的同类型的不锈钢等
A317
E309Mo-15
低氢钠型
DC
C~0.12,Cr22.0--25,0
Nil2.0--14.0,M02.0
3.0Mn0.5--2.5,Si0.9
用于焊接耐酸介质(硫氢)腐蚀的同类不锈钢、复合钢及异种钢焊接
A402
E310-16
钛钙型
AC.DC
C≤0.20,Cr25~28Ni20.0--22.5,Mnl.02.5
焊接Cr5Mo,CrgMo及高温下工作的耐热不锈钢等
A407
E310-15
低氢钠型
DC
C≤0.20,Cr25--28Ni20.0--22.5,Mnl.02.5
焊接Cr5Mo,CrgMo及高温下工作的耐热不锈钢等
A502
E16-25MoV-16
钛钙型
AC.DC
C~0.12,N≥0.10,M05~7Cr14~18,Ni22~27,Mn0.5--2.5
淬火状态下的低合金钢和中合金钢,如30CrMnSiA等
A507
E16-
25M06N15
低氢钠型
DC
C~0.12,N>~0.10MoS.0
~7.0,Cr14~18Ni22
27,M00.5~2.5
淬火状态下的低合金钢和中合金钢,如
30CrMnSiA
表3-2-5可焊接异种钢的镍及镍合金焊条
牌号
焊接电源
焊缝金属主要成分(质量分数,%)
用途
Nil12
AC.DC
Ni≥92
镍基合金和双金属
Ni307
DC
NiTOCrl5
镍基合金或异种钢
Ni307B
DC
Ni70Crl5Mn7
镍基合金或异种钢
Ni337
DC
Ni70Crl5Nb3M04
镍基合金或异种钢、复合钢
Ni347
DC
Ni70Crl8Mn4Nb2
镍基合金或异种钢、复合钢


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 第二节 异种金属焊接时的焊接材料和焊接方法选择讲解 第二 金属 焊接 材料 方法 选择 讲解
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《JAVA编程基础》课程标准软件16级.docx
《JAVA编程基础》课程标准软件16级.docx
-
《分数的初步认识》.docx
-
《金属钠的性质与应用》教学设计.docx
-
《蚕妇》.docx
-
《会计》教材Word版第14章非货币性资产交换.docx
-
《与朱元思书》教学案例及反思.docx
-
《小壁虎借尾巴 》教案.docx
-
1第一部分 辅导员岗位基本知识.docx
-
09年CFO复习题.docx
-
2G1计算书.docx
-
17 古诗五首夜雨寄北一等奖教案.docx
-
240T15mw机组整体启动方案解析.docx
-
485总线设计方案加上位机扩展.docx
-
Aspose Word模板使用总结.docx
-
CDMA掉话分析.docx
-
C++新闻信息管理系统.docx
-
《HSE管理体系的策划与运行》.docx
-
c语言改错题及答案.docx
-
CMS7000使用说明资料.docx
-
《财经法规与会计职业道德》模拟卷考试试题及答案资料.docx
-
《大众传播媒介的更新》教案2.docx
-
《教育知识与能力》中学版全国教师资格考试复习资料教学教材.docx
-
EPC施工组织设计1.docx
-
ERP在服装行业的信息化应用可行性研究报告.docx
-
《项羽之死》教案人教版高二选修教学设计.docx
-
《公共关系实务》总复习资料.docx
-
FLUKE744过程校准仪经典实例免费给大家会让你未来的道路更通达.docx
-
《护士条例》试题.docx
-
2F男鞋统装规范84.docx
-
4测试用例修复方法与工具.docx
-
MC尼龙轮项目可行性研究报告.docx
-
Weblogic Server系统管理手册.docx
-
第二章人体营养状况测定和评价Word文档格式.docx
-
份培训计划Word文档下载推荐.docx
-
正确认识传统安全威胁因素与非传统安全威胁因素Word格式.docx
-
优质护理服务相关管理制度文档格式.docx
-
知假买假行为规制研究Word下载.docx
-
第二章新民主主义革命理论二Word文档下载推荐.docx
-
有关投标承诺书模板5篇Word文档格式.docx
-
植物观察日记通用10篇Word格式.docx
-
幼儿园中班观察案例幼儿观察记录中班多篇Word格式文档下载.docx
-
幼儿园管理工作计划总结Word文档格式.docx
-
电气线路火灾成因及对策整改对策Word下载.docx
-
阅读材料类试题之专题解析语文Word格式文档下载.docx
-
幼儿园安全教育教案10篇最新范文Word文件下载.docx
-
幼儿小班五大领域教案Word格式文档下载.docx
-
电子商务之B2CWord文档格式.docx
-
第三课知耻近乎勇教案Word文件下载.docx
-
第十二章内能与热机复习课件Word文件下载.docx
-
质量监理规范工作手册Word文档下载推荐.docx
-
幼儿园群众满意度工作汇报多篇文档格式.docx
