 组装卡图.docx
组装卡图.docx
- 文档编号:9255421
- 上传时间:2023-02-03
- 格式:DOCX
- 页数:30
- 大小:57.02KB
组装卡图.docx
《组装卡图.docx》由会员分享,可在线阅读,更多相关《组装卡图.docx(30页珍藏版)》请在冰豆网上搜索。
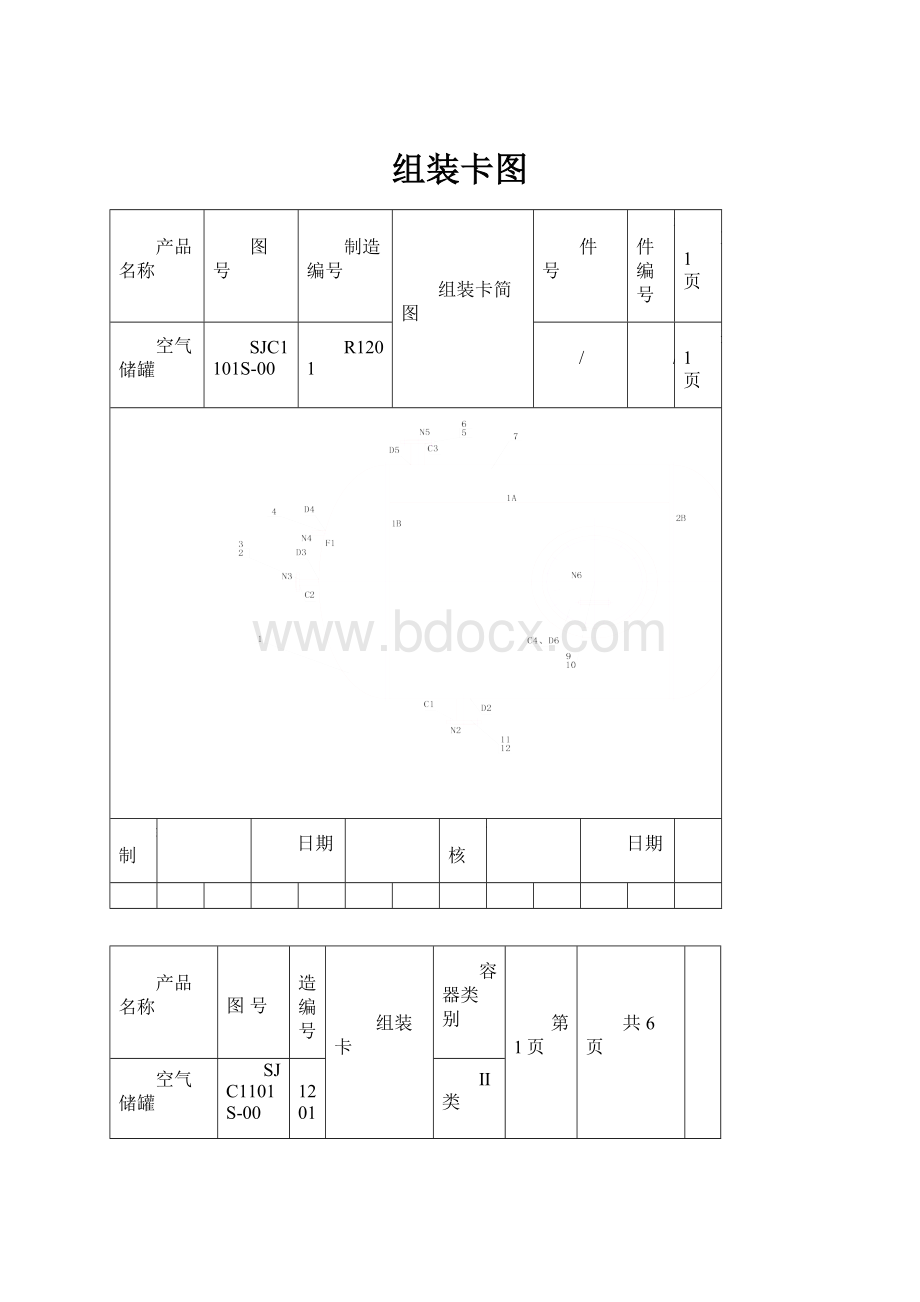
组装卡图
产品名称
图号
制造编号
组装卡简图
件号
零件编号
第1页
空气储罐
SJC1101S-00
R1201
/
/
共1页
编制
日期
审核
日期
产品名称
图号
制造编号
组装卡
容器类别
第1页
共6页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
1
组对1B
王东
王东
检查
将各零件集中,校对材质。
检查
角向磨光机
陈理
各零件编号是否正确。
焊检尺
清理
将各零件焊接处各20mm范围内
5m钢卷尺
污物,清理至见金属光泽。
组对
按图拼接
(1)拼缝间隙为2±1mm
2
(2)错边量≤2.5mm
1.5
(3)定位焊长度10-20mm,间距100-200mm
15150
2
焊接
(1)按通用焊接工艺卡T0311施焊
电焊机
王东
王东
(2)清除焊渣及焊接飞溅物。
角向磨光机
(3)打焊工钢印。
焊检尺
(4)按焊接工艺卡要求检查,并填写
焊缝施焊及焊缝外观检查记录。
3
探伤
按图纸要求采用RT探伤,探伤比
X射线机
周玉杰
王东
王东
例≥20%。
按符合JB/T4730.2-2005
标准,合格级别Ⅲ级。
产品名称
图号
制造编号
组装卡
容器类别
第2页
共6页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
4
组对2B
角向磨光机
马小坡
王东
王东
检查
将各零件集中,校对材质。
检查
天车
刘动坡
各零件编号是否正确。
清理
将各零件焊接处各20mm范围内
污物,清理至见金属光泽。
组对
按图拼接
(1)拼缝间隙为2±1mm
2
(2)错边量≤2.5mm
1.5
(3)定位焊长度10-20mm,间距100-200mm
15
150
王东
王东
5
焊接
(1)按通用焊接工艺卡T0306施焊
电焊机
马小坡
(2)清除焊渣及焊接飞溅物。
焊检尺
刘动坡
(3)打焊工钢印。
角向磨光机
(4)按焊接工艺卡要求检查,并填写
焊缝施焊及焊缝外观检查记录。
6
探伤
按图纸要求采用RT探伤,探伤比
X射线机
周玉杰
王东
王东
例≥20%。
按符合JB/T4730.2-2005
标准,合格级别Ⅲ级。
产品名称
图号
制造编号
组装卡
容器类别
第3页
共6页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
7
检查
将各零件集中,校对材质。
检查
陈理
王东
王东
各零件编号是否正确。
8
清理
将各零件焊接处各20mm范围内
角向磨光机
陈理
王东
王东
污物,清理至见金属光泽。
9
组焊管座
(1)拼缝间隙为2±1mm
电焊机
张鹏
2
王东
王东
C1-C4
(2)定位焊长度10-20mm,间距30-50mm
焊检尺
陈理
15
35
(3)按压力容器制造工艺守则组对
各法兰接管。
(4)按通用焊接工艺卡T0314施焊
(5)打焊工钢印。
(6)按焊接工艺卡要求检查,并填写
焊缝施焊及焊缝外观检查记录。
产品名称
图号
制造编号
组装卡
容器类别
第4页
共6页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
10
检查
将各零件集中,校对材质。
检查
陈理
王东
王东
各零件编号是否正确。
11
清理
将各零件焊接处各20mm范围内
角向磨光机
马小坡
王东
王东
污物,清理至见金属光泽。
12
组焊D1-D5
(1)按图划线并开孔
5m钢卷尺
马小坡
王东
王东
加工坡口
(2)角度45°±5°
角向磨光机
刘动坡
(3)钝边2±1mm
焊检尺
(4)拼缝间隙为2±1mm
摇臂钻
15
(5)定位焊长度10-20mm,间距30-50mm
划线工具
35
13
焊接
(1)按通用焊接工艺卡T0312施焊
电焊机
马小坡
王东
王东
(2)打焊工钢印。
(3)按焊接工艺卡要求检查,并填写
焊检尺
焊缝施焊及焊缝外观检查记录。
产品名称
图号
制造编号
组装卡
容器类别
第5页
共6页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
14
检查
将各零件集中,校对材质。
检查
陈理
王东
王东
各零件编号是否正确。
15
清理
将各零件焊接处各20mm范围内
角向磨光机
陈理
王东
王东
污物,清理至见金属光泽。
16
组焊D6
(1)按图划线并开孔
角向磨光机
马小坡
王东
王东
加工坡口
(2)角度45°±5°
摇臂钻
(3)钝边2±1mm
焊检尺
2
(4)拼缝间隙为2±1mm
5m钢卷尺
2
(5)定位焊长度10-20mm,间距100-150mm
划线工具
15
120
17
焊接
(1)按通用焊接工艺卡T0312施焊
电焊机
马小坡
王东
王东
(2)打焊工钢印。
焊检尺
(3)按焊接工艺卡要求检查,并填写
焊缝施焊及焊缝外观检查记录。
产品名称
图号
制造编号
组装卡
容器类别
第6页
共5页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
18
清理
清理容器外部污物
陈理
王东
王东
19
水压试验
(1)以2.25Mpa表压进行压力试验,。
用两块相同的压力表,量程0-2.5Mpa,精度等级不低于2.5。
试压泵
陈理
王东
王东
(2)缓慢升压至1.7MPa,确认无泄漏后继续升压至2.25MPa,保压时间30min,然后降至1.7MPa,保压足够时间进行检查,检查期间压力当保持不变。
(3)试验过程中无渗漏;无可见的变形;无异常的响声为合格。
(4)水压试验合格后,用压缩空气将其内部吹干。
20
除锈刷漆
(1)外表面除锈
陈理
王东
王东
(2)刷灰防锈漆2遍。
21
检查
(1)油漆外观。
王东
王东
(2)内部清洁度。
产品名称
图号
制造编号
组装卡简图
件号
零件编号
第1页
空气储罐
SJC1101S-00
R1201
/
/
共1页
编制
日期
审核
日期
产品名称
图号
制造编号
组装卡
容器类别
第1页
共6页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
1
组对1B
王东
王东
检查
将各零件集中,校对材质。
检查
角向磨光机
陈理
各零件编号是否正确。
焊检尺
清理
将各零件焊接处各20mm范围内
5m钢卷尺
污物,清理至见金属光泽。
组对
按图拼接
(1)拼缝间隙为2±1mm
2
(2)错边量≤2.5mm
1.5
(3)定位焊长度10-20mm,间距100-200mm
15150
2
焊接
(1)按通用焊接工艺卡T0311施焊
电焊机
王东
王东
(2)清除焊渣及焊接飞溅物。
角向磨光机
(3)打焊工钢印。
焊检尺
(4)按焊接工艺卡要求检查,并填写
焊缝施焊及焊缝外观检查记录。
3
探伤
按图纸要求采用RT探伤,探伤比
X射线机
周玉杰
王东
王东
例≥20%。
按符合JB/T4730.2-2005
标准,合格级别Ⅲ级。
产品名称
图号
制造编号
组装卡
容器类别
第2页
共6页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
4
组对2B
角向磨光机
马小坡
王东
王东
检查
将各零件集中,校对材质。
检查
天车
刘动坡
各零件编号是否正确。
清理
将各零件焊接处各20mm范围内
污物,清理至见金属光泽。
组对
按图拼接
(1)拼缝间隙为2±1mm
2
(2)错边量≤2.5mm
1.5
(3)定位焊长度10-20mm,间距100-200mm
15
150
王东
王东
5
焊接
(1)按通用焊接工艺卡T0306施焊
电焊机
马小坡
(2)清除焊渣及焊接飞溅物。
焊检尺
刘动坡
(3)打焊工钢印。
角向磨光机
(4)按焊接工艺卡要求检查,并填写
焊缝施焊及焊缝外观检查记录。
6
探伤
按图纸要求采用RT探伤,探伤比
X射线机
周玉杰
王东
王东
例≥20%。
按符合JB/T4730.2-2005
标准,合格级别Ⅲ级。
产品名称
图号
制造编号
组装卡
容器类别
第3页
共6页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
7
检查
将各零件集中,校对材质。
检查
陈理
王东
王东
各零件编号是否正确。
8
清理
将各零件焊接处各20mm范围内
角向磨光机
陈理
王东
王东
污物,清理至见金属光泽。
9
组焊管座
(1)拼缝间隙为2±1mm
电焊机
张鹏
2
王东
王东
C1-C4
(2)定位焊长度10-20mm,间距30-50mm
焊检尺
陈理
15
35
(3)按压力容器制造工艺守则组对
各法兰接管。
(4)按通用焊接工艺卡T0314施焊
(5)打焊工钢印。
(6)按焊接工艺卡要求检查,并填写
焊缝施焊及焊缝外观检查记录。
产品名称
图号
制造编号
组装卡
容器类别
第4页
共6页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
10
检查
将各零件集中,校对材质。
检查
陈理
王东
王东
各零件编号是否正确。
11
清理
将各零件焊接处各20mm范围内
角向磨光机
马小坡
王东
王东
污物,清理至见金属光泽。
12
组焊D1-D5
(1)按图划线并开孔
5m钢卷尺
马小坡
王东
王东
加工坡口
(2)角度45°±5°
角向磨光机
刘动坡
(3)钝边2±1mm
焊检尺
(4)拼缝间隙为2±1mm
摇臂钻
15
(5)定位焊长度10-20mm,间距30-50mm
划线工具
35
13
焊接
(1)按通用焊接工艺卡T0312施焊
电焊机
马小坡
王东
王东
(2)打焊工钢印。
(3)按焊接工艺卡要求检查,并填写
焊检尺
焊缝施焊及焊缝外观检查记录。
产品名称
图号
制造编号
组装卡
容器类别
第5页
共6页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
14
检查
将各零件集中,校对材质。
检查
陈理
王东
王东
各零件编号是否正确。
15
清理
将各零件焊接处各20mm范围内
角向磨光机
陈理
王东
王东


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 组装
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《Java程序设计》考试大纲及样题试行.docx
《Java程序设计》考试大纲及样题试行.docx
-
《工业企业管理》自学任务书.docx
-
《短歌行》原文翻译及赏析.docx
-
《跳水》教案3.docx
-
《基于MATLAB的信号与系统实验指导》编程练习.docx
-
《你是最棒的》教学设计.docx
-
《选修4化学反应原理》知识点总结整理超全.docx
-
2环境应急监测试题资料.docx
-
《自动化仪表工程施工及验收规范》GB50093仪表安装检验批.docx
-
09年法律硕士民法预热辅导第2102讲完整篇doc.docx
-
6阅读能力阅读方法指什么.docx
-
《豆蔻镇的居民和强盗》读后感.docx
-
CMYK色值参考.docx
-
3121护理查对制度.docx
-
《草莓》课堂教学课件5篇.docx
-
CCNA完整知识点.docx
-
《合理安排时间》说课稿.docx
-
18我的伯父鲁迅先生.docx
-
3dmax授课计划doc.docx
-
《中共中央国务院关于加快推进生态文明建设的意见》.docx
-
《永生的眼睛》练习题附答案.docx
-
flow3d官方培训教程中的实例中文说明.docx
-
《宪法》《监察法》应知应会100题含答案.docx
-
EMS基础知识综合练习复习资料.docx
-
100以内退位减法500道带竖式空间可直接打印.docx
-
207声屏障施工组织设计.docx
-
30个科学小常识教学提纲.docx
-
JGJ59建筑施工安全检查标准评分表全套.docx
-
12幼儿园保育员培训活动记录表.docx
-
minecraft匠魂教程.docx
-
c语言课程设计学生成绩管理系统.docx
-
0503新闻传播学基本要求.docx
-
Loewenstein认知功能评定表LOTCA文档格式.docx
-
红外计数器课程设计报告Word下载.docx
-
材料检测检验方案教材Word文档下载推荐.docx
-
总经理年终工作总结范文Word下载.docx
-
MBBR生物流化床工艺说明Word文件下载.docx
-
基于单片机的智能空调的设计Word格式.docx
-
《货币战争》读书笔记Word下载.docx
-
企业行政管理制度大全附表格1Word格式.docx
-
上海旺湖电气有限企业风力发电FD77防雷方案文件Word格式.docx
-
人教新目标八年级英语下册单元测试题及答案全册1Word文件下载.docx
-
初二新学期计划作文Word格式.docx
-
常用收音机的组装与调试讲课讲稿Word格式文档下载.docx
-
小学六年级美术 课教案Word文档格式.docx
-
数控加工工艺分析与设计毕业设计论文Word下载.docx
-
C 安全事故报告和记录管理制度实施细则Word格式.docx
-
人教版九年级语文下册第13课《威尼斯商人》教案Word文件下载.docx
-
最新25平面向量应用举例教学案汇总Word格式文档下载.docx
-
出纳实习内容及心得体会精选7篇Word格式文档下载.docx
-
应力控制疲劳载荷作用下循环硬化的应变响应Word格式.docx
