 CA6140滤油器工序卡要点.docx
CA6140滤油器工序卡要点.docx
- 文档编号:9232273
- 上传时间:2023-02-03
- 格式:DOCX
- 页数:26
- 大小:326.28KB
CA6140滤油器工序卡要点.docx
《CA6140滤油器工序卡要点.docx》由会员分享,可在线阅读,更多相关《CA6140滤油器工序卡要点.docx(26页珍藏版)》请在冰豆网上搜索。
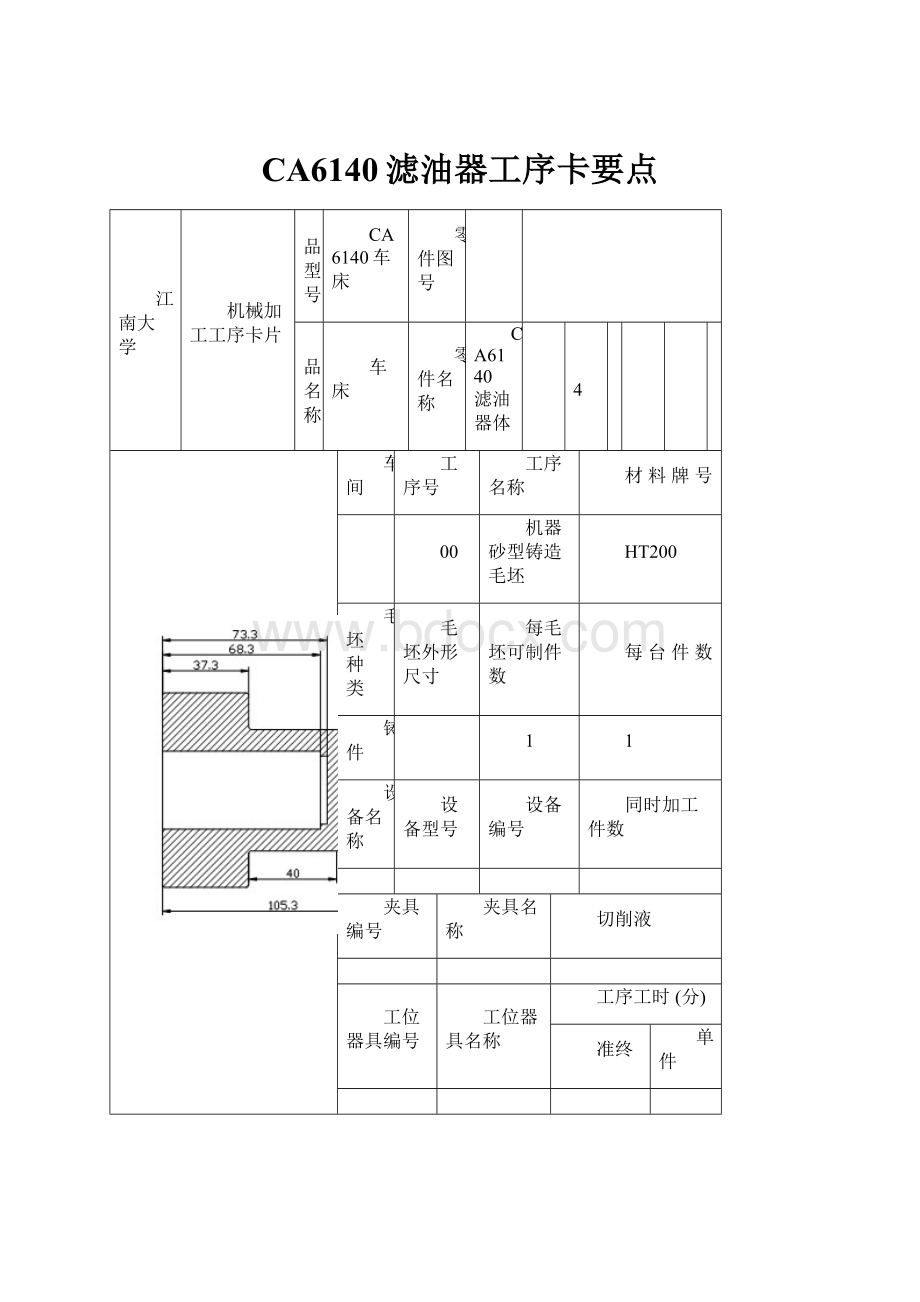
CA6140滤油器工序卡要点
江南大学
机械加工工序卡片
产品型号
CA6140车床
零件图号
产品名称
车床
零件名称
CA6140滤油器体
共
14
页
第
1
页
车间
工序号
工序名称
材料牌号
00
机器砂型铸造毛坯
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
机器砂型铸造毛坯
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
2013年6月
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
江南大学
机械加工工序卡片
产品型号
CA6140车床
零件图号
产品名称
车床
零件名称
CA6140滤油器体
共
14
页
第
2
页
车间
工序号
工序名称
材料牌号
01
清砂、毛坯检验
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
清砂
2
按图造型并按二级精度检验
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
2013年6月
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
江南大学
机械加工工序卡片
产品型号
CA6140车床
零件图号
产品名称
车床
零件名称
CA6140滤油器体
共
14
页
第
3
页
车间
工序号
工序名称
材料牌号
02
热处理
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
人工时效,温度
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
2013年6月
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
江南大学
机械加工工序卡片
产品型号
CA6140车床
零件图号
产品名称
车床
零件名称
CA6140滤油器体
共
14
页
第
4
页
车间
工序号
工序名称
材料牌号
03
粗车左端面
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
C620-1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗车右端面,保长120.5mm
YG6
端面车刀,游标卡尺,三爪自定心卡盘
230
75.9
0.8
2.8
1
0.3
0.06
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
2013年6月
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
江南大学
机械加工工序卡片
产品型号
CA6140车床
零件图号
产品名称
车床
零件名称
CA6140滤油器体
共
14
页
第
5
页
车间
工序号
工序名称
材料牌号
04
锪
30内孔,扩
38内孔
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z535
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
锪
30内孔,保长70.5mm
YG8平面锪钻,游标卡尺,专用夹具
1100
103.7
0.2
1.4
1
0.02
0.004
2
粗扩
38内孔,扩内孔至
37,保长65.5mm
YG8扩孔钻,游标卡尺,专用夹具
530
61.6
0.32
1.65
1
0.42
0.084
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
2013年6月
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
江南大学
机械加工工序卡片
产品型号
CA6140车床
零件图号
产品名称
车床
零件名称
CA6140滤油器体
共
14
页
第
6
页
车间
工序号
工序名称
材料牌号
05
粗车
48外圆,切退刀槽
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
C620-1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗车
48外圆,外圆车至
49.4
YG6
外圆车刀,游标卡尺,专用夹具
480
79
0.5
1.5
1
0.18
0.036
2
切退刀槽3
1.5mm
YG6切槽刀,游标卡尺,专用夹具
460
71.4
0.11
1.2
1
0.21
0.042
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
2013年6月
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
江南大学
机械加工工序卡片
产品型号
CA6140车床
零件图号
产品名称
车床
零件名称
CA6140滤油器体
共
14
页
第
7
页
车间
工序号
工序名称
材料牌号
06
扩
38内孔,倒角,
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z535
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
精扩
38内孔,扩内孔至
38,保长65.5mm
YG8扩孔钻,游标卡尺,专用夹具
400
47.8
0.32
0.5
1
0.55
0.11
2
内孔倒角1
3
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
2013年6月
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
江南大学
机械加工工序卡片
产品型号
CA6140车床
零件图号
产品名称
车床
零件名称
CA6140滤油器体
共
14
页
第
8
页
车间
工序号
工序名称
材料牌号
07
精车
48外圆
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
C620-1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
精车
48外圆,外圆车至
48.1
YG6
外圆车刀,游标卡尺,专用夹具
960
149
0.12
0.65
1
0.36
0.072
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
2013年6月
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
江南大学
机械加工工序卡片
产品型号
CA6140车床
零件图号
产品名称
车床
零件名称
CA6140滤油器体
共
14
页
第
9
页
车间
工序号
工序名称
材料牌号
08
钻3-
9通孔
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z525
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻3-
9通孔
标准麻花钻,游标卡尺,专用夹具
960
27.1
0.48
4.5
1
0.08
0.016
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
2013年6月
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
江南大学
机械加工工序卡片
产品型号
CA6140车床
零件图号
产品名称
车床
零件名称
CA6140滤油器体
共
14
页
第
10
页
车间
工序号
工序名称
材料牌号
09
精磨左端面
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
端面磨床
M7150
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
精磨右端面,保长102mm
SiC砂轮,游标卡尺,专用夹具
1000
26.2
15
0.5
1
0.04
0.008
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
2013年6月
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
江南大学
机械加工工序卡片
产品型号
CA6140车床
零件图号
产品名称
车床
零件名称
CA6140滤油器体
共
14
页
第
11
页
车间
工序号
工序名称
材料牌号
10
加工出油口
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z535、Z525
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
锪
26沉头孔,加工出与孔轴线垂直的平面即可
YG8平面锪钻,游标卡尺,专用夹具
1100
89.8
0.2
13
1
2
钻
11孔,孔深32mm
高速钢麻花钻,游标卡尺,专用夹具
392
13.5
0.87
5.5
1
0.07
0.014
3
扩
16孔,深18mm
YG8扩孔钻,游标卡尺,专用夹具
960
48.3
0.36
2.5
1
0.07
0.014
4
攻螺纹M18
1.5,螺纹深度12mm
高速钢机动丝锥,游标卡尺,螺纹塞规
272
15.4
1.5
1.8
1
0.025
0.005
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
2013年6月
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
江南大学
机械加工工序卡片
产品型号
CA6140车床
零件图号
产品名称
车床
零件名称
CA6140滤油器体
共
14
页
第
12
页
车间
工序号
工序名称
材料牌号
11
加工进油口
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z535、Z525
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
锪
26沉头孔,加工出与孔轴线垂直的平面即可
YG8平面锪钻,游标卡尺,专用夹具
1100
89.8
0.2
13
1
2
钻
11孔,孔深32mm
高速钢麻花钻,游标卡尺,专用夹具
392
13.5
0.87
5.5
1
0.07
0.014
3
扩
16孔,深18mm
YG8扩孔钻,游标卡尺,专用夹具
960
48.3
0.36
2.5
1
0.07
0.014
4
攻螺纹M18
1.5,螺纹深度14mm
高速钢机动丝锥,游标卡尺,螺纹塞规
272
15.4
1.5
1.8
1
0.027
0.054
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
2013年6月
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
江南大学
机械加工工序卡片
产品型号
CA6140车床
零件图号
产品名称
车床
零件名称
CA6140滤油器体
共
14
页
第
13
页
车间
工序号
工序名称
材料牌号
12
去毛刺
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
m


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- CA6140 滤油器 工序 要点
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《Java程序设计》考试大纲及样题试行.docx
《Java程序设计》考试大纲及样题试行.docx
-
《工业企业管理》自学任务书.docx
-
《短歌行》原文翻译及赏析.docx
-
《跳水》教案3.docx
-
《基于MATLAB的信号与系统实验指导》编程练习.docx
-
《你是最棒的》教学设计.docx
-
《选修4化学反应原理》知识点总结整理超全.docx
-
2环境应急监测试题资料.docx
-
《自动化仪表工程施工及验收规范》GB50093仪表安装检验批.docx
-
09年法律硕士民法预热辅导第2102讲完整篇doc.docx
-
6阅读能力阅读方法指什么.docx
-
《豆蔻镇的居民和强盗》读后感.docx
-
CMYK色值参考.docx
-
3121护理查对制度.docx
-
《草莓》课堂教学课件5篇.docx
-
CCNA完整知识点.docx
-
《合理安排时间》说课稿.docx
-
18我的伯父鲁迅先生.docx
-
3dmax授课计划doc.docx
-
《中共中央国务院关于加快推进生态文明建设的意见》.docx
-
《永生的眼睛》练习题附答案.docx
-
flow3d官方培训教程中的实例中文说明.docx
-
《宪法》《监察法》应知应会100题含答案.docx
-
EMS基础知识综合练习复习资料.docx
-
100以内退位减法500道带竖式空间可直接打印.docx
-
207声屏障施工组织设计.docx
-
30个科学小常识教学提纲.docx
-
JGJ59建筑施工安全检查标准评分表全套.docx
-
12幼儿园保育员培训活动记录表.docx
-
minecraft匠魂教程.docx
-
c语言课程设计学生成绩管理系统.docx
-
0503新闻传播学基本要求.docx
-
春政府经济学期末复习指导答案.docx
-
孙子满月贺词.docx
-
整理提供后续服务的承诺.docx
-
完整word版《质量管理与可靠性》.docx
-
污水处理厂试运行报告.docx
-
级工业机器人技术专业人才培养方案.docx
-
小学助残日活动方案.docx
-
推荐新员工转正申请的自我评价word范文模板 14页.docx
-
吴国新《国际贸易实务》书后练习参考答案精品文档30页.docx
-
西药药剂员考试题.docx
-
现浇钢筋混凝土单向板肋形楼盖.docx
-
学术英文论文大全.docx
-
小班五大领域教案大全.docx
-
学校周边餐饮业市场调研分析报告docx.docx
-
小升初语文总复习计划精简版.docx
-
循证医学试题完整有答案.docx
-
小学教师自我工作分析.docx
-
扬尘污染控制监理工作内容.docx
-
小学生在数学课堂上要养成的好习惯可编辑版.docx
