 氯化钠注射液批记录.docx
氯化钠注射液批记录.docx
- 文档编号:9001067
- 上传时间:2023-02-02
- 格式:DOCX
- 页数:95
- 大小:79.45KB
氯化钠注射液批记录.docx
《氯化钠注射液批记录.docx》由会员分享,可在线阅读,更多相关《氯化钠注射液批记录.docx(95页珍藏版)》请在冰豆网上搜索。
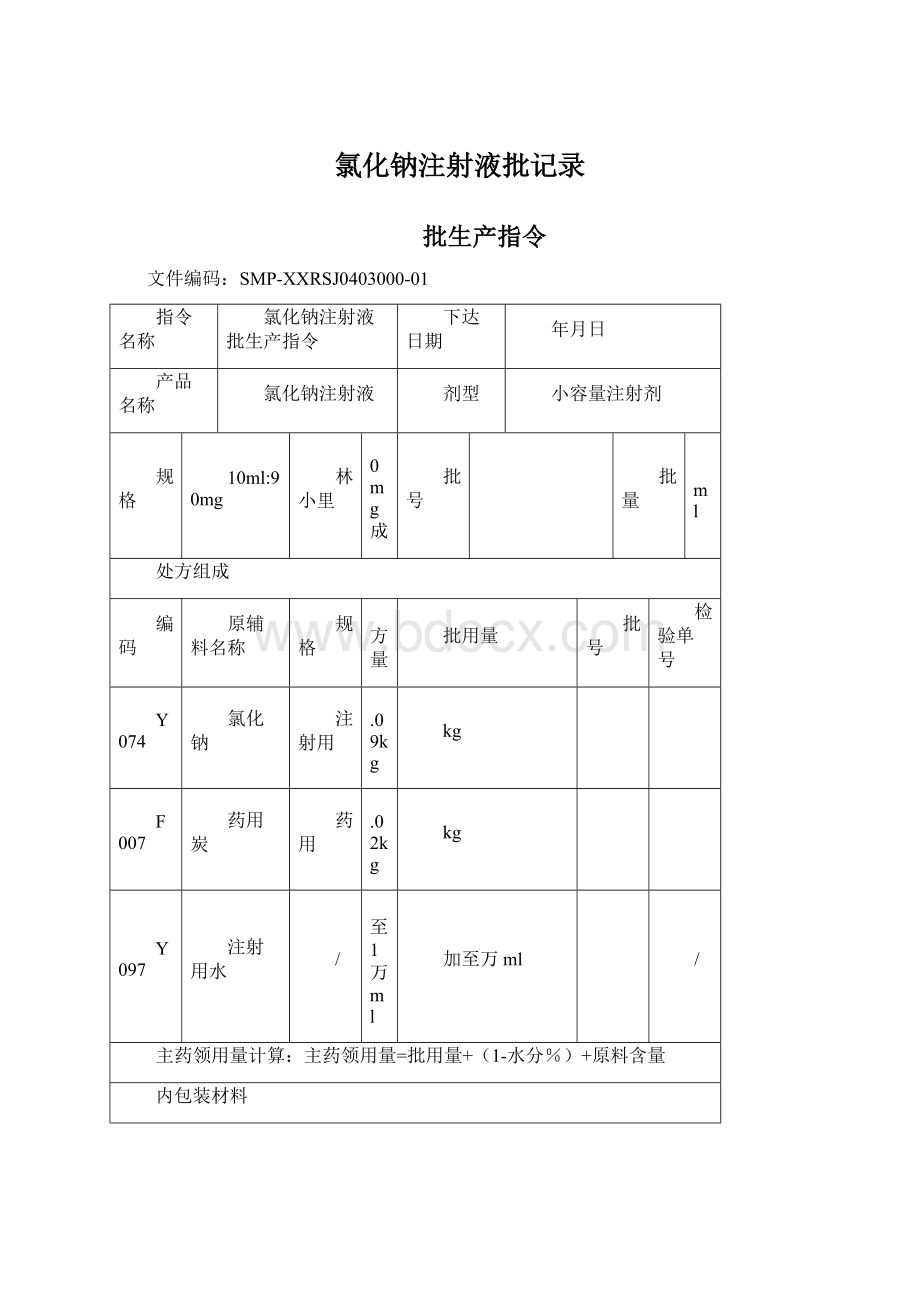
氯化钠注射液批记录
批生产指令
文件编码:
SMP-XXRSJ0403000-01
指令名称
氯化钠注射液批生产指令
下达日期
年月日
产品名称
氯化钠注射液
剂型
小容量注射剂
规格
10ml:
90mg
林小里
90mg成
批号
批量
万ml
处方组成
编码
原辅料名称
规格
处方量
批用量
批号
检验单号
Y074
氯化钠
注射用
0.09kg
kg
F007
药用炭
药用
0.02kg
kg
Y097
注射用水
/
加至1万ml
加至万ml
/
主药领用量计算:
主药领用量=批用量+(1-水分%)+原料含量
内包装材料
名称
规格
编码
批号
批用量
检验单号
低硼硅玻璃安甑
10ml
生产按STP-XXRGY0401100执行。
质量标准
半成品
成品
包装规格
10ml/支X5支/盒X180盒/件
含量:
0.880-0.920%
pH:
5.8-6.2
含量:
0.850-0.950%
pH:
4.5-7.0
注意
1、原料应符合药用要求;
2、原料的处方量、批用量均是折干、折纯量,投料时应折干、折纯。
3、一式三份,1份留生产技术部存档,1份交仓库作为领料依据,1份归入批记录。
指令起草人
审核人
批准人
年月日文件编码:
SMP-WLGL05802-01
编R
品名
规格
生产厂家
批号
(批次)
单位
件数
数量
检验单号
车间材料员:
领料人:
发料人:
配制岗位清场复查记录
车间:
小容量注射剂生产线代码:
04文件编码:
SOP-XXRQC0400800-01
药品名称
规格生产批号
操作要求
清场复查操作按SOP-XXRQC0400800执行复查日期
年月日
清场复查内容及要求
清场复查结果
复查结论
1.地面无积尘、无杂物、无死角、无积水;
复查合格,准予生产
()
QA:
2.日光灯、门窗、开关箱、墙壁、圆弧铝、回风口、送风口、顶棚应无积尘、无清洁后水迹;
3.配制间应无遗留任何维修工具;
4.各房间状态标志应清晰齐全,止确,且没有与生产尢关的物品;
5.与药液直接接触的配、储液罐、板框过滤器、容器、用具已清洁,应标识明确,且在后效期内;
复查不合格,不准生产,继续清场。
()
QA:
6.各种管道已清洁,应标识明确,且在后效期内;
7.称量问无上批次任何物料及标志,且台面清洁;
8.称炭间应清洁无粉尘;
9.容器用具已清洁,标识清晰明确,标明后效期;
10.设备应处于“已清洁”、“完好停运”并在有效期内的待生产状态。
备注
1、QA人员与带班长共同进行复查,带班长对复查结果作记录,复查合格在“清场复查结果”项下打,不合格打“X”。
2、QA人员作复查结论,并将复查结论填在“复查结论”项下。
复查合格在括号内打“,”,不合格打“X”。
冈位负责人
清场复查时间时分至时分
配制物料称量原始记录
车问:
小容量注射剂生产线代码:
04文件编码:
SOP-XXRCZ0402100-01
药品名称
氯化钠注射液
规格
10ml:
90mg
生产批号
批量
万ml
操作要求
称量按SOP-XXRCZ0402100执行
衡器名称
衡器型号
衡器编码
取大称重
分度值
校正人
复核人
电子台秤
XK3190-A7
016-38
60kg
10g
电子台秤
ACS-6
016-39
6kg
1g
说明
①物料名称、规格、批号、生产厂家应与检验:
②衡器上应有校验合格证,并在效期内使用,।③电子台秤校正方法:
按XK3190-A7、AC在电子台秤上放200g、10g整码校正至在台不为止。
;应校正。
,标准操作维护规程,
200g、10g时
收口J以。
每次使用前后
S-6电子台秤平显示屏上显
称量原始记录
名称:
氯化钠指令称取量kg
料+皮:
料+皮:
料+皮:
-皮:
-皮:
巫
料
(1)料
(2)料(3)
(1)+
(2)+(3)=称量人:
复核人:
名称:
药用炭
料+皮:
山
指令称取量
料+皮:
正
kg
人:
料
(1)
(1)+
(2)=
料
(2)
称量人:
复核.
QA
日期
年月日
配制物料称量原始记录
车问:
小容量注射剂
生产线代码
04
文件05:
SOP-XXRCZ0402100-01
药品名称
氯化钠注射液
规格10ml:
90mg
生产批号
批量万ml
操作要求
称量按SOP-XXRCZ0402100执行
称量原
始
记录
名称:
药用炭
称取量
料+皮:
料+皮:
-皮:
-皮:
料
(1)
料
(2)
(1)+⑵
=
称量人
:
复核人:
名称:
称取量
料+皮:
料+皮:
-皮:
-皮:
料
(1)
料
(2)
(1)+
(2)
=
称量人
:
复核人:
名称:
—
称取量
料
(1)
料
(2)
(1)+
(2)
称量人
:
复核人:
QA
日期
年月日
氯化钠注射液(10ml:
90mg)配制操作记录
(一)
车间:
小容量注射剂生产线代码:
04文件编码:
SOP-XXRCZ0412200100-01
药品名称
氯化钠注射液规格10ml:
90mg
生产批号
批量
万ml
操作要求
配制按SOP-XXRCZ0412200100进行操作
生产日期
4
尹月日
原辅料使用
原辅料名称
生产厂家
批号
编号
使用量
操作人
复核人
氯化钠
kg
药用炭
kg
注射用水
加至万ml
工艺操作要点
肩关计算
操作参数
所用设备型号、名称、编号及技术参数
操作时间
配
制
1.取配制总量约80%的50C以上的注射用水于配制罐中。
2.将称取好的氯化钠加入上述注射用水中,搅拌5-10分钟。
3.打开配制罐降温水降温至30c—45Co
4.加入称量好的药用炭井搅拌3-5分钟。
5.补加注射用水至全量,搅拌3-5分钟后关搅拌静置7-10分钟。
此时药液温度为
25C-35C0
5.高度为:
1.水温
2.搅拌开始
搅拌结束:
3.降温至一
4.搅拌开始搅拌结束:
5.高度
搅拌开始:
搅拌结束:
静置开始:
静置结束:
温度
C
cm
C
.时.一时—C.时.一时—
一时—一时—_时一一时一
一分一分
一分一分
一分一分
—分一分
XPG03-1500配制罐(编号为4I016-001,技术参数:
搅拌转
速60转/分)()
NPG03-2500配制罐(编号为
4I016-015,技术参数:
搅拌转
速53转/分)()
TY-1型板框压滤机(编号为
4I016-003,技术参数:
电机功
率1.5KW)()
XPG01-1000储液罐(编号为5I016-001,技术参数:
搅拌转
速88转/分)()
XPG01-1000储液罐(编号为5I016-002,技术参数:
搅拌转
速88转/分)()
PG01-1500储液罐(编号为
4I016-002,技术参数:
搅拌转
速60车专/分)()
投料开始时间:
—时—分
氯化钠注射液(10ml:
90mg)配制操作记录
(二)
车间:
小容量注射剂生产线代码:
04文件编码:
SOP-XXRCZ0412200100-02
药品名称
氯化钠注射液规格10ml:
90mg
生产批号
批量
万ml
操作要求
配制按SOP-XXRCZ0412200100进行操作
生产日期
口月日
配制
工艺操作要点
工艺参数
操作参数
所用设备
操作时间
6.用孔径为0.22仙m微孔滤膜压滤至可见异物检查合格后取样化验。
7.抽滤至储液罐中。
可见异物检查:
取药液30—40ml;置50ml比色管中;在可见异物检测仪下灯检,不得有异物。
可见异物检查(合格、不合格)
YB-2型可见异物检测仪
配制结束时间:
—时—分
射水测注用检
检测点检测项目
换热器
清洗室
电导率(<1.00Ws/cm)
PH值(5.00-6.50)
半成品测定
测定项目
标准规定
实际测定结果
调节剂名称
调节后实测结果
检验单号
PH值
5.8-6.2
含量
0.880%-0.920%
检验员
色泽
无色
境控环监
测定项目
标准规定
观测结果
观测时间
测定人
药液移交
温度
18C~26C
时分
移交量
移交人
接收人
相对湿度
45%~65%
时分
万ml
>5Pa
时分
初流液量:
i
川庆里:
洁净度
[动态不低于10万级
上次检测时间:
月日
料衡一物上
移交量X实测含量计算:
X100%=限度(95%-104%)
批用量
异常情况处理
操作人复核人
配制负责人QA
配制系统清洗灭菌操作记录(2-1)
车问:
小容量注射剂生产线代码:
04文件编码:
SOP-XXRQJ0412200100-01
药品名称
氯化钠注射液
规格
10ml:
90mg
生产批号
生产日期
年月日
原注射用水
PH值:
电导率:
ps/cm可见异物:
项目
清洗
检查
配制罐
液位器
1.拆卸液位器用注射用水冲洗内壁1分钟以上,并活动液位器阀门5次以上;()
2.用注射用水将液位器外壁淋洗3遍()
3.卡箍、硅胶垫揉洗3遍,冲洗3遍()
4.对液位器内壁进行冲洗,直至淋洗水PH值、电导率与原注射用水Tt(俣差在士0.3范向内),尢口」见异物。
最终淋洗水:
PH值:
电导率:
ns/cm
可见异物:
结论:
符合规定()
罐外壁
用丝光毛巾将罐外壁、呼吸器及与罐连接的管道外壁擦
拭干净,目测无炭迹、药液结晶和其它污物()
目测结果:
罐内壁
把罐盖盖住,先开罐底部阀门,再打开洗罐器阀门,用注射用水喷洗罐内壁3遍以上,直至淋洗水PH值、电导率与原注射用水T(误差在土0.3范围内),无可见异物。
最终淋洗水
PH值:
电导率:
ns/cm
可见异物:
1
结论:
符合规定()
操作人
清洗时间
时分至时分
储液罐
液位器
1.拆卸液位器用注射用水冲洗内壁1分钟以上,并活动液位器阀门5次以上;()
2.用注射用水将液位器外壁淋洗3遍()
3.卡箍、硅胶垫揉洗3遍,冲洗3遍()
4.对液位器内壁进行冲洗,直至淋洗水PH值、电导率与原注射用水Tt(俣差在士0.3范围内),尢口」见异物。
最终淋洗水
PH值:
电导率:
ns/cm
可见异物:
结论:
符合规定()
罐外壁
用丝光毛巾擦拭罐外壁、呼吸器及与罐连接的管道外壁擦拭干净,目测无炭迹、药液结晶和其它污物()
目测结果:
罐内壁
把罐盖盖住,先开罐底部阀门,再打开洗罐器阀门,用注射用水喷洗罐内壁3遍以上,直至淋洗水PH值、电导率与原注射用水Tt(俣差在士0.3范围内),尢口」见异物。
最终淋洗水
PH值:
电导率:
ns/cm
可见异物:
结论:
符合规定()
操作人
清洗时间
时分至时分
备注
已清洗合格打,未清洗合格打“X”
冈位负责人
QA
配制系统清洗灭菌操作记录(2-2)
车间:
小容量注射剂生产线代码:
04文件编码:
SOP-XXRQJ0412200100-02
药品名称
氯化钠注射液
规格
10ml:
90mg
生产批号
生产日期
年月日
原注射用水
PH值:
电导率:
its/cm可见异物:
项目
清洗
检查
板框过滤器及管道外部清洗
滤板、滤框
用不锈钢勺的取注射用水将滤板、滤框冲洗干净,目测无污物、炭迹、药液结晶;()
目测结果:
不锈钢盘、硅胶管
用不锈钢勺舀取注射用水将不锈钢盘、硅胶管冲洗干净,目测无污物、炭迹、药液结晶;()
目测结果:
与配、储液罐、板框过滤器连接的管道外部
用注射用水润湿的丝光毛巾把管道外壁擦干净,目测无污物、炭迹、药液结晶;()
目测结果:
操作人
清洗时间
时分至时分
板框过滤器与配、储液罐连接管道的内部消洗
板框过滤器与配、储液罐连接管道的内部清洗
1.用板框过滤器抽取注射用水冲洗机器滤板,进水阀与出水阀活动5次以上;()
2.各控制管道的阀门都打开冲洗1分钟以上,排净管道及板框过滤器内的水;()
3.用板框过滤器抽取注射用水进行冲洗,直至管道末端流出的最终淋洗水PH值、电导率与原注射用水T(误差在土0.3范围内),无可见异物。
最终淋洗水
PHffl:
电导率:
s/cm
可见异物:
结论:
符合规定()
操作人
清洗时间
时分至时分
输送管道的清洗
药液灌封结束后,用注射用水冲洗输送管道约5分钟。
冲洗开始:
时分,结束:
时分,
计时分;直至淋洗水PHffi、电导率与原注射用水Tt(误差在土0.3范围内),无可见异物。
最终淋洗水
PHffl:
电导率:
—ns/cm可见异物:
结论:
符合规定()
操作人
清洗时间
时分至时分
纯烝汽在线火菌
按配制系统清洗灭菌操作规程对配制系统进行
在线火菌。
灭菌条件:
121C,30分钟。
火菌温度:
C
操作人
灭菌时向
时分至时分]后效期至
日时
备注
已清洗合格打,未清洗合格打“X”
偏差分析
冈位负责人
QA
配制质量监控记录
车间:
小容量注射剂
生产线代码:
0
4
文件05:
SOP-XXRZK0412200100-01
药品名称氯化钠注射液
规格|10ml:
90mg
生产批号
批量]万ml
操作要求依据SOP-XXRZK0412200100监控
生产日期
年月日
监控项目
检查方法及标准
检查结果说明
人员1.洁净室人员
人员穿戴应整洁、规范;配制室内人员应少于10人
什32.配制室温湿度
环培
温度:
18-26C,相对湿度:
45-65%
3.静压差
不同洁净室之间静压差大于5pa,洁净室与非洁净室之间静压差大于10pa
济业।5.品名、规格、批号、数量
物料的品名、规格、批号、数量等应与批生产指令一致
1检杳结果
物料6.物料性状
物料的晶形、色泽、气味,应符合标准要求
合格在检查
7.电子秤的校验有效期
电子秤的校验令格证,应在后效期内
结果一栏打
8.电子秤的校正
电子秤显示屏,在称量前显示应为0
a/,,
;用祛码校正,显示应准确1v。
称9.称量数据
称量数据计算应无误,应有计算人、复核人签名。
2检杳结果
10.称量操作
称量时应一人操作,一人复核,及时、正确填写称量记录
不符合者划
12.预加注射用水温度
预加注射用水水温应在工艺要求的50c以上
“X”,并在
13.原料的加入
原料加入后应按要求搅拌5-10分钟,
并取样目测无悬浮,
无沉淀,原料完全溶解偏差处理一
14.药用炭的加入
加入药用炭后应按要求搅拌3-5分钟
在内说明。
配制护作15.加至全量后的药液
加至全量水位计算应正确,应与计量尺上的高『致,搅拌
3-5分钟,静置7-10分钟3.检杳结果
配节操作16.滤后药液可见异物
取30-40ml滤后药液于50ml比色管中,在可见异物检测仪下检测,应尢可见异物为相应数值
17.半成品质量及取样
查看化验室半成品检验报告书:
PH值:
5.8-6.2、含量:
0.880%-0.920%时受"结果
18.配制时间
从配制投料开始至灌封精滤开始时间应不超过4个小时
一但堪伯艮
11.物料平衡
物料平衡计算应正确,若存在偏差,应及时进行处理
配制系统20.清洁消毒
检查清洁消毒记录,配制系统清洁消毒应在规定的时间之内完成,结果应符合规定
清洁消毒21.清洁后物品贮存
检查清洁消毒后的物品贮存应符合要求
状态标识22.容器用具、房间、设备
检查标识牌内容填写应齐全、完整、正确
偏差分析
结论1.半成品经检测符合规定,允许转交卜道工序。
口2.半成品经检测不符合规定,不准转交卜道工序。
口
QA
配制岗位清场记录
车间:
小容量注射剂生产线代码:
04
文件编码:
SOP-XXRQC0400800-02
药品名称规格生产批号
操作要求清场复查操作按SOP-XXRQC0400800执行满场日期年月日
清场内容及要求
清场人
清场情况
清场结论
1.地面应尢杂物,无死角,尢口」见异物,无水迹。
清场合格,口」转入下批次生产
()
QA:
清场不合格,不得转入下批次生产()
QA:
2.配制|可应无本批次的任何物料及标识。
3.各房间无遗留任何维修工具,状态标识清晰,齐全,止确。
4.称量间无本批次的任何物料及标识,且台面清洁。
5.称炭间已清洁,无粉尘,无清洁后水迹。
6.清洁工具、清洗用具已清洁,并标识明确。
7.本批生产记录已交车间批生产记录管理人员。
8.各种管道已彻底清洁,标识清晰,止确,并注明后效期。
1、清场结束由清场人签名,已清场在清场情况一栏内打,未清场在清备注场情况一栏内打“X”。
2、清场结论由QA人员填写,清场合格打,清场不合格打“X”。
岗位负责人清场时间时分至时分
理瓶岗位清场复查记录
车间:
小容量注射剂生产线代码:
04文件编码:
SOP-XXRQC0400200-01
药品名称
规格
生产批号
操作要求
清场复查操作按
SOP-XXRQC0400200执行
复查日期
年
月日
清场复查内容及要求
清场复查结果
复查结论
1、地面应尢污迹、无杂物、无积水。
复查合格,准予生产
()
QA:
复查/、合格,不准生产,继续清场。
()
QA:
2、日光灯罩、门、窗、墙壁、回风口、送风口、顶棚等应尢污迹。
3、房间物品应摆放整齐,且没有与生产无关的任何物品。
4、不锈钢架、容器及辅助设施已清洁,标识清晰明确,且在清洁效期之内。
5、检查洗瓶室对埋瓶室的压差应大于10帕
6、有足够的空白记录及标识。
备注
1、QA人员与岗位负责人共同进行复查,岗位负责人对复查结果作记录,复查合
格在“清场复查结果”项下打,不合格打“X”。
2、QA人员作复查结论,并将复查结论填在“复查结论”项下。
复查合格在括号内打“,”,不合格打“X”。
冈位负责人
清场复查时间时分至时分
理瓶岗位操作记录
车间:
小容量注射剂生产线代码:
04文件编码:
SOP-XXRCZ0400200-01
药品名称
规格
生产批号
批量
万ml
操作要求
理瓶按SOP-XXRCZ0400200进行
操作
生产日期
年月日
低硼硅玻璃女部
规格
批次
生产厂家
包装规格
检验报告单号
数量
上班结余
本班领取
操作者
领取数(支)
理瓶数(支)
废品数(支)
剩余数(支)
备注
合计
废品处理
废品总数
销毁方■式
销毁人
操作时间
日时分至日时分
项目
计算公式
标准范围
计算
物料平衡
限度=(理瓶数+剩余数+废品数)+(本班领取数十上班结余数)X100%
限度:
99.0-101.0%
废品率
废品率=总废品数+领取数
X100%
废品率:
<0.20%
偏差分析
冈位负责人
QA
理瓶岗位质量监控记录
车间:
小容量注射剂生产线代码:
04文件编码:
SOP-XXRZK0400100-01
药品名称
规格
生产批号
批量
万ml
女部名称
低硼硅玻璃安甑
规格
生产厂家
操作要求
按SOP-XXRZK0400100进行操作
生产日期
年月日
监控项目
监控标准及方法
监控频次
操作
按岗位操作规程监督检查操作工操作是否规范
随时
安甑
生产厂家、规格
查看外包装,应与批生产指令T,有检验合格报
1次/批
洁净度
抽查,手拭尢口」见异物
1次/2小时
外观
抽取200支。
目测色点、麻点、裂纹、气泡线、结石、节瘤等/、合格率01%
1次/2小时
不锈钢盘清洁
随机抽查待用的不锈钢盘应清洁,无玻璃屑、脏物
随时
网带上安甑
网带上不得有横、倒、破、月及冒支
随时
状态标识
查看状态标识内容齐全,字体清晰,规范
随时
检查记录
检查项目
第一次
第二次
第三次
第四次
时间
时分
时分
时分
时分
操作
安甑
生产厂家规格
洁净度
外观
不锈钢盘清洁
网带上安甑
状态标识
结论
经检查质量符合规定,允许转交下道,序口经检查质量不符合规定,不准转交下道工序口
备注
各检查项目符合者,在检查记录项卜划,不符合者划“X”
QA
理瓶岗位清场记录
药品名称
规格
生产批号
操作要求
清场按SOP-XXRQC0400200执行
清场日期
年月日
泊场内容及要求
清场人
清场情况
清场结论
1、将本批剩余的安瓶整齐摆放,并表明批号、数量、规格等,待卜批生产时使用,或退回仓库。
清场合格,可转入下批次生产
()
QA:
清场不合格,不得转入下批次生产()
QA:
2、将拆去的外包装箱、包装带、塑料盒、塑料纸等废物拉至废品回收站处理。
3、将拆去的外包装清理完后,在洁具室洁具架上取卜毛刷,拿到理瓶室,用毛刷将地面上的废纸屑、碎玻璃等扫成堆,拿理瓶岗位专用垃圾斗,将垃圾扫至垃圾斗内,装在废物贮器内,将其送到垃圾处理站。
4、房间、地面、设施、容器及辅助设施按《理瓶岗位清洁标准操作规程》进行清洁。
且标识正确醒目


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 氯化钠 注射液 记录
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《城市规划基本知识》深刻复习要点.docx
《城市规划基本知识》深刻复习要点.docx
-
《高电压技术》word版.docx
-
《安全带》gb6095.docx
-
BCP计划应急计划.docx
-
《计算机组成与工作原理》第一章复习题.docx
-
CANON LBP系列激光打印机使用方法指南.docx
-
C语言课程设计火车票系统源代码.docx
-
3热力管道沟槽开挖方法.docx
-
HR岗位职责.docx
-
1 脱硫脱硝cems维护技术规范.docx
-
O2O超市商业项目计划书.docx
-
SCI期刊呼吸胸外.docx
-
18岁生日祝福语短信.docx
-
ITMC物流企业经营沙盘比赛规则.docx
-
XX钢绳成本管理.docx
-
Matlab的第三方工具箱大全强烈推荐.docx
-
安全保卫工作先进个人.docx
-
安全生产工作日记.docx
-
windows 漏洞集合.docx
-
Φ160数控落地镗铣床技术规格.docx
-
安全施工组织设计.docx
-
安全检查和隐患排查治理制度及记录.docx
-
部编版小学二年级语文下册课外阅读专项.docx
-
变电站投运前质量监督检查汇报材料模版.docx
-
版 创新设计 高考总复习 历史 北师大版第一部分 必考内容第十五单元 第38讲.docx
-
本科毕业设计论文.docx
-
北京大学社会心理学串讲笔记1一10章加试题.docx
-
亳州市教坛新星骨干教师学科带头人特级教师年度考核细则知识分享.docx
-
超星尔雅《人生与人心》期末考试满分答案.docx
-
财经法规与会计职业道德案例分析题.docx
-
茶文化会发言稿.docx
-
财务会计核算实习总结.docx
-
北京西城区高三二模语文试题及答案.docx
-
北师大版数学三年级上册《里程表》2课时导学案设计.docx
-
背影教学课件.docx
-
毕业多年后的同学聚会策划.docx
-
编译提高实验报告.docx
-
标准化评审记录表.docx
-
不同碘含量消瘿散结中药对碘缺乏机体甲状腺功能及形态影响比较探究.docx
-
部编版六年级上册语文期末复习14单元资料.docx
-
部编版一年级数学上期末复习资料.docx
-
部编人教版化学九年级下册《溶解度和溶质的质量分数》省优质课一等奖教案.docx
-
部门工作情况的总结范文.docx
-
财务管理实验指导书doc.docx
-
采矿专业外文文献翻译煤矿瓦斯预防和治理.docx
-
餐饮连锁加盟店合同范本.docx
-
测绘工程毕业实习心得.docx
-
常规机械设备检验报告.docx
-
超市播音稿大全1.docx
-
车站安全宣传标语完整版.docx
-
成语接龙一字当头的.docx
