 HP1402焊接工艺评定报告.docx
HP1402焊接工艺评定报告.docx
- 文档编号:8908814
- 上传时间:2023-02-02
- 格式:DOCX
- 页数:14
- 大小:26.99KB
HP1402焊接工艺评定报告.docx
《HP1402焊接工艺评定报告.docx》由会员分享,可在线阅读,更多相关《HP1402焊接工艺评定报告.docx(14页珍藏版)》请在冰豆网上搜索。
HP1402焊接工艺评定报告
四川汇金不锈钢管道有限公司
焊接工艺评定报告书
评定报告编号HP14-02
评定内容φ50.8*1.2管对接
焊接方法自动钨极氩弧焊
编制
审核
批准
2014年7月1日
预焊接工艺规程(pWPS)第1页
单位名称四川汇金不锈钢管道有限公司
预焊接工艺规程编号HY14-02日期2014-7-1所依据焊接工艺评定报告编号HP14-02
焊接方法钨极氩弧焊机械化程度(手工、机动、自动)自动
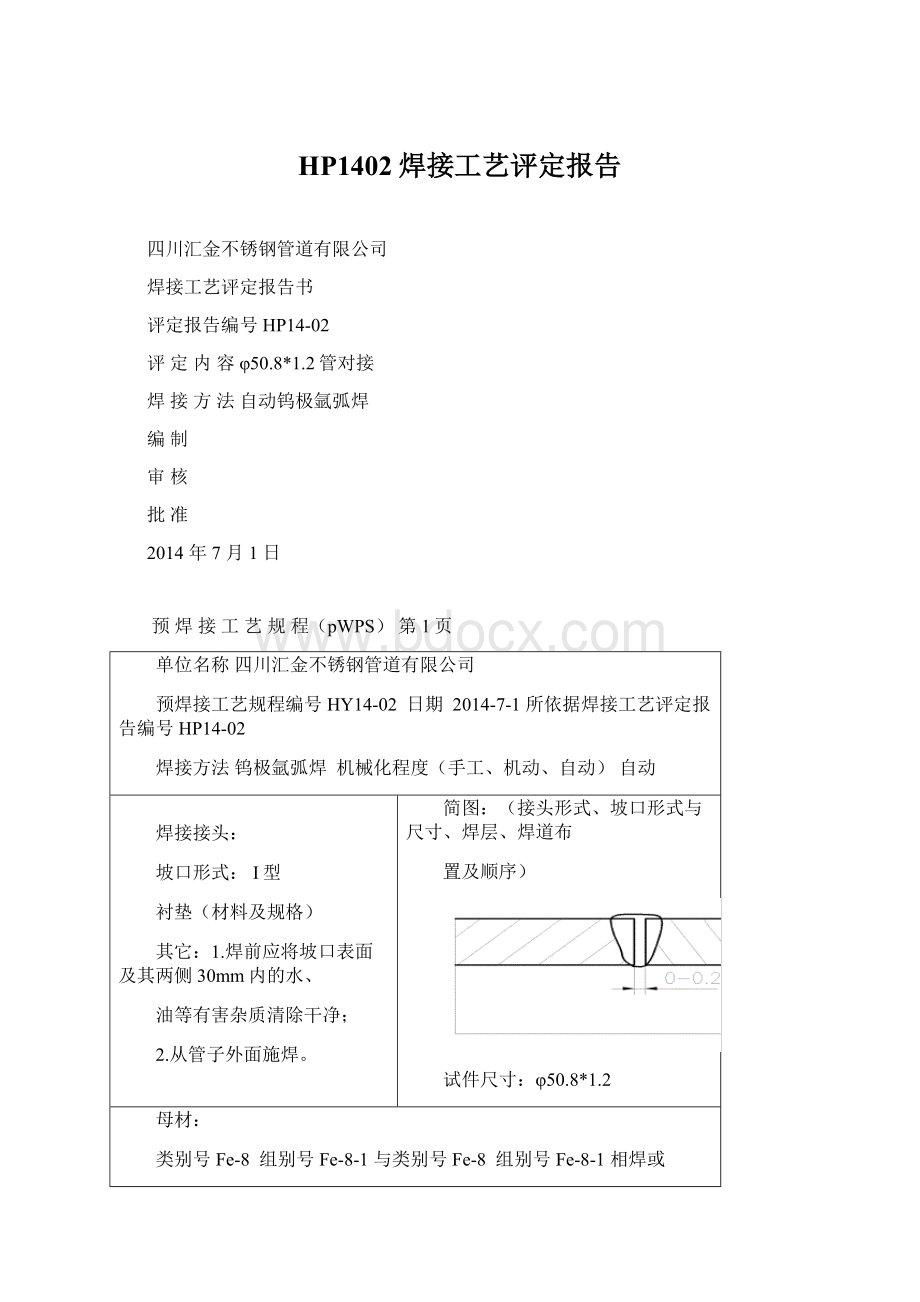
焊接接头:
坡口形式:
I型
衬垫(材料及规格)
其它:
1.焊前应将坡口表面及其两侧30mm内的水、
油等有害杂质清除干净;
2.从管子外面施焊。
简图:
(接头形式、坡口形式与尺寸、焊层、焊道布
置及顺序)
试件尺寸:
φ50.8*1.2
母材:
类别号Fe-8组别号Fe-8-1与类别号Fe-8组别号Fe-8-1相焊或
标准号GB24511材料代号S30408与标准号GB24511材料代号S30408相焊
对接焊缝焊件母材厚度范围0.6~2.4mm
角焊缝焊件母材厚度范围不限
管子直径、壁厚范围:
对接焊缝0.6~2.4mm角焊缝不限
对接焊缝焊件焊缝厚度范围:
0.6~2.4mm角焊缝焊件焊缝厚度范围:
不限
其它
填充金属:
焊材类别
焊材标准
填充金属尺寸
焊材型号
焊材牌号(金属材料代号)
填充金属类别
其他
耐蚀堆焊金属化学成分(%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
/
/
/
/
/
/
/
/
/
/
/
其他:
注:
对每一种母材与焊接材料的组合均需分别填表。
预焊接工艺规程(pWPS)第2页
焊接位置:
对接焊缝的位置1G
立焊的焊接方向(向上、向下)/
角焊缝位置/
立焊的焊接方向(向上、向下)/
焊后热处理:
保温温度(℃)1050
保温时间范围(h)2
预热:
最小预热温度(℃)/
最大道间温度(℃)≤00
保持预热时间/
加热方式/
气体:
气体种类混合比流量(L/min)
保护气氩气99.99%5~8
尾部保护气///
背面保护气氩气99.99%5~8
电特性
电流种类直流极性正接
焊接电流范围(A)70~100电压范围(V)9~12
焊接速度(范围)50~80cm/min
钨极类型及直径W-Ceφ3.2喷嘴直径(mm)φ8
焊接电弧种类(喷射弧、短路弧等)焊丝送进速度(cm/min)
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/焊层
焊接
方法
填充金属
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
线能量
(KJ/cm)
牌号
直径
极性
电流(A)
1/1
GTAW
自熔
/
直正
70~90
10~12
50~80
≤1.3
技术措施:
摆动焊或不摆动焊:
/摆动参数:
/
焊前清理和层间清理:
清理水份毛刺等杂质背面清根方法:
/
单道焊或多道焊(每面):
单道焊单丝焊或多丝焊:
/
导电嘴至工件距离(mm):
/锤击:
/
其他:
/
编制
日期
2014-7-2
审核
日期
2014-7-2
批准
日期
2014-7-2
焊评试验施焊记录表
焊评编号(PQRNo)
HP14-02
焊工
钢印
检验员
记录者
母
材
名称
钢号
尺寸(mm)
炉批号
材质证明
其他
板
S30408
δ1.2
C1305203
公司自编号(按体系材料章)
焊
材
牌号
尺寸(mm)
炉批号
烘干
材质证明
其他
焊接位置
1G
施焊技术
自动钨极氩弧焊
预热温度
/
道间温度
≤100℃
焊后热处理
/
后热处理
/
清根方法
/
保护气体
氩气氩气流量5-8L/min
脉冲频率
/
脉宽比,%
/
层
焊接方法
焊材
牌号
焊材
规格
电流种类及极性
电流
(A)
电压
(V)
焊接
速度
钨极
直径
喷嘴
直径
气流
量
线能量
KJ/cm
1
钨极氩弧焊
(自熔)
直正
70
11
80
φ3.2
φ8
5-8
0.58
注:
手工焊cm/min;气体保护焊cm/min,埋弧焊cm/min。
施焊时间:
2014-7-8
外观和无损检测记录
母材/规格
S30408/φ50.8*1.2
焊材/规格
/
表面裂纹
无
单面焊根部未焊透
无
表面气孔
无
单面焊根部未熔合
无
弧坑
无
单面焊根部凹陷
无
咬边
无
焊缝宽度
2~4mm
焊缝余高
0.1~0.2mm
焊脚差
/
检验员:
年月日
审核人:
年月日
无损检测应是另附一页专业报告)□RT□UT□MT□PT检测报告编号:
检测标准
片号
等级
结果
检测标准
片号
等级
结果
?
焊接工艺评定报告第1页
单位名称四川汇金不锈钢管道有限公司
焊接工艺评定报告编号HP14-02日期2014.7.10预焊接工艺规程编号HY14-02
焊接方法钨极氩弧焊机械化程度(手工、机动、自动)自动
接头简图:
(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)
母材:
材料标准:
GB24511
材料代号:
S30408
类、组别号:
Fe-8-1与类、组别号:
Fe-8-1相焊
厚度:
1.2
直径:
50.8
其他:
焊后热处理:
热处理温度(℃):
1050
保温时间(min):
2
气体:
气体种类混合比流量(L/min)
保护气氩气99.99%5-8
尾部保护气
背面保护气氩气99.99%5-8
填充金属:
/
焊材类别:
/
焊材标准:
/
焊材型号:
/
焊材牌号:
/
焊材规格:
/
焊缝金属厚度:
/
其他:
电特性:
电流种类:
直流
极性:
正接
钨极尺寸:
Φ2.0
焊接电流:
70A
电弧电压11V
焊接电弧种类:
/
其他:
最大线能量0.58kJ/cm
焊接位置:
对接焊缝位置:
方向:
(向上、向下)
角焊缝位置:
方向:
(向上、向下)
技术措施:
焊接速度(cm/min):
5-8
摆动焊或不摆动:
摆动参数:
单道焊或多道焊(每面):
/
单丝焊或多丝焊:
其他:
预热:
预热温度(℃):
道间温度(℃):
≤100
其他:
焊接工艺评定报告第2页
拉伸试验试验报告编号:
力201407002
试样编号
试样宽度(mm)
试样厚度(mm)
横截面积(mm2)
断裂载荷(KN)
抗拉强度(Mpa)
断裂部位
和特征
HP14-02-1A
12.1
1.19
14.399
8.29
576
母材处塑断裂
HP14-02-1B
12.05
1.19
14.34
8.42
587
母材处塑断裂
弯曲试验试验报告编号:
力201407002
试样编号
试样类型
试样厚度(mm)
弯心直径(mm)
弯曲角度
(°)
试验结果
HP14-02-2A
面弯
1.2
4.8
180
完好
HP14-02-2A
面弯
1.2
4.8
180
完好
HP14-02-2B
背弯
1.2
4.8
180
完好
HP14-02-2B
背弯
1.2
4.8
180
完好
冲击试验试验报告编号:
试样编号
试样尺寸
缺口类型
缺口位置
试验温度(℃)
冲击吸收功(J)
备注
焊接工艺评定报告第3页
金相试验(角焊缝):
根部:
(焊透、未焊透)焊缝:
(熔合、未熔合)
焊缝、热影响区:
(有裂纹、无裂纹)
检验截面
Ⅰ
II
Ⅲ
Ⅳ
Ⅴ
焊脚差(mm)
无损检验:
RT:
合格UT:
MT:
PT:
其他:
耐蚀堆焊金属化学成分(重量%)
C
Si
Mn
P
S
Gr
Ni
Mo
V
Ti
Nb
分析表面或取样开始表面至熔合线的距离(mm):
附加说明:
按GB4334E法进行晶腐试验,试验结果合格。
结论:
本评定按NB/T47014-2011规定焊接试件、检验试样、测定性能,确认试验记录正确
评定结果:
(合格、不合格)合格
焊工姓名
焊工代号
施焊日期
编制
日期
审核
日期
批准
日期
第三方检验
力学性能试验报告
TESTREPORTFORPRODUCT
单位APPL.DEPT:
部件名称PARTNAME
焊接工艺评定
牌号MAT’LDESIG
S30408
规格SIZE(mm)
φ50.8×1.2
试样编号SPECIMENNO.
工号JOBNO.
HP14-02
图号DRAWINGNO.
焊工姓名WELDERNAME
焊接方法WELDERPRO.
自动钨极氩弧焊
试样数量SPECIMENQTY
1套
技术要求SPECIFICATION
NB/T47014
备注REMARKS
力学性能检验MECHANICALOROPERTIES
实验员TESTER:
审核REVIEWEDBY:
拉伸实验TESTER实验方法:
GB/T228
试样编号
SPECIMENNO.
实验温度TESTTEMP(℃)
试样尺寸
SPECIMEN
SIZE(mm0
实验位置
TEST
LOCATION
屈服强度
ReL
(MPa)
抗拉强度
Rm
(MPa)
延伸率
A(%)
断面
收缩率
Z(%)
破坏
性质和位置
TYPE
ANDLOCATIONFAILURE
HP14-02-1A
常温
250*12*1.2
理化实验室
325
576
50
母材处塑性断裂
HP14-02-1B
常温
250*12*1.2
理化实验室
315
587
55
母材处塑性断裂
导向弯曲实验GUIDEDBENDTESTS实验方法:
GB/T2653
硬度实验HARDNESS实验方法:
GB/T2654
试样编号
SPECIMENNO.
实验温度TESTTEMP(℃)
试样尺寸
SPECIMEN
SIZE(mm0
类型及图号
TYPEAND
FIGURENO.
结果
RESULTS
硬度值
HARDNESSVALUE()
HP14-02-2A
20
150*8*1.2
面弯
完好
HP14-02-2A
20
150*8*1.2
面弯
完好
HP14-02-2B
20
150*8*1.2
背弯
完好
HP14-02-2B
20
150*8*1.2
背弯
完好
冲击实验IMPACTTESTS实验方法:
GB/T229
试样编号
SPECIMENNO.
实验温度TESTTEMP(℃)
试样尺寸
SPECIMEN
SIZE(mm0
缺口位置
NOTCH
LOCATION
缺口类型
NOTCH
TYPE
冲击功KV2
IMPACTVALUES(J)
侧向膨胀量
LATERAL.EXEPANSION
(mm)
纤维状断面
FIBROUS
FRACTUR
(%)
金相实验METAL.EXAM实验方法:
GB/T226、GB/T13298
实验员TESTER:
审核REVIEWEDBY:
结论:
CONCLUION:
合格
批准APPROVEDBY:
日期DATE:


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- HP1402 焊接 工艺 评定 报告
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
-
计算题测试文档格式.docx
-
会计年终总结范文精选10篇Word文件下载.docx
-
基坑支护及降排水方案Word格式文档下载.docx
-
古代诗歌鉴赏一剪梅学案Word文档格式.docx
-
国标舞考级Word文件下载.docx
-
机电工程质量验收规范是什么Word文档下载推荐.docx
-
技术员工作自我评价文档格式.docx
-
交警支队车棚改造工程施工合同文档格式.docx
-
护士变更注册申请审核表与示范文本Word文档下载推荐.docx
-
最新学校新冠肺炎疫情防控应急预案Word文件下载.docx
-
GB50204钢筋规范之欧阳总创编Word格式文档下载.docx
-
《半期整改措施》Word格式.docx
-
诊断 症状学腰背痛关节痛汇总.docx
-
英美文学欣赏The Analysis of Shelleys Ode to the West Wind.docx
-
增值税营改增所得税消费税车购税测试题.docx
-
整理二级建造师管理真题.docx
-
英语三级重点高频词汇导入背单词APP使用.docx
-
浙教版学年九年级数学上册第2章测试题及答案.docx
-
证件照教学设计方案.docx
-
优品课件之《从锁国走向开国的日本》教案.docx
-
整理北京交通大学万用表组装实验报告.docx
-
质量管理计划.docx
-
有机化学鉴别.docx
-
整理照明灯饰灯具行业分类英语词汇.docx
-
濉溪县城市总体规划公示.docx
-
智能化工程质量验收记录表.docx
-
学生会纪检部工作总结.docx
-
幼儿园保教主任发言稿.docx
-
跆拳道协会工作总结.docx
-
中国茶叶店连锁市场竞争分析与竞争战略研究报告.docx
-
学宪法讲宪法主题演讲稿800字精选5篇弘扬宪法精神演讲稿5篇.docx
-
18SGISLOPSA2910Windows等级保护测评作业指导书三级.docx
-
PEPBEPSROEPEG理解.docx
-
06员工培训工作程序.docx
-
Linux 系统流程和性能管理 2.docx
-
ISO13485医疗器械设计开发资料.docx
-
24 行测 资料分析解题技巧+练习题46页.docx
-
09年证券交易真题附答案.docx
-
《假如给我三天光明》读后感600字读后感.docx
-
93年大学俄语四级考试真题.docx
-
K12学习苏教版四年级上册劳动与技术全册教案.docx
-
14抗菌药物应用的管理.docx
-
《巨人的花园》国家一等奖实录.docx
-
《会计实务》考试试题.docx
-
《9的乘法口诀》集体备课.docx
-
19922级读解文法.docx
-
20XX桂建质16号广西建设工程安全文明施工使用管理细则资料.docx
-
《煤层气地面开采企业安全现状综合评价实施细则》征求意.docx
-
Module 3 Heroes检测卷.docx
-
314554的初中化学组卷第一学期期末.docx
