 DANIELI兴澄宽板连铸机资料5.docx
DANIELI兴澄宽板连铸机资料5.docx
- 文档编号:8804860
- 上传时间:2023-02-01
- 格式:DOCX
- 页数:29
- 大小:174.46KB
DANIELI兴澄宽板连铸机资料5.docx
《DANIELI兴澄宽板连铸机资料5.docx》由会员分享,可在线阅读,更多相关《DANIELI兴澄宽板连铸机资料5.docx(29页珍藏版)》请在冰豆网上搜索。
DANIELI兴澄宽板连铸机资料5
ITEMDESCRIPTION
条目描述
VALUE值
Acceleration[mm/min2]
斜率
15
Speed[mm/min]速度
15
1.1Secondarycoolingdata二冷水数据
1.1.1
Nozzletype喷嘴类型
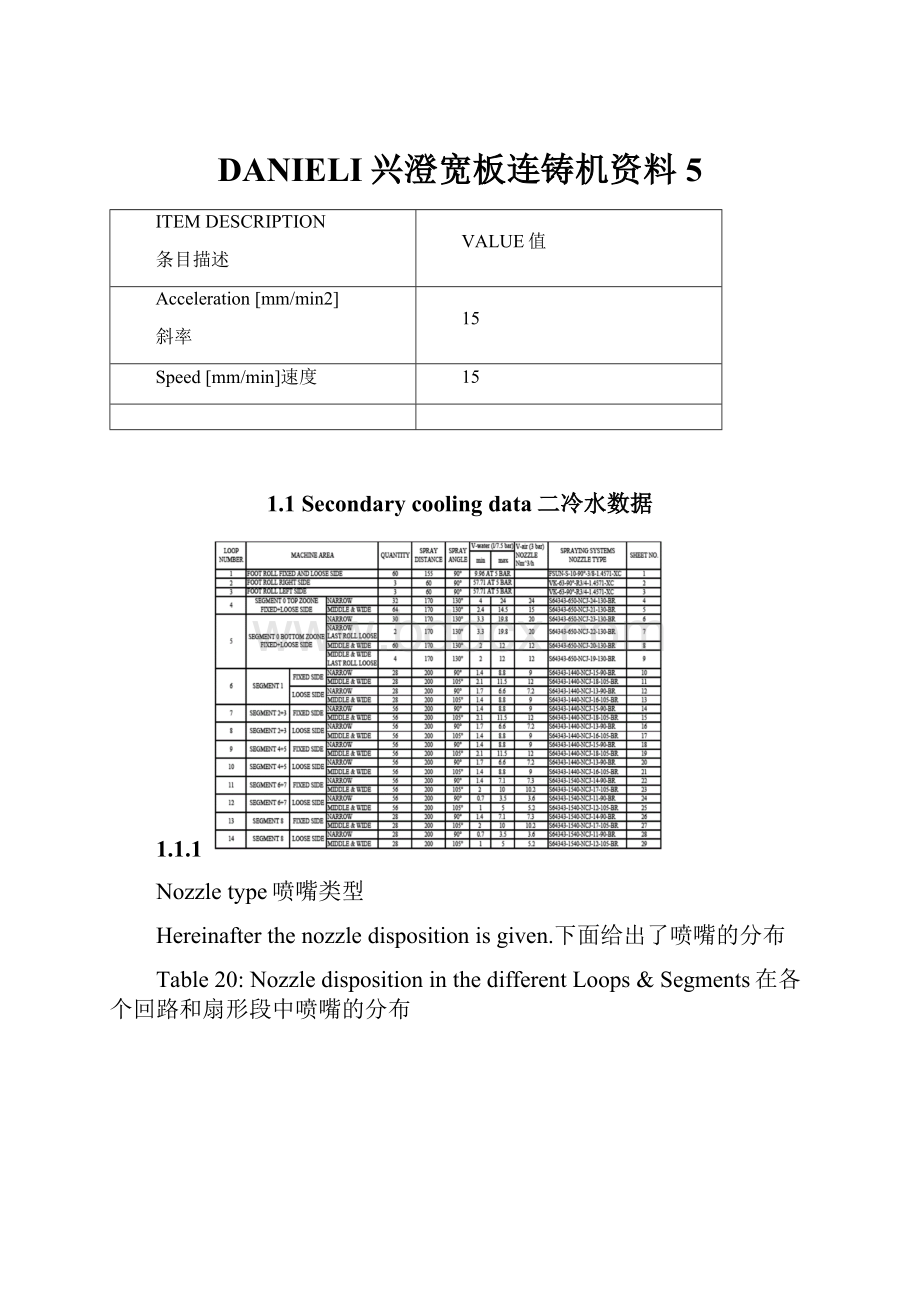
Hereinafterthenozzledispositionisgiven.下面给出了喷嘴的分布
Table20:
NozzledispositioninthedifferentLoops&Segments在各个回路和扇形段中喷嘴的分布
1.1.2Spraywidthfornozzles喷嘴的喷淋宽度
Ineachsecondaryloopthespraysaredesignedinordertocoolaproperwidth.InTable21therearereportedthewet-widthzonesforeveryloop.
在每个二冷水回路中喷雾水被设计成具有一定的喷淋宽度。
表21给出了各个回路的喷淋宽度
Table21:
Spraywet-widthforeachsecondaryloop各个回路的喷雾水的喷淋宽度
WETWIDTH
喷淋宽度
1singlesprayrow
单排喷雾水
2consecutivesprayrows
连续喷雾水
LOOP回路
MACHINEZONE
拉矫机区域
Narrow
[mm]
窄面
Middle
[mm]
中部
Wide[mm]
宽面
Narrow
[mm]
窄面
Middle
[mm]
中部
Wide[mm]
宽面
LOOP01
Broadface宽面
3390
3390
LOOP02
NarrowfaceLeft左侧
LOOP03
NarrowfaceRight右侧
LOOP04
Toppartbender
弯曲段上部
996
1873
2750
1062
1939
2816
LOOP05
Bottompartbender
弯曲段下部
996
1873
2750
1062
1939
2816
LOOP06
Segment1Loose&Fixed
1段内外弧
1200
2020
2840
1350
2170
2990
LOOP07
Segment2&3Fixed
2和3段外弧
1200
2020
2840
1350
2170
2990
LOOP08
Segment2&3Loose
2和3段内弧
1200
2020
2840
1350
2170
2990
LOOP09
Segment4&5Fixed
4和5段外弧
1200
2020
2840
1350
2170
2990
LOOP10
Segment4&5Loose
4和5段内弧
1200
2020
2840
1350
2170
2990
LOOP11
Segment6&7Fixed
6和7段外弧
1120
1880
2640
1265
2025
2785
LOOP12
Segment6&7Loose
6和7段内弧
1120
1880
2640
1265
2025
2785
LOOP13
Segment8Fixed
8段外弧
1120
1880
2640
1265
2025
2785
LOOP14
Segment8Loose
8段内弧
1120
1880
2640
1265
2025
2785
AccordingtotheTable21values,intheTable22itisreportedthewet-widthcoefficienttobeappliedtothesecondarycoolingspecificflow-ratesforeachsteelgroup.ThevaluesreportedinTable22havetobeinputdirectlyinPLCprogram,neitherinLevel2norinLevel1HMI.
根据表21的值,表22给出了不同钢种的具体的水流量的喷淋宽度因子。
表22的值直接输入到PLC的程序中,而不是在二级机上或HMI
Thewaterflow-ratecalculationfordifferentwidthzonesopenedisautomaticallyperformedbytheLevel1systemasexplainedinthefollowingexample.TheopeningandtheclosingofMiddle&WidewidthzonesisautomaticallyperformedbytheLevel1systemaswell,accordingtothewidthadjustingtablereportedforeachsteelgroup.
不同宽度的水流量的计算是通过一级机系统执行,下面给出了一个例子。
中部和宽面的宽度区的打开和关闭也有一级机系统执行。
Table22:
Loopwet-widthcoefficienttobeappliedtothewaterflow-rate喷淋宽度因子
WETWIDTHCOEFFICIENT[m]
喷流宽度因子(m)
LOOP
回路
MACHINEZONE
拉矫机区域
Narrow
窄面
Middle
中部
Wide
宽面
LOOP01
Broadface宽面
3.390
LOOP02
NarrowfaceLeft左侧
1.000
LOOP03
NarrowfaceRight右侧
1.000
LOOP04
Toppartbender
弯曲段上部
0.996
0.877
0.877
LOOP05
Bottompartbender
弯曲段下部
0.996
0.877
0.877
LOOP06
Segment1Loose&Fixed
1段内外弧
1.200
0.820
0.820
LOOP07
Segment2&3Fixed
2&3段外弧
1.200
0.820
0.820
LOOP08
Segment2&3Loose
2和3段内弧
1.200
0.820
0.820
LOOP09
Segment4&5Fixed
4和5段外弧
1.200
0.820
0.820
LOOP10
Segment4&5Loose
4和5段内弧
1.200
0.820
0.820
LOOP11
Segment6&7Fixed
6和7段外弧
1.120
0.760
0.760
LOOP12
Segment6&7Loose
6和7段内弧
1.120
0.760
0.760
LOOP13
Segment8Fixed
8段外弧
1.120
0.760
0.760
LOOP14
Segment8Loose
8段内弧
1.120
0.760
0.760
1.1.3Middle&Wideflowratecontrol中部和宽面水流量控制
EachairmistLoop(from4to14)issplitintothreezonesaccordingtothewidthoftheslab:
NarrowZone,Middle&WideZone.
每个气雾喷嘴回路(4到14)根据铸坯的宽度被划分为三个区:
窄面、中部、宽面
ForNarrowzonethespecificflowrate(l/min/m)willbegiveninthededicatedtableforeachsteelgrade.
窄面具体的水流量(l/min/m)针对每个钢种有特定的表格给出。
MiddleandWidezonespecificflowrateisconnectedwithNarrowzonespecificflowrateofthesameLoopaccordingtoalineardependencebytheslabwidth.
中部和宽面的水流量与同一回路的窄面流量联系在一起。
Where:
其中:
∙
isthespecificflowrateinl/min/m具体的水流量
∙
standsforNarrow,MiddleorWideZone代表窄面区、中部区或宽面区
∙
isthecoefficientforflowratereductionofzonez,atwidth
在板坯宽度下,区域z内水流量的减小因子?
∙
istheslabwidthforlinearinterpolation用于线性内插的板坯宽度
∙
isthecurrentslabwidth(mouldbottomvalue)实际板坯的宽度(结晶器下宽)
1.1.4
LooseandFixedsideflowratedistribution内外弧水流量的分布
AccordingtoDDDexperiencetheratiobetweenfixedandloosesideisdividedaccordingtothepositioninforthesegmentinthestrand.
根据经验,在内外弧之间的分配率时由扇形段的位置决定的。
Thewaterflow-ratedistributionbetweenthefixedandloosesideishencereportedinTable23forreferenceonly,sinceithasnottobeinputinanyLevel2dataset.
显示在表23中的内外弧水流量的分配只作为参考,因为它将不会输入到二级信息设置中去。
Table23:
Waterdistributionbetweenlooseandfixedsideineachsegment各个扇形段内外弧的水量的分配
LOOPNO.
回路
MACHINESECTION
拉矫机区域
Waterdistribution
水量分布
LOOP01
Broadface宽面
100%
LOOP02
NarrowfaceLeft左侧
100%
LOOP03
NarrowfaceRight左侧
100%
LOOP04
Toppartbender弯曲段上部
100%
LOOP05
Bottompartbender
弯曲段下部
100%
LOOP06
Segment1Loose&Fixed
1段内外弧
100%
LOOP07
Segment2&3Fixed
2和3段外弧
56%
LOOP08
Segment2&3Loose
2和3段内弧
44%
LOOP09
Segment4&5Fixed
4和5段外弧
62%
LOOP10
Segment4&5Loose
4和5段内弧
38%
LOOP11
Segment6&7Fixed
6和7段外弧
67%
LOOP12
Segment6&7Loose
6和7段内弧
33%
LOOP13
Segment8Fixed
8段外弧
67%
LOOP14
Segment8Loose
8段内弧
33%
1.1.5
Openingandclosingquotesforsecondaryloops二冷回路的打开和关闭位置
ThesecondarycoolingloopsareopenedonebyoneduringSTARTCASTSEQUENCE,dependingonthepositionofthedummybarheadduringextraction.
在开浇过程中二冷回路一个接一个打开,这取决于引锭头的位置
ThesecondarycoolingloopsareautomaticallyclosedonebyoneduringTAILOUTSEQUENCE,dependingonthepositionoftheslabtailduringextraction
在拉尾坯过程中,二冷回路自动一个接一个关闭,取决于铸坯尾部的位置。
IntheTable24therearereportedthequotesforloopsopeningwhenthedummybarheadisachievingthecorrespondingquote,andloopclosingwhentheslabtailisachievingthecorrespondingquote.
表24给出当引锭头达到相应的位置时回路的打开;当尾部到达相应位置时回路关闭
Table24:
MachinequotesforsecondaryloopsopeningatStartCastsequence,ClosingatTAILOUTSEQUENCE
LOOPOPENING
&
CLOSINGOFFSET
回路打开与关闭的偏差量
LOOPUPPERQUOTE(*)
回路上部位置
OPENING
CLOSING
OPENINGOFFSET(respecttoLoopStart)
打开余量
QUOTEOFDUMMYBARHEADFORLOOPOPENING(*)
回路打开时引锭头位置
CLOSINGOFFSET(respecttoLoopEnd)
关闭余量
QUOTEOFSLABTAILFORLOOPCLOSING(*)
回路关闭时铸坯尾部的位置
[mm]
[mm]
[mm]
[mm]
[mm]
TopofCuplate
铜板上缘
0
-
-
-
-
Loop01
1000
Atmachinestart
拉矫机启动
0
1240
Loop02
1000
Atmachinestart
拉矫机启动
0
1240
Loop03
1000
Atmachinestart
拉矫机启动
0
1240
Loop04
1240
Atmachinestart
拉矫机启动
0
2680
Loop05
2680
500
2180
0
4217
Loop06
4217
500
3717
0
5889
Loop07
5889
500
5389
0
9233
Loop08
5889
500
5389
0
9233
Loop09
9233
500
8733
0
12597
Loop10
9233
500
8733
0
12597
Loop11
12597
500
12097
0
16377
Loop12
12597
500
12097
0
16377
Loop13
16377
500
15877
0
18267
Loop14
16377
500
15877
0
18267
(*)Note:
thequotesarereferredtothepasslinefromtopofmouldCupperplate.
注意:
位置指的是距离铜板上缘的距离
Inordertoguaranteethewaterpipeworkingfullsincetheverybeginning,whentheloopopensthevalvesisforcedtoopen100%for10s.Furthermore,theloopisopenedinadvance(i.e.beforetheheadentersintheloopzone)sowhentheheadisenteringintheloop,thecorrectflow-rateisassured.
为了保证水管能过满负荷工作,在开始时,回路的所有阀强制打开到100%并维持10s。
此外,当头部进入回路时,回路事先打开(如当头部进入回路区时)并确保流量正确。
Thesecondarycoolingvalvesforairwillclose10safterthewatervalvesinordertoflushthenozzlesfromwater.
二冷水阀冲洗喷嘴10s后会关闭。
1.1.6
Airandwaterflow-ratesforsecondaryloop二冷回路的气体流量
Theairforsecondarycoolingnozzlesiscontrolledinpressureandthedatasetvaluesarereportedinthecorrespondingparagraphforeachsteelgrade.Airpressureiscontrolledinordertooptimizetheairmistperformanceofthenozzlesinalltheusagerange.
二冷喷嘴的气体由压力控制,设置值根据钢种在对应的章节给出。
气体压力的控制是为了最优化整个过程的气雾性能。
InthefromTable25totherearereportedtheairflowratevs.waterflow-rateforeachsecondaryloop,parameterizedonairpressureselectionmadebyL2accordingtoeachsteelgrade.Thisregulationisindependentbythesteelgradeandthickness,itonlyreferstotheinnernozzleperformance.
表25给出了每个二冷回路中的气体流量和水流量,根据钢种参数化的气体压力由二级机给出。
该调节与钢种和厚度无关,只与喷嘴性能有关。
Table25:
Airpressurevs.waterflow-ratefornozzlecontrolofdifferentsecondaryloops–AIRPRESSURE1bar
不同二冷回路气体压力对水流量—气体压力1bar
Waterflowratelimitsforcurveresolution[l/min/m]
水流量的曲线范围
MIN最小
0
0
0
0
0
0
0
0
0
0
0
MAX最大
700
600
360
450
340
450
340
400
200
200
100
LOOP4
LOOP5
LOOP6
LOOP7
LOOP8
LOOP9
LOOP10
LOOP11
LOOP12
LOOP13
LOOP14
curvepoints
曲线数据点
Airflowrate[Nm3/h/m]–AIRPRESSURE1bar
气体流量—气压1bar
1
380.3
365.1
194.4
214.5
175.1
214.5
175.1
210.7
102.5
105.4
51.2
2
341.8
323.8
174.9
191.8
154.9
191.8
154.9
189.3
95.2
94.6
47.6
3
303.2
282.6
155.3
169.1
134.6
169.1
134.6
167.8
87.9
83.9
44.0
4
264.7
241.3
135.8
146.4
114.4
146.4
114.4
146.4
80.6
73.2
40.3
5
226.2
200.1
116.3
123.6
94.1
123.6
94.1
125.0
73.4
62.5
36.7
6
182.8
153.0
96.7
99.0
74.1
99.0
74.1
102.9
66.1
51.4
33.0
7
135.8
108.1
75.8
73.0
54.4
73.0
54.4
78.9
58.1
39.4
29.0
8
87.8
67.8
55.5
47.7
36.1
47.7
36.1
51.3
48.1
25.6
24.0
9
46.6
37.6
36.5
25.5
22.9
25.5
22.9
30.1
35.7
15.0
17.9
10
22.4
23.9
21.7
15.7
15.1
15.7
15.1
13.0
22.7
6.5
11.3
11
16.4
17.4
14.6
7.9
10.1
7.9
10.1
4.4
11.9
2.2
5.9
Table26:
Airpressurevs.water


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- DANIELI 兴澄宽板连铸机 资料
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
几款流行的童装.docx
-
滑板项目分析说明.docx
-
军人如何培养健康的心理doc.docx
-
濮阳车祸赔偿项目及标准计算方式.docx
-
假期管理规定.docx
-
关于微笑的作文开头10篇.docx
-
黄金从业资格考试练习题.docx
-
看日落作文15篇范文.docx
-
科技项目合同.docx
-
价格鉴证师执业资格考试《经济学和价格学基础理论》全真模拟试题及答案七.docx
-
广州中考英语模拟卷含答案.docx
-
普通高等学校招生全国统一考试福建卷英语 带解析.docx
-
回忆青春的唯美句子.docx
-
父亲的年阅读理解答案.docx
-
口腔组织病理学习题.docx
-
锅炉工班长工作总结及工作计划.docx
-
七年级历史复习填空.docx
-
汉王智能停车管理系统技术解决方案.docx
-
敬老爱老广播稿.docx
