 第7章正交试验设计的极差分析.docx
第7章正交试验设计的极差分析.docx
- 文档编号:8740199
- 上传时间:2023-02-01
- 格式:DOCX
- 页数:21
- 大小:79.07KB
第7章正交试验设计的极差分析.docx
《第7章正交试验设计的极差分析.docx》由会员分享,可在线阅读,更多相关《第7章正交试验设计的极差分析.docx(21页珍藏版)》请在冰豆网上搜索。
第7章正交试验设计的极差分析
第7章正交试验设计的极差分析
正交试验设计和分析方法大致分为二种:
一种是极差分析法(又称直观分析法),另一种是方差分析法(又称统计分析法)。
本章介绍极差分析法,它简单易懂,实用性强,在工农业生产中广泛应用。
7.1单指标正交试验设计及其极差分析
极差分析法简称R法。
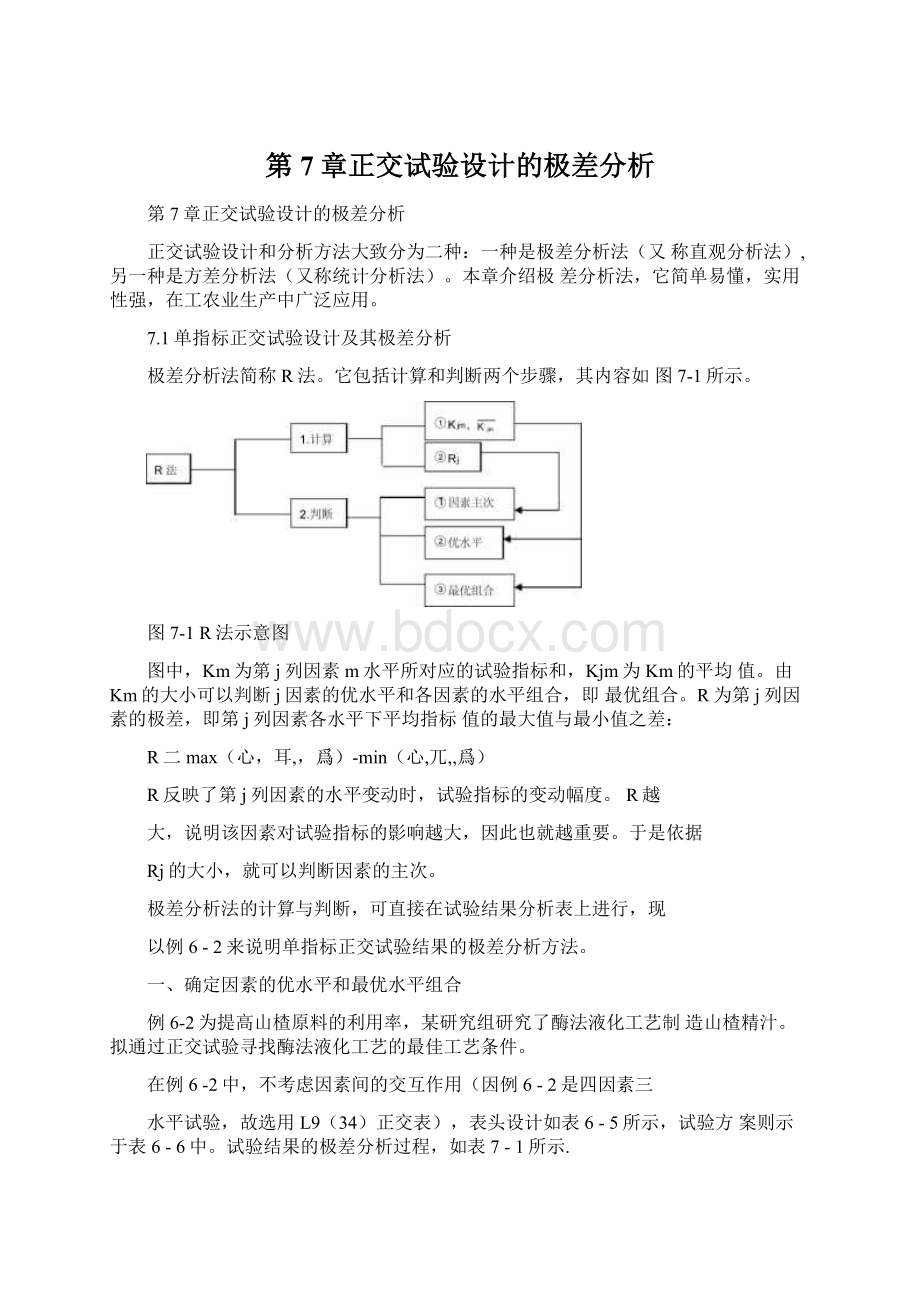
它包括计算和判断两个步骤,其内容如图7-1所示。
图7-1R法示意图
图中,Km为第j列因素m水平所对应的试验指标和,Kjm为Km的平均值。
由Km的大小可以判断j因素的优水平和各因素的水平组合,即最优组合。
R为第j列因素的极差,即第j列因素各水平下平均指标值的最大值与最小值之差:
R二max(心,耳,,爲)-min(心,兀,,爲)
R反映了第j列因素的水平变动时,试验指标的变动幅度。
R越
大,说明该因素对试验指标的影响越大,因此也就越重要。
于是依据
Rj的大小,就可以判断因素的主次。
极差分析法的计算与判断,可直接在试验结果分析表上进行,现
以例6-2来说明单指标正交试验结果的极差分析方法。
一、确定因素的优水平和最优水平组合
例6-2为提高山楂原料的利用率,某研究组研究了酶法液化工艺制造山楂精汁。
拟通过正交试验寻找酶法液化工艺的最佳工艺条件。
在例6-2中,不考虑因素间的交互作用(因例6-2是四因素三
水平试验,故选用L9(34)正交表),表头设计如表6-5所示,试验方案则示于表6-6中。
试验结果的极差分析过程,如表7-1所示.
表6-4因素水平表
加水量
加酶量
酶解温度
酶解时间
水平\因素
(ml/100g)
(ml/100g)
(9)
(h)
A
B
C
D
1
10
1
20
1.5
2
50
4
35
2.5
3
90
7
50
3.5
表6-6试验方案及结果
试验号
因素
试验结果
液化率(%)
A
B
C
D
1
1(10)
1
(1)
1(20)
1(1.5)
0.00
2
1
2⑷
2(35)
2(2.5)
17.0
3
1
3⑺
3(50)
3(3.5)
24.0
4
2(50)
1
2
3
12.0
5
2
2
3
1
47.0
6
2
3
1
2
28.0
7
3(90)
1
3
2
1.00
8
3
2
1
3
18.0
9
3
3
2
1
42.0
试验指标为液化率,用y表示,列于表6-6和表7-1的最后一一
表7-1试验方案及结果分析
试验号
因
素
试验结果
液化率(%)
A
B
C
D
1
1(10)
1
(1)
1(20)
1(1.5)
0.00
2
1
2⑷
2(35)
2(2.5)
17.0
3
1
3⑺
3(50)
3(3.5)
24.0
4
2(50)
1
2
3
12.0
5
2
2
3
1
47.0
6
2
3
1
2
28.0
7
3(90)
1
3
2
1.00
8
3
2
1
3
18.0
9
3
3
2
1
42.0
K
41.0
13.0
46.0
89.0
迟=189.0
K2
87.0
82.0
71.0
46.0
K3
61.0
94.0
72.0
54.0
K;
13.7
4.3
15.3
29.7
K7
29.0
27.3
23.7
15.3
20.3
31.3
24.0
18.0
优水平
A
C3
D
Rj
15.3
27.0
8.7
14.4
主次顺序
BADC
计算示例:
因素A的第1水平Ai所对应的试验指标之和及其平均值分别为:
1
K\i=yi+y2+y3=0+17+24=41,Kai=—KAi=13.7
3
同理,对因素A的第2水平A和第3水平A,有
1KA2=y4+y5+y6=12+47+28=87Ka2=-Ka2=29
3
1
KA3=y7+y8+y9=1+18+42=61,KA3Ka3=20.3
3
由表7-1或表6-6可以看出,考察因素A进行的三组试验中
(A,A2,A3),B、CD各水平都只出现了一次,且由于BC、D间无交互作用,所以B、CD因素的各水平的不同组合对试验指标无影响,因此,对A、A和A来说,三组试验的试验条件是完全一样的。
假如因素A对试验指标无影响,那么石,兀,心应该相等,但由上面的计标可知,实际上并不相等,显然,这是由于因素A的水平变化引起的,因此,心,瓦2,瓦;的大小反映了A、A和A对试验指标影响的大小。
由于液化率y越大越好,而兀k^3•心,所以可判断A为因素A的优水平。
同理,可判断因素BC、D的优水平分别为B、C3、D。
所以,优水平组合为ABGD,即最优工艺条件为加水量A=50ml/100g、加酶量B=7ml/100g、酶解温度G=50。
C和酶解时间D=1.5小时。
二、确定因素主次顺序
极差R按定义计算,如
Ra=KA2一KA厂29.0一13.7二15.3,
Rb尺-爲>31.—27.0
同理可求出RC和FD.计算结果列于表7-1中。
比较R值可知FB>FA>FD>FC,所以试验因素对试验指标的影响的主次顺序为BADC即加酶量影响最大,其次是加水量和酶解时间,而酶解温度的影响最小。
三、绘制因素与指标趋势图
为了更直观地反映因素对试验指标的影响规律和趋势,用因素的水平作横坐标,试验指标的平均值(Kj)作纵坐标,画出因素与指标的关系图(即趋势图),如图7-2所示.(p137)
趋势图可为进一步试验时选择因素水平指明方向.如对因素A,由图7-2可见,A2水平时,指标最咼,但若能在A附近再取一些水平(如40、60)作进一步试验,则有可能取得更高的指标;对D因素,若能取一些比D更小的水平(如1.0和0.5)作进一步试验,也有可能得到更好的结果.
以上三个步骤即为极差分析的基本程序与方法.
四、说明与讨论
1.计算结果的检验:
每一列的K之和应等于全部试验结果(即指标值)
mn
之和,即Kjyj,m为水平数,n为试验总实施次数.
tjm
2.因素的最优水平组合,在实际处理中是灵活的,即对于主要因素,一
定要选最优水平;而对次要因素,则应权衡利弊,综合考虑其它条件进行水平选取,从而得到最符合实际生产的最优或较优生产工艺条件.
3.例6-2的最优工艺条件ABGD并不在实施的9个试验之中.这表明优化结果不仅反映了已做的试验信息,而且反映了全面试验信息.因此,正交试验设计的部分实施方案反映了全面试验信息.
4.例6-2得出的最优工艺条件,只有在试验所考察的范围内才有意义,超出这个范围,情况就可能发生变化。
另外,只能说是“较优工艺条件”,而不能说是“最优工艺条件”.最好能根据趋势图做进一步试验找出最靠近最优的工艺条件.
5.对已确定的最优工艺条件(如例6-2的ABGD)进行重复试验,验证其试验指标是否最优.
7.2多指标正交试验设计及其极差分析
在实际生产和科研试验中,所要考察的指标往往不止一个,这一类的试验设计叫做多指标试验设计.在多指标试验设计中,各指标之间可能存在一定的矛盾,如何兼顾各个指标,找出使每个试验都尽可能好的试验条件呢?
换言之,应如何分析多指标试验设计的结果呢?
常用的有两种方法:
综合平衡法和综合评分法.下面举例说明综合平衡法的分析方法.
这种方法在试验方案安排和各指标计算分析方法上,与单指标试验完全一样.其步骤是先分别找出各个指标最优或较优的生产条件,然后将这些生产条件综合平衡,找出兼顾每个指标都尽可能好的生产条件.
例7-1在油炸方便面的生产中,主要原料质量和主要工艺参数对产品的质量有影响。
今欲通过正交试验确定最佳生产条件。
一.试验方案设计
1.确定试验指标
评价方便面质量好坏的主要指标是:
脂肪含量(越低越好),水分
含量(越高越好)和复水时间(越短越好)
2.挑因素,选水平,列出因素水平表
根据专业知识和实际经验,确定试验因素和水平,如表7-2所示
表7-2因素水平表
水平因素
湿面筋值(%)
A
改良剂用量(%)
B
油炸时间(s)
C
油炸温度(9)
D
1
28
0.05
70
150
2
32
0.075
75
155
3
36
0.10
80
160
3.选正交表,设计表头,编制试验方案
本试验是四因素三水平试验,不考虑因素间的交互作用,因此,可应选L9(34)安排试验,表头设计和试验方案见表7-3(p140)。
按上述方案实施后,将每一项试验指标都记录下来,见表7-3
注:
对极差分析可以这样选正交表,但对方差分析应留有空列,以便估计试验误差.
表7-3试验方案及结果分析
因
素
试验结果
试验号
A
B
C
D
脂肪
(%)
水分
(%)
复水时间
(s)
1
1(28)
1(0.05)
3(80)
2(155)
24.8
2.1
3.5
2
1
2(0.075)
1(70)
1(150)
22.5
3.8
3.7
3
1
3(0.10)
2(75)
3(160)
23.6
2.0
3.0
4
2(32)
1
2
1
23.8
2.8
3.0
5
2
2
3
3
22.4
1.7
2.2
6
2
3
1
2
19.3
2.7
2.8
7
3(36)
1
1
3
18.4
2.5
3.0
8
3
2
2
2
19.0
2.0
2.7
9
3
3
3
1
20.7
2.3
3.6
K
K2
70.9
65.5
67.0
63.0
60.2
66.4
67.0
63.1
送=194.5
旨方J二八-_二
K3
58.1
63.6
67.9
64.4
K
23.6
22.3
20.1
22.3
含
量
21.8
21.3
22.1
21.0
19.4
21.2
22.6
21.5
R
4.2
1.1
2.5
1.3
K
7.9
7.4
9.0
8.9
迟=21.9
K2
7.2
7.5
6.8
6.8
水分
K3
6.8
6.9
6.1
6.2
K
2.63
2.47
3.00
2.97
含
量
2.40
2.50
2.27
2.27
2.27
2.30
2.03
2.07
R
0.36
0.20
0.97
0.90
K
10.2
9.5
9.5
10.3
Z=27.5
K2
8.0
8.6
8.7
9.0
复
K3
9.3
9.4
9.3
8.2
水
K
3.40
3.17
3.17
3.43
时间
2.67
2.87
2.90
3.00
K3
3.10
3.13
3.10
2.73
R
0.73
0.30
0.27
0.70
二.试验结果分析
1.计算每列各水平下每种试验指标的数据和(K,K2,K3),及其平均值(心,心,心),并计算极差R,填入表7-3中。
2.画出因素与各种指标的趋势图,如图7-3所示(p140)
3.按极差大小列出各指标下各因素主次顺序:
各因素主次顺序表
主--次
脂肪含量(%)水分含量(咧复水时间(s)
4.初选最优工艺条件
根据各指标下的平均数据和K1,k;,K;,初步确定各因素的最优水
平组合为:
5.综合平衡确定最优工艺条件(难点)!
••・・
由于三个指标单独分析出来的最优条件并不一致,所以必须根据因素对三个指标影响的主次顺序,综合考虑,确定出最优条件。
首先,把水平选取上没有矛盾的因素的水平定下来,即如果对三个指标影响都重要的某一因素,都是取某一水平时最好,则该因素就是选这一水平。
在本试验中无这样的因素,因此我们只能逐个考察每一因素。
对因素A:
从主次顺序来看,对脂肪含量和复水时间的影响都排
在第一位为主要因素,而对水分含量的影响则排在第三位,属次要因素,因此,应以主要因素为主选因素的水平。
从初选的最优水平组合中可以看出,对脂肪含量选A3为好,而对复水时间,则选A为好。
因为二者不一致,所以还须根据试验结果分析确定选A还是A从表7-3可知,当取A时,复水时间比取A时缩短16.1%(有利),即[(2.67-3.10)-2.67]X100%=-16.1%而脂肪含量只比取A时增加
11.0%(不利),即[(21.8-19.4)-21.8]X100%=11.0%且从水分含
量指标来看,取A也比取A3时更好,因此,应选取A水平。
注:
当取A时,脂肪含量比取A时降低12.4%(有利),即(19.4-21.8)/19.4X100%=-12.4%,复水时间比取A时增加13.9(不利),即(3.10-2.67)/3.10X100%=13.9%
综合平衡
a
不利
有利
A
11.0%
16.1%
A
13.9%
12.4%
•••对“有利”部分,A2>Aj;对“不利”部分,A2 对因素B: 从主次顺序表中可见,对脂肪含量和水分含量的影响均排在最后,属次要因素;对复水时间的影响排在第三位,所以,应以复水时间这一指标来考虑。 再从初选最优水平组合中可知,对复水时间选R为好,故B应取R。 对因素C: 从主次顺序表中和初选最优水平中可知,C对水分含 量的影响排在第一位,对脂肪含量的影响排在第二位,且都是取C 为好;而对复水时间的影响则排在最后一位,属次要因素,故C应取 G° 对因素D: 对水分含量和复水时间的影响均排在第二位;而对脂 肪含量的影响则排在第三位,属次要因素。 对复水时间而言,选D 较好;而对水分含量而言,则选D为好。 所以,D应选D或D3。 但取D时,从表7-3可见,虽然水分含量最高,但复水时间最长,并且脂肪含量最高,而D对这两项指标的影响也是比较主要的(在主次顺序表中排在第二、三位),综合考虑,D应选D3°〔此时,复水时间最短,脂肪含量接近(K3与K2很接近),对这两个指标都有利;但水分含量此时低,不利〕---这是书上的解释方法! ! ! 以上分析方法称为综合平衡法° 所以,本试验的较优工艺条件为A2B2C1D3。 由因素水平可知,此时湿面筋值为32%,改良剂用量为0.075%,油炸时间为70s,油炸温度为160C.最后,应在该条件下,进行验证试验,看其指标是否在所有试验中为最优. 讨论: 上述对选D还是选D3的讨论,侧重于定性.下面,从完全定量的角 •• 度讨论如何选D的水平. 水分含量: 2.97一2.07100%=30.3%(有利) 复水时间: 3.43-2.73 3.43 100%=20.4%(不利) 2.97 脂肪含量: 22321.5ioo%=3.6%(不利) 22.3 ②选D时水分含量: 2.07—297io。 %—43.5%(不利) 207 复水时间: 273-3.43io。 %=「25.6%(有利) 2.73 脂肪含量: 21.522.3100%__3.7%(有利) 21.5 由此可见,选D时,“有利”>“不利”;选D3时,“不利”>“有利”.并且D(有利)>Da(有利之和绝对值),Di(不利之和) 最后,应该再进行ABCDi和ABCC3两次试验,由试验结果决定D好还是D好! 实践是检验真理的唯一标准! 7.3混合型正交表的试验设计极差分析 前面讨论的都是水平数Ln(mk)相同的正交试验设计.但在实际工作中,有些试验受到设备、原材料和生产条件等限制•某些因素的水平选择受到制约,或者在有些试验中,要重点考察某个(或某些)因素需要多取几个水平,这时就会遇到水平数不同的正交试验设计.在这种情况下,通常有三种解决方法: 一是直接选用合适的混合型正交表;二是采用拟水平法;三是采用拟因素法.我们现在只讨论第一种方法,即使用混合型正交表Ln(mik1m22)进行正交试验设计. 例7-2某油炸膨化食品的体积与油温、物料含水量及油炸时间有关,为确保产品质量,提出工艺要求。 现通过正交试验设计寻求理想的工艺条件。 一.试验方案设计 1.确定试验指标 本试验的指标为油炸膨化食品的体积,体积越大越好. 2.挑因素、选水平、制定因素水平表 根据专业知识,制定因素水平表如7-4所示,因素A取4个水平,因素B和C各取2个水平,所以属于水平数不相等的正交试验设计. 表7-4因素水平表 水平因素 油炸温度(9) A 物料含水量(%) B 油炸时间(s) C 1 210 2.0 30 2 220 4.0 40 3 230 4 240 3.选正交表、设计表头、编制试验方案 本试验宜选用L8(41X24)正交表安排试验,表头设计时,把A因素放在第一列,其余两个因素可随意安排在四个二水平列中,比如依次 排在第二、三列中,把所安排因素的各列的水平数字后标上相应因素的具体水平值,即得出试验方案,如表7-5所示. 按表7-5试验方案实施后,所得试验结果列于表7-5中的最后一列. 表7-5试验方案及结果分析 试验号 油温A 含水量B 时间C 体积Xi (cm3/100g) 1 2 3 4 5 1 1(210) 1(2.0) 1(30) 1 1 210.0 2 1 2(4.0) 2(40) 2 2 208.0 3 2(220) 1 1 2 2 215.0 4 2 2 2 1 1 230.0 5 3(230) 1 2 1 2 251.0 6 3 2 1 2 1 247.0 7 4(240) 1 2 2 1 238.0 8 4 2 1 1 2 230.0 K1 418.0 914.0 902.0 1=1829.0 & 445.0 915.0 927.0 K3 498.0 K4 468.0 209.0 228.5 225.5 心 222.5 228.75 231.75 249.0 石 234.0 R 40.0 0.25 6.25 1 R 25.46 0.355 8.875 二.试验结果分析 1.计算各列各水平下的K、K及R 由于各列的水平数不完全相同,所以K和K的计算略有差异. 第1列: 由于有四个水平数,所以要计算四个K与Q每个K由二个数据相加得到,因此K=K/2. 例如: KA=210.0208.0=418.0,K凡=KA/2=418.0"2=209.0 R=249.0-209.0=40.0 第2、3列: 由于只有两个水平,所以只要计算两个K与k_,每个K由四个数据相加得到,因此K=K/4. 例如: KBi^210.0215.0251.0238.^914.0 Kbi=Kb’/4=914.0/4=228.5 R=228.75-228.5=0.25 按上述方法计算出各列各水平下的K、K以及R值,列于表7-5中. 2.计算R的折算值R(极差R的折算) 当因素的水平数相同时,因素的主次顺序完全由R决定.但当因素的水平数不同时,直接比较R是不行的.这是因为,若两个因素对试验指标有影响,一般来说,水平数多的因素极差可能大一些.因此,要用一个系数把极差R折算后才能作比较.极差的折算公式如下: R=dR.r 式中R--折算后的极差; R--因素的极差; r--该因素每个水平试验的重复数,r=-; m d--折算系数,与因素的水平数有关,其值见表7-6。 表7-6折算系数表mrd「R- 水平数m 2345678910 折算系数d 0.710.520.450.400.370.350.340.320.31 本例中,R的折算如下: Ra=0.4540'2=25.46 RB=0.710.254=0.355 Rc=0.716.25一4=8.875 计算结果列于表7-5中. 3.根据R大小确定因素的主次顺序 主--〉次 ACB 即油炸温度对实验指标的影响最大,其次是油炸时间,而物料含水量的影响最小。 4.画出因素指标趋势图,如图7-4所示(p146) 5.选各因素的最优水平及最优水平组合 比较各因素各水平下的K值(本例中K越大越好),并参考因素指标趋势图,得出最优水平组合为A3B2C2或ABG,即油炸温度230摄氏度,油炸时间40秒,物料含水量对试验指标影响很小,故取2%或4%都可以,视具体情况而定。 由表7-5可见,若最优水平组合ABC2,则该试验即表中的第5号试验,实验指标值即膨化体积为251.0cm3/100g,为表中所列最大值;若最优水平组合为ABG,则需再实施一次该水平组合下的试验,作为验证。 7.4考察交互作用的正交试验设计及极差分析一、交互作用的概念 前面介绍的正交试验设计与试验结果的分析方法,都是指因素间没有(或不考虑)交互作用的情况,实际上,在许多试验中,不仅因素对指标有影响,而且因素之间还会联合搭配起来对指标产生影响。 所以,因素对试验产生的总效果,是由每一个因素对试验的单独作用再加上各个因素之间的搭配作用决定的。 这种因素间的联合搭配对试 验指标产生的影响作用,称为交互作用。 例如,我们要考虑化学反应的温度(A)与时间(B)对产品收率的影响,温度和时间都取二个水平,即AA2和BB2。 在各AB组合条件的平均产品收率,可能有如下三种情况: (1)不论B因素


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 正交 试验 设计 极差 分析
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《Java程序设计》考试大纲及样题试行.docx
《Java程序设计》考试大纲及样题试行.docx
-
《工业企业管理》自学任务书.docx
-
《短歌行》原文翻译及赏析.docx
-
《跳水》教案3.docx
-
《基于MATLAB的信号与系统实验指导》编程练习.docx
-
《你是最棒的》教学设计.docx
-
《选修4化学反应原理》知识点总结整理超全.docx
-
2环境应急监测试题资料.docx
-
《自动化仪表工程施工及验收规范》GB50093仪表安装检验批.docx
-
09年法律硕士民法预热辅导第2102讲完整篇doc.docx
-
6阅读能力阅读方法指什么.docx
-
《豆蔻镇的居民和强盗》读后感.docx
-
CMYK色值参考.docx
-
3121护理查对制度.docx
-
《草莓》课堂教学课件5篇.docx
-
CCNA完整知识点.docx
-
《合理安排时间》说课稿.docx
-
18我的伯父鲁迅先生.docx
-
3dmax授课计划doc.docx
-
《中共中央国务院关于加快推进生态文明建设的意见》.docx
-
《永生的眼睛》练习题附答案.docx
-
flow3d官方培训教程中的实例中文说明.docx
-
《宪法》《监察法》应知应会100题含答案.docx
-
EMS基础知识综合练习复习资料.docx
-
100以内退位减法500道带竖式空间可直接打印.docx
-
207声屏障施工组织设计.docx
-
30个科学小常识教学提纲.docx
-
JGJ59建筑施工安全检查标准评分表全套.docx
-
12幼儿园保育员培训活动记录表.docx
-
minecraft匠魂教程.docx
-
c语言课程设计学生成绩管理系统.docx
-
0503新闻传播学基本要求.docx
-
探寻中国传统绘画水墨与传统服饰的艺术结合形式.docx
-
室外架空电力线路施工方法.docx
-
医院后勤工作计划.docx
-
水文勘测工测试题含答案.docx
-
通风安全质量标准化标准.docx
-
推销作文6篇共30页.docx
-
小度写范文消防工程技术标施工组织设计技术标没有说明要施工组织设计模板.docx
-
数据库课程设计报告宿舍管理系统.docx
-
我国司法公信力缺失的原因分析.docx
-
突发公共卫生事件应急条例试题.docx
-
先进个人事迹 精选15篇.docx
-
体育保健学2.docx
-
优秀工作总结范文酒精测试仪设计技术总结.docx
-
英语歌谣.docx
-
有关黄鹤楼的导游词3篇完整版.docx
-
小学开学国旗下演讲稿范文五篇.docx
-
校园网建设现状.docx
-
柚汁复合饮料的研制毕业论文终稿.docx
-
投资什么最赚钱小本投资什么赚钱.docx
