 钢铁行业环境影响评价.docx
钢铁行业环境影响评价.docx
- 文档编号:8340610
- 上传时间:2023-01-30
- 格式:DOCX
- 页数:26
- 大小:2.38MB
钢铁行业环境影响评价.docx
《钢铁行业环境影响评价.docx》由会员分享,可在线阅读,更多相关《钢铁行业环境影响评价.docx(26页珍藏版)》请在冰豆网上搜索。
钢铁行业环境影响评价
钢铁行业生产工艺
我国钢铁行业作为基础工业经过结构调整、装备更新为主的快速发展,已形成了包括由矿山、烧结、焦化、炼铁、炼钢、轧钢以及相应的铁合金、耐火材料、炭素制品等多生产部门构成的庞大工业体系。
钢铁工业的特点是产业规模大、生产工艺流程长,从矿开采到产品的最终加工,需要经过很多生产工序,其中的一些主体工序资源、能源消耗量都很大,污染物排放量也比较大。
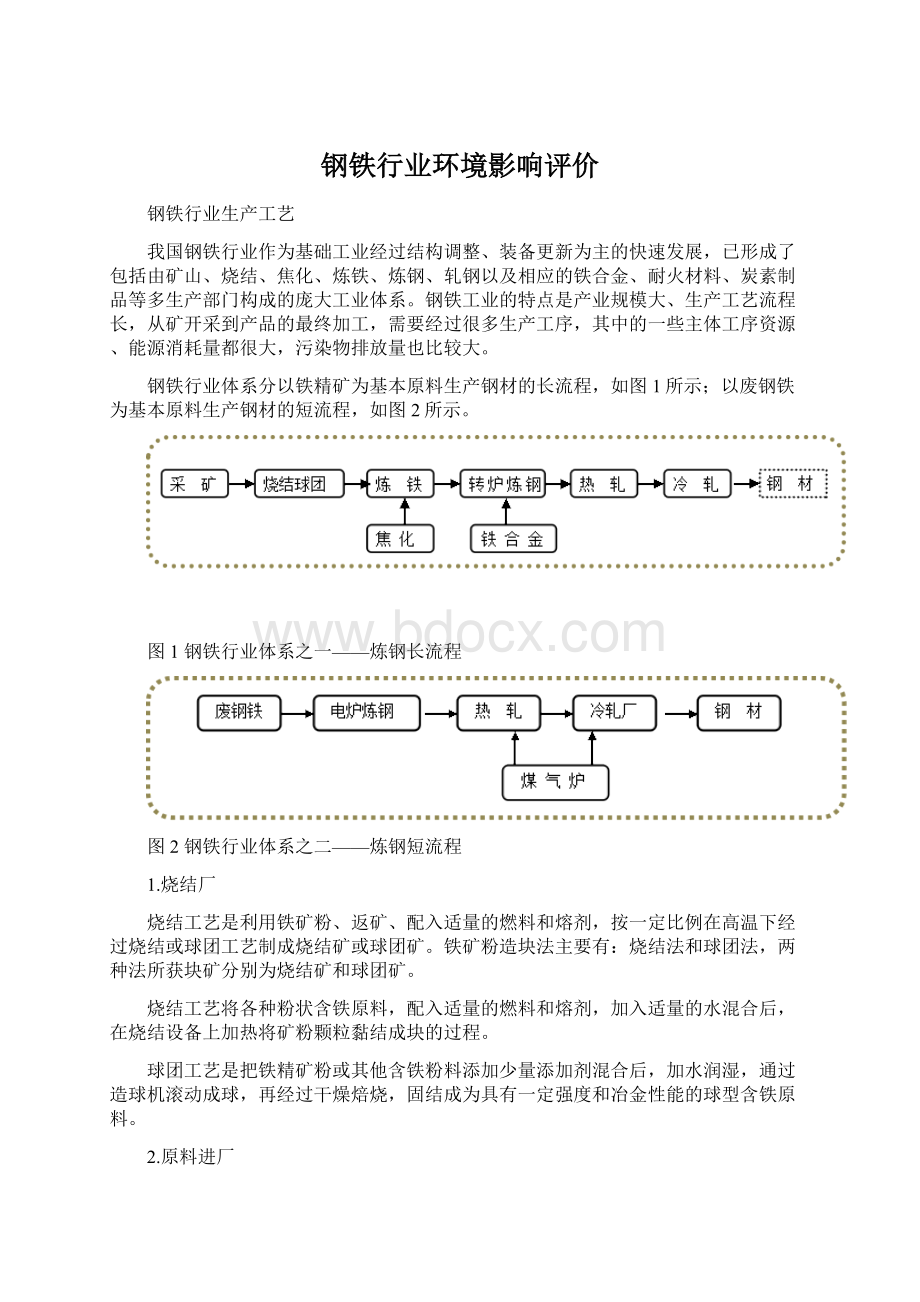
钢铁行业体系分以铁精矿为基本原料生产钢材的长流程,如图1所示;以废钢铁为基本原料生产钢材的短流程,如图2所示。
图1钢铁行业体系之一——炼钢长流程
图2钢铁行业体系之二——炼钢短流程
1.烧结厂
烧结工艺是利用铁矿粉、返矿、配入适量的燃料和熔剂,按一定比例在高温下经过烧结或球团工艺制成烧结矿或球团矿。
铁矿粉造块法主要有:
烧结法和球团法,两种法所获块矿分别为烧结矿和球团矿。
烧结工艺将各种粉状含铁原料,配入适量的燃料和熔剂,加入适量的水混合后,在烧结设备上加热将矿粉颗粒黏结成块的过程。
球团工艺是把铁精矿粉或其他含铁粉料添加少量添加剂混合后,加水润湿,通过造球机滚动成球,再经过干燥焙烧,固结成为具有一定强度和冶金性能的球型含铁原料。
2.原料进厂
铁矿粉和熔剂剂通过火车或汽车运进厂,卸至堆场或仓棚;
焦炭(或焦粉)、无烟煤通过火车或汽车运进厂,卸至堆场或仓棚;
其余辅料袋装通过汽车运进厂,卸至辅料仓库;
废钢铁通过汽车运进厂,卸至堆场;
液体燃料(重油或柴油)通过槽车进厂,卸至油罐;
堆场和仓棚用翻车机或人工卸料,用装载机聚堆。
铁矿粉通过传送带上料至精矿槽,焦炭和熔剂通过传送带上料至受料矿槽。
3.烧结工艺
烧结工艺流程包括原辅料(含铁原料、燃料、熔剂)的输入、破碎筛分(棍式、锤式破碎机、冷筛),配料(移动皮带,矿槽,园盘给料机,电子秤),拌合(配料桶),混合料通过混合料矿槽(摆动皮带)、泥辊(宽皮带)、九辊布料器铺到烧结机台车上。
带式烧结机是由头尾星轮带动的装有混合料的台车并配有点火、抽风装置的机械设备。
台车在头部加料并点火,至尾部卸料。
通过抽风机抽风烧结,在有效烧结长度,将混合料由上至下烧透,生成烧结矿。
烧结过程中还有一重要的风路系统,它的核心设备是主抽烟机。
烧结生产设备图
4.球团工艺
球团生产设备图
球团工艺分三步:
①将细磨精矿粉、熔剂、燃料和黏结剂(如皂土等约0.5%)等原料进行配料与混合;②在造球机配合料适当加水,滚成10~15mm的生球;③生球送入高温焙烧机(设备有竖炉、带式焙烧机、链箅机—回转窑三类)进行高温焙烧,焙烧成球团矿成品。
球团链篦机—回转窑流程、设备图
5.冷却工艺
烧结机焙烧出的烧结块再通过破碎、过筛分、除尘等环节,得到一定大小的烧结矿成品,同时分出矿粉。
高温焙烧机焙烧出的球团再经冷却、筛分得到成品球团矿。
烧结工艺的冷却有带式和环式两种,鼓风式带冷机是与各式烧结机(环烧、带烧、平烧)配套的高效通用烧结矿冷却设备。
鼓风环式冷却机是冶金企业大中型烧结机的主要配套设备。
经冷却的成品矿进入矿槽贮存待运,或直接经传送带送往高炉装料设备带配料。
带式冷却机和环式冷却机
6.炼铁车间
高炉炼铁工艺包括供料系统、上料系统、炉顶系统、粗煤气系统、炉体系统、出铁场系统、渣处理系统、热风炉系统和煤粉喷吹系统。
辅助系统包括铸铁机和修罐库。
7.供料上料
入炉的块矿(烧结矿、球团、块矿)焦炭分别有传输系统送入各自的矿槽,通过给料机、筛分后称量卸到供料皮带运至炉顶装料入炉。
筛后的焦粉由汽车运回烧结厂。
高炉上料设备图
8.高炉熔炼
装入料罐的铁矿、焦炭和熔剂通过料钟向下运动,从高炉下部风口鼓入预热空气(1000~1300℃),喷入燃料(油、煤或天然气等)。
原燃料向下降落,原料经过加热、还原、熔化、造渣、渗碳、脱硫等一系列熔炼、被还原成金属铁(铁水)。
熔炼产生大量高温高炉煤气向上运动,铁水从高炉底部的出铁口流出,铁渣从炉体下部出渣口排出。
熔炼好的铁水间断从出铁口流入铁水罐,出铁口会产生强烈的喷射烟气,铁水用铁水罐车送至铸铁机浇铸成铁锭或送至转炉炼钢。
从出渣口定期排出炉渣,炉渣经渣沟送入粒化槽,渣沟的粒化箱喷射冷却水使炉渣冷却成粒化,,过滤后的水渣经皮带运输机转运至渣场。
高炉炼铁设备示意图
9.热风、煤粉喷吹
热风炉以混合煤气为燃料,在烟气炉燃烧,送入高炉的空气经过热风炉加热至1000℃以上。
无烟煤经传送带送入磨机磨成煤粉,再送入高炉喷吹系统喷入炉。
热风炉、煤粉喷吹设备示意图
10.炼钢厂
长流程钢铁生产炼钢采用转炉炼钢,短流程钢铁生产炼钢采用电炉炼钢。
11.转炉炼钢
铁水由铁水罐运输倒至混铁炉,经脱硫、挡渣后,加入灰,另兑10﹪以下废钢,倒入转炉。
倒入转炉的铁水,吹入纯氧进行熔炼,使铁水中过量碳氧化,碳含量低于预定值时,停止吹炼出钢。
装料和出钢时炉身可以倾斜。
出钢时钢水注入钢水包,送连铸工序。
转炉氧化过程释放大量热能使炉达到足够高的温度。
转炉炼钢设备图
12.电炉炼钢
先将零散的废钢铁进行配料、挤压、剪切,进料前炉底应先铺占料重1.5%左右的灰,再将处理后的废钢铁倒入料筐,用天车吊至炉按要求布料。
炉料装完通电加热使炉料熔化,从通电开始到炉料全部熔清为止称为熔化期,熔化其主要是熔化炉料,造好炉渣。
第二阶段氧化期,炉除吹氧助熔外,还吹入天然气或轻油或煤粉,增加融化的热量。
炉吹氧脱碳和加矿脱碳。
氧化结束将熔融的炉渣通过炉门使用耙子扒除钢渣。
第三阶段还原期从扒渣完毕到出钢,主要任务是脱氧、脱硫、控制化学成分。
出钢后立即检查炉衬,需填补炉底时,应先将炉底残渣全部扒出,然后进行填补。
电炉炼钢设备图
13.铸钢工艺
铸钢的法主要分为锭模铸造和连续铸造两种类型。
连续铸钢工艺:
由炼钢炉倒出的钢水经炉外精炼处理后,用钢水包运送到浇铸位置注入中间包(钢包回转台),通过中间包钢水连续浇铸在结晶器中,待形成坯壳后,从结晶器以稳定的速度拉出,再经喷水冷却、凝固,铸坯通过拉坯机、矫直机后,脱去引锭杆,完全凝固的直铸坯由切割设备切成指定长度的连铸坯后,经运输辊道或汽车进入轧钢车间。
模铸工艺:
是将冶炼合格的钢水浇铸到钢锭模,待钢锭冷却后取出。
再送到加工车间加热、开坯、轧成钢材。
目前除了一些小钢厂外基本很少使用。
连铸设备图
连铸流程示意图
14.轧钢车间
15.热轧工艺
板坯由连铸机出坯辊道或汽车送到热轧车间板坯库,热钢坯直接送加热炉加热,冷钢坯由吊车吊至上料台架,再经加热炉加热。
加热的钢坯进入加热炉的装炉辊道,再由出钢机托出,通过出炉辊道、输送辊道输送,经高压水除鳞装置除鳞后,进入可逆粗轧机轧制,粗轧后再用高压水除鳞装置二次清除氧化铁皮,然后进入精轧机组。
精轧过程采用水直接冷却系统经过多次轧制成规定的板材或线材,通过机械打卷或打捆入热轧成品库。
16.冷轧工艺
钢铁厂的冷轧产品主要有普通冷轧板、镀锡板、镀锌板和彩涂板。
冷轧的主要生产工序:
酸洗、冷轧、退火、平整、剪切,电镀板在酸洗后还要脱脂,退火前也需脱脂(碱洗)。
坯料在冷轧制前须经过连续酸洗机组清除氧化铁皮,以保证带钢表面光洁。
酸洗后进行连续冷轧,轧到一定厚度还须进退火炉退火,使钢软化。
在退火之前还需进行脱脂,脱脂后的带钢,在保护气体中进行退火。
退火后的带钢在进行平整,剪切。
工艺润滑剂的种类:
有轧制油和乳化液两大类(水作载体)。
常用的是乳化液。
17.钢铁企业的主要是生产设备
钢铁行业的原辅料
一、烧结工艺的原辅料
1.原料
烧结工艺是利用铁矿粉、返矿、配入适量的燃料和熔剂,按一定比例在高温下经过烧结或球团工艺制成烧结矿或球团矿。
球团生产的原料为焦炭粉(或煤粉)和熔剂(灰灰或白云)。
球团使用的原料主要为含铁原料,达70%。
【铁精矿粉】:
是由铁矿(含有铁元素或铁化合物的矿)经过选矿、破碎、分选、磨碎等加工处理而成的矿粉。
铁矿粉的种类主要分为磁铁矿粉(主要成分Fe₃O₄);赤铁矿粉(主要成分Fe₂O₃);褐铁矿粉(主要成分Fe₂O₃);菱铁矿铁(主要成分FeCO₃)的硅酸盐矿粉;以及硫化铁矿(主要成分FeS₂)。
【返矿】:
烧结矿返矿分为热返矿(烧结机尾两侧和表层的未烧好的烧结矿)、冷返矿(烧结矿经冷却和整粒后的筛下物)和高炉料槽下返矿(高炉料槽中的烧结矿在入炉前进行筛分时的筛下物)3种。
2.辅料(熔剂)
烧结熔剂主要有灰、白云、菱镁、生灰和消灰等。
【灰】:
主要成分是碳酸钙。
灰块状/粉状:
烧失量40.79%,硅4.62%,铝1.21%,铁0.52%,钙50.16%,镁1.10%。
灰平均含硫0.025%。
【白云】:
白云晶体属三晶系的碳酸盐矿物。
化学成分为CaMg(CO₃)₂。
白云粉/块:
硅0.19%,铝0.15%,铁0.17%,钙32.1%,镁21.19%。
白云平均含硫0.038%。
【菱镁】:
菱镁矿主要成份为(MgCO₃),菱镁矿的特性与解相似。
【生灰】:
主要成分为氧化钙,平均含硫0.03%。
利用生灰代替部分灰作为烧结熔剂,可强化烧结过程。
【消灰】:
俗称熟灰,是一种白色粉末状固体,主要成份是Ca(OH)₂。
可以改善烧结成球性。
3.燃料
烧结使用的燃料主要有焦粉、无烟煤、煤气等。
烧结燃料耗量为40~50㎏标煤/t产品,综合能耗为55~70kg标煤/t产品。
2013年烧结工序能耗中,固体燃耗约占80%,电力约占13%,点火燃耗约占6.5%,其它约为0.5%。
球团多以焦粉、重油、煤气为燃料,燃料耗量为18~20㎏/t矿。
综合能耗30~45㎏标煤/t矿。
【焦粉】:
焦炭的筛下物。
焦粉具有焦炭的一切物理与化学性质。
焦粉热值在6500~7500kcal/kg,灰分在3~8%,挥发分在1%~6%,平均含硫率在0.5%。
【无烟煤】:
热值在6000~7200kcal/kg,灰分在10~18%,挥发分在6%~10%,平均含硫率在0.3%。
【煤气】:
钢铁企业混合煤气热值在13.39~15.06MJ/m³。
高炉煤气热值在3.52~4.19MJ/m³,含H₂S10mg/m³;焦炉煤气热值在18.26MJ/m³,含H₂S100mg/m³。
【水】烧结和球团生产都需要补充用水,用水量按不同工艺类型,使用量也不相同,如下表所示。
二、炼铁工艺的原辅料
高炉炼铁主要原料有含铁原料(铁矿、烧结矿或球团矿),助熔剂(灰、硅等),还有还原剂(焦炭),辅助还原剂(煤粉、油、天然气、塑料)通常,冶炼1吨生铁需1.5~2.0吨铁矿(一般情况下1.8吨铁矿可产1吨生铁),0.5~0.7吨燃料(高炉燃料主要是焦炭和煤粉,还有重油、煤气、煤、天然气),0.2~0.4吨熔剂,总计需要2~3吨原料。
1.原料
【铁矿】:
【烧结矿】:
含硫0.005
【球团矿】:
含硫0.005
【焦炭】:
热值在6500~7500kcal/kg,灰分在3~8%,挥发分在1%~6%,平均含硫率在0.5%。
2.辅料
【灰】:
主要成分是碳酸钙。
其他如前。
灰平均含硫0.025%。
【硅】:
又称英砂、二氧化硅。
硅中SiO₂是主成分,Al₂O₃、Fe₂O₃、CaO、MgO等均为杂质。
硅含硫0.006%。
三、炼钢行业的原辅料
炼钢分为转炉炼钢和电炉炼钢,不仅炼钢设备不同,炼钢使用的原辅材料也有差异。
1.转炉炼钢的原辅料
炼钢用原材料分为主原料、辅原料和各种铁合金。
1.1主原料:
氧气顶吹转炉炼钢用主原料为铁水和废钢(生铁块)。
1.2辅料:
炼钢用辅原料通常指造渣剂(灰、萤、白云、合成造渣剂)、冷却剂(铁矿、氧化铁皮、烧结矿、球团矿)、增碳剂以及氧气、氮气、氩气等。
1.3各种铁合金:
炼钢常用铁合金有锰铁、硅铁、硅锰合金、硅钙合金、金属铝等。
2.电炉炼钢行业的原辅料
电炉炼钢原料有铁质原料、氧化剂、造渣材料、合成渣料、耐火材料、其它用途材料:
2.1铁质原料:
【废钢】:
电炉炼钢原料中,废钢用量约占60~100%。
有害杂质如油漆、塑料等。
【生铁】:
生铁或铁水为炼铁得到的铁水和炼铁铸造的生铁,碳含量较高。
【直接还原铁】:
是精铁粉或氧化铁在炉经低温还原形成的低碳多状物质。
【铁合金】:
常用的铁合金有硅铁、硅锰、锰铁、铬铁、钼铁、钒铁、铝丝、碳丝及镍、铌铁等。
2.2氧化剂
【氧化铁皮】:
钢锭及钢坯在轧制过程中表面氧化层脱落而产生的铁屑。
钢铁厂氧化铁皮数量约为钢材产量的2%~3%
【氧气】:
氧气主要采用氧气站或氧气瓶供氧。
氧气站采用管道输送氧气。
2.3造渣材料
【灰和白云】:
弧炉使用的灰和轻烧白云一般是通过料仓储存,可在电弧炉出钢过程随钢流加入钢包中,或在炉外精炼时加入
【碳球】:
炼钢用碳粉喷入炼钢炉均匀地散布于钢液中使炉渣发泡。
【高铝钒土】:
主要由一水铝和含水铝硅酸盐组成
2.4合成渣料
【脱硫剂】:
铁水脱硫剂分为灰系、碳化钙系、打系、镁系等4类。
【熔融合成精炼渣】:
适用于钢包精炼作精炼净化剂。
具有很强的脱氧、脱硫效果,可减少钢中气体、降低钢中夹杂。
2.5耐火材料
炉底耐材、钢包耐材、中包耐材等
2.6其它用途材料
如电极、增碳剂、保温剂、保护渣等。
四、轧钢工艺的原辅料
轧钢工艺用钢锭、锻轧钢坯和连铸钢坯作原料,辅料有冷却水、润滑冷却液等。
钢铁行业的能耗和水耗
一、能耗
1.钢铁行业各工序能耗水平
近年来,各钢铁行业加大了节能工作力度,使我国重点钢铁行业吨钢综合能耗、吨钢可比能耗不断下降,各工序能耗也有所改善,详见下表所示。
降低炼铁工序的能耗是钢铁行业节能减排的关键环节。
炼铁系统(包括烧结、球团、焦化、炼铁)能耗占钢铁联合企业总能耗的70%,成本占60%,污染物排放占70%以上。
1.1烧结
烧结生产使用的主要原料为含铁原料(精矿粉、富矿粉、高炉瓦斯泥、转炉泥以及轧钢氧化铁皮等)、熔剂(灰、白云、菱镁、生灰和消灰等)、燃料(无烟煤、焦粉、煤气等)。
烧结燃料耗量为40~50kg标煤/t产品,综合能耗为55~70kg标煤/t产品。
烧结及球团原料消耗、去硫情况、燃料含硫情况如下表所示。
球团生产的原料为焦炭粉(或煤粉)和熔剂(灰灰或白云)。
球团使用的原料主要为含铁原料,达70%,多以焦粉、重油、煤气为燃料,燃料耗量为18~20kg/t矿。
综合能耗30~45kg标煤/t矿。
1.2炼铁
炼铁工序(含烧结、炼焦)能耗约占钢铁企业总能耗的72%,钢铁工业要降低吨钢综合能耗应该尽量降低炼铁工序能耗。
高炉炼铁所需能量有78%来自燃料燃烧,应该降低燃料比和提高二次能源利用率。
我国重点钢企高炉的入炉平均焦比在364kg/t,喷煤比平均151kg/t,燃料比平均515kg/t。
烧结矿的透气性能越好、高炉容积越大,焦比越小;使用天然矿、高炉容积越小焦比越大。
入炉矿含铁品位提高1%,炼铁燃料比降低1.5%,产量提高2.5%,渣量减少30kg/t,允多喷煤15kg/t。
1.3炼钢
炼钢过程需要供给足够的能源才能完成,这些能源主要有焦炭、电力、氧气、惰性气体、压缩空气、燃气、蒸汽、水等;炼钢过程也会释放部分能量,包括煤气、蒸汽等。
炼钢的工序能耗就是冶炼每吨合格产品(连铸|轧钢坯或钢锭),所消耗各种能量之和扣除回收的能量。
2012年我国重点钢铁企业转炉平均能耗-5.28kgce/t,电炉平均能耗67.83kgce/t,已经接近发达的水平。
转炉煤气和蒸汽回收率高一些的钢企转炉工序能耗要低一些,一般煤气回收率大于80m³/t钢,蒸汽回收率大于50kg/t钢的企业转炉工序能耗值可以实现为负值。
1.4轧钢
热轧工序的能耗主要是均热炉、退火炉消耗的。
使用的能源主要是高炉煤气、混合煤气、重油等,热轧吨钢需消耗高炉煤气500~600m³/t钢,或消耗混合煤气200~240m³/t钢,或消耗重油50~60kg/t钢。
假如,高炉容量增大,入炉的铁矿品位提高1%,就可使焦比下降1.5%,产量提高2.5%,吨铁渣量减少30kg,允多喷吹15kg/t铁煤粉。
钢铁企业各工序能耗如下表所示。
二、钢铁行业二次能源的回收利用
钢铁行业生产过程中,所用的能源约有70%是要转换为各种形式的二次能源,钢铁工业的二次能源主要有三类:
(1)各种副产煤气,
(2)余热,(3)余能(余压)。
钢铁生产过程中产生的二次能源,主要体现在产品的余热(红焦炭、赤热的炉渣,烧结矿和球团矿的显热、液态的铁水和钢水的显热,以及铸坯的热量等),外排废气的显热(包括烧结、球团、热风炉、加热炉、焦炉等)、各类煤气(高炉煤气、转炉煤气、焦炉煤气等)高炉炉顶煤气的压力能,以及冶炼设备冷却水所带走的热量,以及炉体散热等形式。
这里有占34%的副产煤气,炉渣显热约占9%,其余是余热等。
钢铁行业所购入的煤炭能值有34.12%在生产过程中转变为可燃气体(包括高炉、转炉、焦炉煤气)。
在正常生产状态下,每吨铁可产生1700m³~2000m3的煤气,每吨钢可回收80m³~120m3煤气,每吨焦可产生350m3~430m³煤气。
在联合钢铁企业中,可燃气体产生量是很大的。
充分回收和合理利用这些煤气,对钢铁企业的节能影响是巨大的(资料来自:
《对我国钢铁工业能耗现状的分析和建议》中国金属学会维兴)。
钢铁工业生产中生产所用煤炭的能量约有34%会转换为副产煤气,这里是不包括发电所用的煤炭。
副产煤气包括:
高炉煤气、转炉煤气、焦炉煤气。
煤炭转换为副产煤气是钢铁生产有能源转换功能的体现。
副产煤气不仅有发热值,而且从炉子里出来,还有较高的显热和一定的压力能。
目前,国外钢铁行业公认,现可以回收利用的二次能源量(不包括副产煤气)约占钢铁企业总用能的15%左右,钢铁行业的二次能源除了可以作为某些工序的加热、供热的热源外,发电是最为有效的途径,剩余的还可用于外供。
。
新日铁已将这15%中的92%加以回收利用,宝钢为77%,我国大多数钢铁企业是在50%以下。
这就是我国钢铁企业还有节能潜力所在。
国际上主要产钢的二次能源产生量占其钢铁工业一次能源消耗的40%~50%,其中各种副产煤气(焦炉煤气、高炉煤气和转炉煤气)占绝大多数,据日本1998年统计为36%左右。
在余热余能利用上,日本新日铁公司的余热余能回收率已达到92%以上,宝山钢铁股份公司的余热余能回收率为68%。
三、钢铁行业的水耗
钢铁行业是典型的耗能、耗水和排污大户。
作为钢铁生产大国,我国钢铁生产过程中消耗新水的水平与国外先进企业仍有较大差距。
据统计,德国和日本等工业发达钢铁工业用水量占工业总用水量的12%左右,一些先进的钢铁企业年吨钢耗新水只有3.36m³。
目前,我国钢铁行业年用水量约占国工业总用水量的14%,年吨钢耗新水为6.56m³。
在工业领域中,钢铁工业是用水大户,在火电、油化、纺织、造纸等高耗水工业之后,钢铁工业耗新水量名列第五位。
“十一五”、“十二五”期间,钢铁行业水重复利用率逐年提高,新水利用系数也逐年上升。
水重复利用率由2005年的94.15%提高到2014年97.78%,提高了3.54个百分点。
2010年制定的《钢铁行业规条件》,在能源消耗和资源综合利用面规定,“吨钢新水消耗不超过5m³”。
在2012年9月3日,工业和信息化部公布的《钢铁行业规条件》修订版中,又提出了“吨钢新水消耗不超过4.12m³”。
把吨钢新水消耗量的标准提高了20%。
随着科学技术进步,不断采用各种先进的工艺、技术装备和加强对用水、节水的管理,我国钢铁工业用水量已从高速增长逐步转变为缓慢增长。
重点钢铁企业在2000—2012年期间,吨钢耗新水量从25.24m³大幅减少到3.77m³。
如表7所示。
同时,由于我国钢铁工业的总产量增加很快,使钢铁行业新水消耗总量和污水排放总量还是有所增加。
目前,国外钢铁企业吨钢耗新水先进值是:
日本鹿岛为2.1m³,阿萨洛为2.4m³,德国蒂森克虏伯为2.6m³。
2009年6月建设部发布了《钢铁行业节水设计规》,提出了新建、改扩建工程应采用先进的接水工艺、技术和设备。
对采矿、选矿、原燃料场、烧结和球团、焦化、炼铁、炼钢、轧钢、生产辅助车间、冶金灰、轻烧白云、耐火材料车间的主要工序都提出了具体用水和节水要求。
2009年我国钢铁企业各工序水耗。
钢铁行业排污节点图
“十二五”前三年节能减排降碳取得积极进展和成效。
GDP能耗和CO₂排放累计下降9.03%、10.68%,化学需氧量、氨氮、二氧化硫、氮氧化物下降7.8%、7.1%、9.9%和2%。
作为节能减排重点控制行业的钢铁业,节能减排水平明显提升,吨钢SO₂、吨钢烟粉尘、吨钢耗新水量、吨钢废水排放量均大幅下降,数据显示,2013年重点统计企业吨钢综合能耗较2010年下降2.2%;截至2014年4月,吨钢综合能耗较2010年下降2.4%。
作为经济发展中的支柱产业之一,钢铁工业在我国得到了快速发展,我国粗钢产量由2010年的1.285亿吨增长到2015年的8.227亿吨,产量增加到6.4倍之多。
钢铁工业在对社会经济带来巨大贡献的同时,也逐渐造成了重的环境污染。
钢铁行业属于资源密集型产业,其生产原料主要是呈块状、粉末状的矿及矿物,生产过程较为复杂。
钢铁生产过程中排放的污染物主要包括二氧化硫、氮氧化物、烟尘、粉尘等,这也是造成雾霾天气的主要原因。
目前我国钢铁行业已经成为袋式除尘器的主要应用领域之一,其中高炉煤气净化等技术已经达到世界领先水平。
钢铁行业的环保工作虽然取得了一定成绩,但与发达相比还存在较大差距,我国对废气中污染物的治理还以可见粉尘为主,而发达已经针对所有不可见的有害气体加以治理,除二氧化硫和氮氧化物以外,还包括了挥发性有机物、卤代烃等有害物质,且发达的工业排放标准比我国更为格。
我国钢铁行业落后产能的规模也较大,这也成为了环境污染的一个重要因素。
落后产能大多集中于各个地区的小型钢铁企业,相对于宝钢、武钢等大型钢铁企业来说,数量庞大的小型钢铁企业由于生产工艺落后、设备水平低、环保设施简陋等因素,其造成的污染比较重。
有数据显示,2013年我国300立米及以下的高炉产能超过1亿吨,而20吨以下的小电炉及小转炉产能在7000-8000万吨之间,这类落后产能效率低下、污染重,单位能耗较大型设备高出10-15%,物料消耗高出7%-10%,其二氧化硫的排放量为大型设备的3倍以上,对环境的破坏较为重。
总体上来看,我钢铁行业的环保状况尚处于落后水平,大量落后产能的存在导致了重的环境污染,同时,在治污技术上还有较大的提升空间,需要多面借鉴与学习发达工业的经验与技术,以降低生产过程中污染物的排放量。
一、钢铁生产行业排污节点图
图1钢铁生产企业排污节点图
图2烧结生产流程与排污节点图
图3球团生产流程与排污节点图
图4高炉炼铁生产流程与排污节点图
图5转炉炼钢生产流程与排污节点图
图6电炉炼钢生产流程与排污节点图
图7热轧生产流程与排污节点图
图8冷轧生产流程与排污节点图
钢铁生产行业排污节点说明表
环境要素分析
钢铁行业主要污染物为废气和废水和固体废物。
废气主要污染因子为颗粒物、SO₂、NOx,氟化物、氯化氢、二噁英等。
废水污染因子主要为:
COD、油类、重金属、酚、氰等。
固体废物主要包括:
含铁尘泥、除尘灰、铁渣、钢渣以及碳钢酸洗废酸(盐酸、硫酸)等。
钢铁工业主要污染物见表1所示。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 钢铁行业 环境影响评价
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 铝散热器项目年度预算报告.docx
铝散热器项目年度预算报告.docx
-
牛津上海版通用小学英语三年级上册Unit 12同步练习2II 卷.docx
-
论我国私营企业员工激励机制.docx
-
人教版五年级品德与社会上册全册教案.docx
-
开学啦国旗下讲话稿三分钟.docx
-
露天采矿学复习题.docx
-
六年级英语教师年度考核个人总结.docx
-
某路站综合体项PC吊装施工方案.docx
-
人教版九年级历史上册期末考试试题一套.docx
-
隆昌妇幼保健院.docx
-
芦二矿抽采达标中长期规划.docx
-
看拼音写词语.docx
-
模拟磁盘调度算法系统的设计毕业设计.docx
-
每周一条名言警句或一首诗词.docx
-
棉花膜下滴灌示范工程设计总结报告.docx
-
九年级化学教案第十单元酸和碱教案新人教版.docx
-
宁波市水资源公报.docx
-
农业实用技术培训工作意见与农业局上半年工作总结范例两篇汇编.docx
-
平行线的判定.docx
-
内部会计管理制度11成本核算制度.docx
-
盘扣式脚手架支撑方案.docx
-
旅游规划模板.docx
-
煤矿大本大专毕业设计大采高综采工作面作业规程.docx
-
美学选择题整理课件资料.docx
-
名家论腹泻慢性肠炎.docx
-
宁夏银川市第一中学学年高一上学期期中考试地理试题解析解析版.docx
-
年产吨精密纤维纸项目建设建议书.docx
-
农技推广中心工作总结.docx
-
彭宇案的法逻辑批判.docx
-
宁夏仕奇房产网发布份房地产交易情况.docx
-
项目推荐书智能温控节能系统.docx
-
区县节日期间加强消防安全讲话稿与区发改委领导班子述职述廉报告汇编.docx
-
溅射薄膜沉积06剖析.docx
-
禁毒知识资料推荐.docx
-
届中考模拟广西贺州市中考语文模拟试题含参考答案.docx
-
教室管理系统互联网应用系统开发.docx
-
经济学全套教案.docx
-
经典财务成本管理答案与题目.docx
-
节目串词范文4篇.docx
-
精品小升初数学图形与位置+答案.docx
-
金融英语第二版刘文国课后翻译题答案解析.docx
-
华师在线作业英语专.docx
-
九年级美术教案 第三单元格调高雅的生活品位《贺卡蕴深情》.docx
-
精选七言对联.docx
-
化学常见术语英文说法.docx
-
精选历史七年级下册第10课 宋元时期的都市生活与文化中华书局版课后辅导练习第七十九篇.docx
-
会计从业考试大纲《财经法规与会计职业道德》.docx
-
兰花配料真的很简单.docx
-
会计主管竞聘演讲稿11篇.docx
-
火车站春运执勤总结.docx
-
江苏省扬州市夏高一下学期期末考试 历史 Word版含答案.docx
