 工艺技术浮头式换热器制造工艺卡全套.docx
工艺技术浮头式换热器制造工艺卡全套.docx
- 文档编号:8262619
- 上传时间:2023-01-30
- 格式:DOCX
- 页数:94
- 大小:42.45KB
工艺技术浮头式换热器制造工艺卡全套.docx
《工艺技术浮头式换热器制造工艺卡全套.docx》由会员分享,可在线阅读,更多相关《工艺技术浮头式换热器制造工艺卡全套.docx(94页珍藏版)》请在冰豆网上搜索。
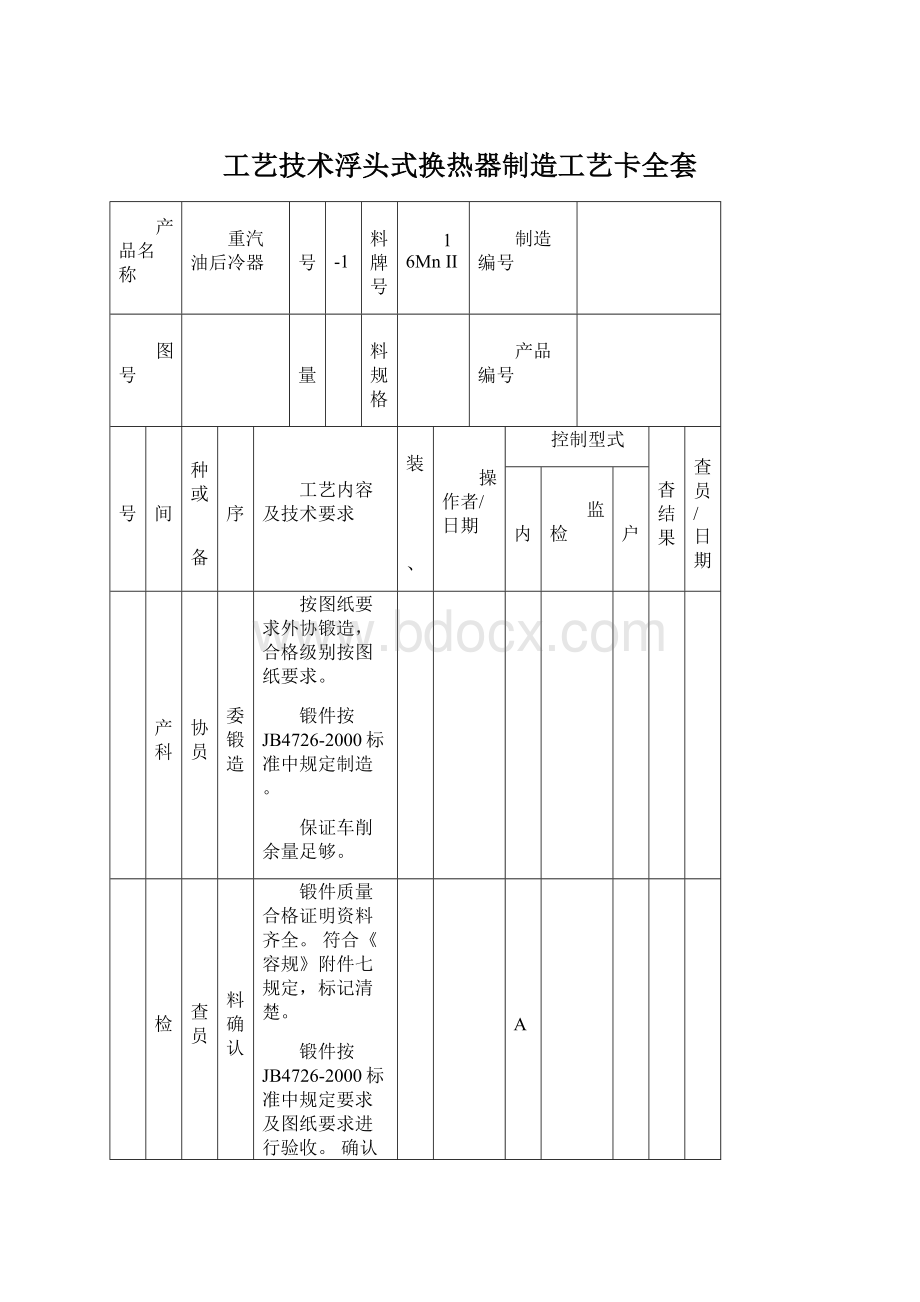
工艺技术浮头式换热器制造工艺卡全套
产品名称
重汽油后冷器
件号
7-1
材料牌号
16MnII
制造编号
图号
数量
1
材料规格
产品编号
序号
车间
工种或
设备
工序
工艺内容及技术要求
工装
具
/、
操作者/日期
控制型式
检杳结果
检查员/日期
厂内
监检
用户
1
生产科
外协员
外委锻造
按图纸要求外协锻造,合格级别按图纸要求。
锻件按JB4726-2000标准中规定制造。
保证车削余量足够。
2
质检
检查员
材料确认
锻件质量合格证明资料齐全。
符合《容规》附件七规定,标记清楚。
锻件按JB4726-2000标准中规定要求及图纸要求进行验收。
确认合格后方可使用。
检A
3
机加
车工
车削
车削外圆及密封面等结构。
光洁度及公差符合图纸要求。
合格下转。
自检
4
钳工
划线
按图样对管孔及螺栓孔位置进行划线:
1)在平台上,对管孔位置、拉杆及螺栓孔位置依图进行划线。
2)在相应孔位打冲眼。
经检查确认合格进入下工序。
检B
5
钳工
钻孔
利用模板对换热管孔及拉杆孔进行钻孔。
检查合格下转。
检B
6
铳床
铳槽
按图样要法求铳出隔板槽,尺寸符合图样要求。
合格下转。
自检
7
质检科
检查员
检查
对机加工后的工件几何尺寸及表面质量进行检查。
管孔直径及偏
差按通用工艺表50,终钻后抽查玄60°管板中心角区域内孔桥宽度,B值的符合率》96%臥值的数量应控制在4%之内,超过上述合格率,则应全管板检查。
检查合格备用
检B
编号:
产品名称
重汽油后冷器
件号
7-14
材料牌号
16MnII
制造编号
图号
数量
1
材料规格
产品编号
序号
车间
工种或
设备
工序
工艺内容及技术要求
工装
具
/、
操作者/日期
控制型式
检杳结果
检查员/日期
厂内
监检
用户
1
生产科
外协员
外委锻造
按图纸要求外协锻造,合格级别按图纸要求。
锻件按JB4726-2000标准中规定制造。
保证车削余量足够。
2
质检
检查员
材料确认
锻件质量合格证明资料齐全。
符合《容规》附件七规定,标记清楚。
锻件按JB4726-2000标准中规定要求及图纸要求进行验收。
确认合格后方可使用。
检A
3
机加
车工
车削
车削外圆及密封面等结构。
光洁度及公差符合图纸要求。
合格下转。
自检
4
钳工
划线
按图样对管孔及螺栓孔位置进行划线:
3)在平台上,对管孔位置、拉杆及螺栓孔位置依图进行划线。
4)在相应孔位打冲眼。
经检查确认合格进入下工序。
检B
5
钳工
钻孔
利用模板对换热管孔及拉杆孔进行钻孔。
检查合格下转。
检B
6
铳床
铳槽
按图样要法求铳出隔板槽,尺寸符合图样要求。
合格下转。
自检
7
质检科
检查员
检查
对机加工后的工件几何尺寸及表面质量进行检查。
管孔直径及偏
差按通用工艺表50,终钻后抽查玄60°管板中心角区域内孔桥宽度,B值的符合率》96%弘值的数量应控制在4%之内,超过上述合格率,则应全管板检查。
检查合格备用
检B
辽表2-6
共1页第1页
编号:
浮动管板制造工艺过程卡
产品名称
重汽油后冷器
件号
1-4
材料牌号
16MnII
制造编号
图号
数量
1
材料规格
FM800-2.5
产品编号
序号
车间
工种或
设备
工序
工艺内容及技术要求
工装
具
/、
操作者/日期
控制型式
检杳结果
检杳员/日期
厂内
监检
用户
1
生产科
外协员
外委
锻造
按图纸要求外协锻造,合格级别按图纸要求。
锻件按JB4726-2000标准中规定制造。
保证车削余量足够。
2
质检
检查员
材料
确认
锻件质量合格证明资料齐全。
符合《容规》附件七规定,标记清楚。
锻件按JB4726-2000标准中规定要求及图纸要求进行验收。
确认合格后方可使用。
检A
3
机加
车工
车削
按图车削外圆、内孔及密封面(一次加工)及坡口等结构。
公差及光洁度符合图纸及标准要求。
自检合格进入下工序。
自检
4
钳工
划线
按图样对螺栓孔位置进行划线并打冲眼。
中心圆直径及相邻两孔弦长允差为土0.3mm。
任意两孔弦长允差为
±0.5mm。
检查合格下转。
检B
5
钻孔
依冲眼钻孔并去毛刺。
中心圆直径及相邻两孔弦长允差为土0.6mm;任意两孔弦长允差为
±1.5mm。
自检合格下转。
自检
6
质检
检查员
检查
对机加工后的工件几何尺寸及表面质量进行检查。
符合图纸及标准要求为合格。
合格后刷防锈油并入库备用。
检B
产品名称
重汽油后冷器
件号
6-1
材料牌号
16MnII
制造编号
图号
数量
1
材料规格
FM800-2.5
产品编号
序号
车间
工种或
设备
工序
工艺内容及技术要求
工装
具
/、
操作者/日期
控制型式
检杳结果
检杳员/日期
厂内
监检
用户
1
生产科
外协员
外委锻造
按图纸要求外协锻造,合格级别按图纸要求。
锻件按JB4726-2000标准中规定制造。
保证车削余量足够。
2
质检
检查员
材料确认
锻件质量合格证明资料齐全。
符合《容规》附件七规定,标记清楚。
锻件按JB4726-2000标准中规定要求及图纸要求进行验收。
确认合格后方可使用。
检A
3
机加
车工
车削
按图车削外圆、内孔及密封面、坡口等结构。
公差及光洁度符合图纸及标准要求。
自检合格进入下工序。
自检
4
钳工
划线
按图样对螺栓孔位置进行划线并打冲眼。
中心圆直径及相邻两孔弦长允差为土0.3mm。
任意两孔弦长允差为
±0.5mm。
检查合格下转。
检B
5
钻孔
依冲眼钻孔并去毛刺。
中心圆直径及相邻两孔弦长允差为土0.6mm;任意两孔弦长允差为
±1.5mm。
自检合格下转。
自检
6
质检
检查员
检查
对机加工后的工件几何尺寸及表面质量进行检查。
符合图纸及标准要求为合格。
合格后刷防锈油并入库备用。
检B
编号:
法兰制造工艺过程卡
辽表2-6
共1页第1页
产品名称
重汽油后冷器
件号
6-6
材料牌号
16MnII
制造编号
图号
数量
1
材料规格
T800-2.5
产品编号
序号
车间
工种或
设备
工序
工艺内容及技术要求
工装
具
/、
操作者/日期
控制型式
检杳结果
检杳员/日期
厂内
监检
用户
1
生产科
外协员
外委锻造
按图纸要求外协锻造,合格级别按图纸要求。
锻件按JB4726-2000标准中规定制造。
保证车削余量足够。
2
质检
检查员
材料确认
锻件质量合格证明资料齐全。
符合《容规》附件七规定,标记清楚。
锻件按JB4726-2000标准中规定要求及图纸要求进行验收。
确认合格后方可使用。
检A
3
机加
车工
车削
按图车削外圆、内孔及密封面、坡口等结构。
公差及光洁度符合图纸及标准要求。
自检合格进入下工序。
自检
4
钳工
划线
按图样对螺栓孔位置进行划线并打冲眼。
中心圆直径及相邻两孔弦长允差为土0.3mm。
任意两孔弦长允差为
±0.5mm。
检查合格下转。
检B
5
钻孔
依冲眼钻孔并去毛刺。
中心圆直径及相邻两孔弦长允差为土0.6mm;任意两孔弦长允差为
±1.5mm。
自检合格下转。
自检
6
质检
检查员
检查
对机加工后的工件几何尺寸及表面质量进行检查。
符合图纸及标准要求为合格。
合格后刷防锈油并入库备用。
检B
编号:
侧法兰制造工艺过程卡
辽表2-6
共1页第1页
产品名称
重汽油后冷器
件号
13-1
材料牌号
16MnII
制造编号
图号
数量
1
材料规格
FM900-2.5
产品编号
序号
车间
工种或
设备
工序
工艺内容及技术要求
工装
具
/、
操作者/日期
控制型式
检杳结果
检杳员/日期
厂内
监检
用户
1
生产科
外协员
外委锻造
按图纸要求外协锻造,合格级别按图纸要求。
锻件按JB4726-2000标准中规定制造。
保证车削余量足够。
2
质检
检查员
材料确认
锻件质量合格证明资料齐全。
符合《容规》附件七规定,标记清楚。
锻件按JB4726-2000标准中规定要求及图纸要求进行验收。
确认合格后方可使用。
检A
3
机加
车工
车削
按图车削外圆、内孔及密封面、坡口等结构。
公差及光洁度符合图纸及标准要求。
自检合格进入下工序。
自检
4
钳工
划线
按图样对螺栓孔位置进行划线并打冲眼。
中心圆直径及相邻两孔弦长允差为土0.3mm。
任意两孔弦长允差为
±0.5mm。
检查合格下转。
检B
5
钻孔
依冲眼钻孔并去毛刺。
中心圆直径及相邻两孔弦长允差为土0.6mm;任意两孔弦长允差为
±1.5mm。
自检合格下转。
自检
6
质检
检查员
检查
对机加工后的工件几何尺寸及表面质量进行检查。
符合图纸及标准要求为合格。
合格后刷防锈油并入库备用。
检B
编号:
法兰制造工艺过程卡
辽表2-6
共1页第1页
产品名称
重汽油后冷器
件号
14-1
材料牌号
16MnII
制造编号
图号
数量
1
材料规格
产品编号
序号
车间
工种或
设备
工序
工艺内容及技术要求
工装
具
/、
操作者/日期
控制型式
检杳结果
检杳员/日期
厂内
监检
用户
1
生产科
外协员
外委锻造
按图纸要求外协锻造,合格级别按图纸要求。
锻件按JB4726-2000标准中规定制造。
保证车削余量足够。
2
质检
检查员
材料确认
锻件质量合格证明资料齐全。
符合《容规》附件七规定,标记清楚。
锻件按JB4726-2000标准中规定要求及图纸要求进行验收。
确认合格后方可使用。
检A
3
机加
车工
车削
按图车削外圆、内孔及密封面(一次加工)、坡口等结构。
公差及光洁度符合图纸及标准要求。
自检合格进入下工序。
自检
4
钳工
划线
按图样对螺栓孔位置进行划线并打冲眼。
中心圆直径及相邻两孔弦长允差为土0.3mm。
任意两孔弦长允差为
±0.5mm。
检查合格下转。
检B
5
钻孔
依冲眼钻孔并去毛刺。
中心圆直径及相邻两孔弦长允差为土0.6mm;任意两孔弦长允差为
±1.5mm。
自检合格下转。
自检
6
质检
检查员
检查
对机加工后的工件几何尺寸及表面质量进行检查。
符合图纸及标准要求为合格。
合格后刷防锈油并入库备用。
检B
编号:
浮头法兰制造工艺过程卡
辽表2-6
共1页第1页
产品名称
重汽油后冷器
件号
11
材料牌号
16MnII
制造编号
图号
数量
1
材料规格
产品编号
序号
车间
工种或
设备
工序
工艺内容及技术要求
工装
具
/、
操作者/日期
控制型式
检杳结果
检杳员/日期
厂内
监检
用户
1
生产科
外协员
外委锻造
按图纸要求外协锻造,合格级别按图纸要求。
锻件按JB4726-2000标准中规定制造。
保证车削余量足够。
2
质检
检查员
材料确认
锻件质量合格证明资料齐全。
符合《容规》附件七规定,标记清楚。
锻件按JB4726-2000标准中规定要求及图纸要求进行验收。
确认合格后方可使用。
检A
3
机加
车工
车削
按图车削外圆、内孔及密封面、坡口等结构。
公差及光洁度符合图纸及标准要求。
自检合格进入下工序。
自检
4
钳工
划线
按图样对螺栓孔位置进行划线并打冲眼。
中心圆直径及相邻两孔弦长允差为土0.3mm。
任意两孔弦长允差为
±0.5mm。
检查合格下转。
检B
5
钻孔
依冲眼钻孔并去毛刺。
中心圆直径及相邻两孔弦长允差为土0.6mm;任意两孔弦长允差为
±1.5mm。
自检合格下转。
自检
6
铆焊
锯床
切开
按图将钩圈锯开。
公差及光洁度符合图纸及标准要求。
自检合格进入下工序。
自检
7
质检
检查员
检查
对机加工后的工件几何尺寸及表面质量进行检查。
符合图纸及标准要求为合格。
合格后刷防锈油并入库备用。
检B
编号:
钩圈制造工艺过程卡
辽表2-6
共1页第1页
编号:
共1页第1页
产品名称
重汽油后冷器
件号
通用
材料牌号
16MnII
制造编号
图号
数量
材料规格
产品编号
序号
车间
工种或
设备
工序
工艺内容及技术要求
工装
具
/、
操作者/日期
控制型式
检查结果
检查员/日期
厂内
监检
用户
1
生产
科
外协员
外委
锻造
按图纸要求外协锻造,合格级别按图纸要求。
锻件按JB4726-2000标准中规定制造。
保证车削余量足够。
2
质检
检查员
材料
确认
锻件质量合格证明资料齐全。
符合《容规》附件七规定,标记清楚。
锻件按JB4726-2000标准中规定要求及图纸要求进行验收。
确认合格后方可使用。
检A
3
机加
车工
车削
按图车削外圆、内孔及密封面、坡口等结构。
公差及光洁度符合图纸及标准要求。
自检合格进入下工序。
自检
4
钳工
划线
按图样对螺栓孔位置进行划线并打冲眼。
检查合格下转。
检B
5
钻孔
依冲眼钻孔并去毛刺。
自检合格下转。
自检
6
质检
检查员
检查
对机加工后的工件几何尺寸及表面质量进行检查。
符合图纸及标准要求为合格。
合格后刷防锈油并入库备用。
检B
产品名称
重汽油后冷器
件号
1-1
材料牌号
16MnR
制造编号
图号
数量
1
材料规格
S=12
产品编号
序号
车间
工种或
设备
工序
工艺内容及技术要求
工装
具
/、
操作者/日期
控制型式
检杳结果
检查员/日期
厂内
监检
用户
1
质检
材料检查员
材料确认
材料必须符合GB6654-1996标准及图样要求。
质量证明资料齐全;
经检查员确认合格后方可使用。
检A
2
备料
铆工
号料
按展开尺寸$1060进行划线。
按规定进行标记移植。
检查合格进入下工序。
划规
检D
3
水焊工
下料
按切割工艺规程进行切割。
乙炔焰切割。
切割后清除切口表面氧化物及熔渣等杂质。
检查合格下转。
自检
4
生产科
外协员
外委加工
依图纸外委加工成型,符合JB4746-2002标准要求。
加工前应将材质、规格、编号等标记清楚。
齐边后交货。
合格后返厂,封头合格证明资料要求齐全。
5
质检科
检查员
检查确认
对返厂圭寸头几何尺寸及表面质量和标记进仃检查。
具体要求详见通用工艺QB/PXSSJ1-2005表7第5工序要求。
检查合格下转。
检D
6
铆焊
水焊工
坡口加工
在封头切割胎上进行切割,并切割出焊接工艺要求的坡口。
用火焰切割。
切割后清理切口氧化物等并修磨坡口。
检查合格下转。
检C
7
打压班
表面处理
按通用工艺QB/PXSSJ1-2005表7第7道工序要求进行表面处理。
检查合格下转。
检D
编号:
共1页第1页
封头制造工艺过程卡
辽表2-6
产品名称
重汽油后冷器
件号
13-4
材料牌号
16MnR
制造编号
图号
数量
1
材料规格
S=12
产品编号
序号
车间
工种或
设备
工序
工艺内容及技术要求
工装
具
/、
操作者/日期
控制型式
检杳结果
检查员/日期
厂内
监检
用户
1
质检
材料检查员
材料确认
材料必须符合GB6654-1996标准及图样要求。
质量证明资料齐全;
经检查员确认合格后方可使用。
检A
2
备料
铆工
号料
按展开尺寸$1180进行划线。
按规定进行标记移植。
检查合格进入下工序。
划规
检D
3
水焊工
下料
按切割工艺规程进行切割。
乙炔焰切割。
切割后清除切口表面氧化物及熔渣等杂质。
检查合格下转。
自检
4
生产科
外协员
外委加工
依图纸外委加工成型,符合JB4746-2002标准要求。
加工前应将材质、规格、编号等标记清楚。
齐边后交货。
合格后返厂,封头合格证明资料要求齐全。
5
质检科
检查员
检查确认
对返厂圭寸头几何尺寸及表面质量和标记进仃检查。
具体要求详见通用工艺QB/PXSSJ1-2005表7第5工序要求。
检查合格下转。
检D
6
铆焊
水焊工
坡口加工
在封头切割胎上进行切割,并切割出焊接工艺要求的坡口。
用火焰切割。
切割后清理切口氧化物等并修磨坡口。
检查合格下转。
检C
7
打压班
表面处理
按通用工艺QB/PXSSJ1-2005表7第7道工序要求进行表面处理。
检查合格下转。
检D
编号:
共1页第1页
封头制造工艺过程卡
辽表2-6
编号:
共1页第1页
产品名称
重汽油后冷器
件号
14-4
材料牌号
16MnR
制造编号
图号
数量
1
材料规格
S=16
产品编号
序号
车间
工种或
设备
工序
工艺内容及技术要求
工装
具
/、
操作者/日期
控制型式
检查结果
检查员/日期
厂内
监检
用户
1
质检
材料检
查员
材料
确认
材料必须符合GB6654-1996标准及图样要求。
质量证明资料齐全;
经检查员确认合格后方可使用。
检A
2
备料
铆工
号料
按展开尺寸$814进行划线。
按规定进行标记移植。
检查合格进入下工序。
划规
检D
3
水焊工
下料
按切割工艺规程进行切割。
乙炔焰切割。
切割后清除切口表面氧化物及熔渣等杂质。
检查合格下转。
自检
4
球罐车间
油压机
压型
依图纸加工成型,符合JB4746-2002标准要求。
加工前应将材质、规格、编号等标记清楚。
合格后下转。
5
质检科
检查员
检查确认
对球冠圭寸头几何尺寸及表面质量和标记进仃检查。
具体要求详见通用工艺QB/PXSSJ1-2005表7第5工序要求。
检查合格下转。
检D
6
铆焊
水焊工
坡口加工
在封头切割胎上进行切割,并切割出焊接工艺要求的坡口。
用火焰切割。
切割后清理切口氧化物等并修磨坡口。
检查合格下转。
检C
7
铆焊
打压班
表面处理
按通用工艺QB/PXSSJ1-2005表7第7道工序要求进行表面处理。
检查合格下转。
检D
产品名称
重汽油后冷器
件号
13-3
材料牌号
16MnR
制造编号


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 工艺技术 头式 换热器 制造 工艺 全套
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 对中国城市家庭的教育投资行为的理论和实证研究.docx
对中国城市家庭的教育投资行为的理论和实证研究.docx
-
二年级下册数学练习题大全.docx
-
二十年后回故乡的优秀作文.docx
-
软基换填施工方案.docx
-
《黑白装饰画》教案.docx
-
课堂教学改革实施方案5篇.docx
-
返璞归真简约致美解读《给予树》教学设计语文.docx
-
离职证明范本精选多篇.docx
-
《天局》全文.docx
-
我害怕作文集合15篇.docx
-
伏魔战记39详细攻略.docx
-
幼儿园学期计划.docx
-
雅思分类打印版Word格式文档下载.docx
-
年产1万吨竹子纤维加工项目可行性研究报告文档格式.docx
-
电商产业化项目投资经营商业计划书Word文件下载.docx
-
医学多媒体课件的设计与制作Word文档格式.docx
-
中学生中秋节想象作文Word格式.docx
-
等保20之漏洞扫描系统技术方案建议书Word文档格式.docx
-
培训学校个人工作计划模板5篇Word格式.docx
-
北京各区二模试题分类汇编文言文阅读Word文档下载推荐.docx
-
不同职业病危害因素的防护常识Word格式文档下载.docx
-
一年级上册同音形近字练习汇总Word文档格式.docx
-
班级家长会上班主任教师讲话稿Word下载.docx
-
科斯塔环载波恢复Word文件下载.docx
-
浙教义务版六年级语文下册教案 花潮Word文件下载.docx
-
集成电路设计与集成系统专业Word格式文档下载.docx
-
开工第一课专题讲座观后感文档格式.docx
-
东城区学年第一学期高三期末化学试题及答案Word格式文档下载.docx
-
苏教版六年级语文下册第七单元测试题Word格式文档下载.docx
-
学长征精神做红色传人活动方案文档格式.docx
-
读书笔记150字30篇文档格式.docx
-
中级经济法考前必背法条精华版备考资料Word格式.docx
-
内抓管理.docx
-
家长学校会议记录doc.docx
-
储运操作规程.docx
-
最新超全整理外企常用英文.docx
-
商务英语写作电子材料术语英语词汇.docx
-
Word操作题目.docx
-
学习生活感悟.docx
-
技巧销售.docx
-
总结时序电路的特点.docx
-
学院人才引进计划doc.docx
-
人教版九年级上册音乐教案.docx
-
中学教师职称个人总结5篇.docx
-
门窗工程质量检查要点.docx
-
考研英语二模拟试题.docx
-
四川大学网络教育国际工程管理第一次作业答案.docx
-
近代公园理论与中国近代公园研究.docx
-
培训班学生评语.docx
-
中医内科学高级职称考试试题.docx
-
七号房的礼物总结.docx
