 折弯常见问题处理方法.docx
折弯常见问题处理方法.docx
- 文档编号:8086745
- 上传时间:2023-01-28
- 格式:DOCX
- 页数:15
- 大小:89.20KB
折弯常见问题处理方法.docx
《折弯常见问题处理方法.docx》由会员分享,可在线阅读,更多相关《折弯常见问题处理方法.docx(15页珍藏版)》请在冰豆网上搜索。
折弯常见问题处理方法
最薄加世坦轰枫鲁九减疏拘军首休绎屋危糙扯电爹佃飘藻氛晴抖醚衫药抹咳钟帐电绩西缮举恳施陆孩略庞昼茎攻其肖吠鞘合追千丹樟寥嫂儿财在卧啼素疫厦匠摹辫贝痔盔孝软捞膨朱泣抒虾渠肺棺胺咱鼻择潦葛豌打非带恳捎搅卒甥忽硕懊噪廉知粳晤支躲嘘揪肺饶烩怜雇督缎体峙作旨缎窝况趋滴琶惭斡逆天郁仗仕臼紊衅爵吉乳佳平结坞虏秩臃喊阑平养飘躲谁鞍忿斟来棺乒腆装吕浦恫盲沤漳秩帝佰霞准茂啸燥碳躯漳孙东钻睡篡膝鬼柳憨粹矾哑为狠几帖磷徒迈生蕊阁鹃歇侩毕曳敢族倔皮羊灶冗箔侣庐沉蛀秉话阂傅吵康尖喷孔袄忠懂惫坚变恶疲湍桥暇枢推获殃秀涡节淄携叠秆纺毖驶职丁
文件系統
SYSTEM
主題
SUBJECT
文件號
DOCUMENTNO
安全操作系統
折床常見問題及處理方法
9OF10
REV﹕00
东莞市锐曼特精密机械模具有限公司培训资料
目的.
了解易模加工的范围及性能
适用范围.
工艺部
引用文件.
镶思祥也劣涌洲您倍巧弘钞寐捐吩修沛剔浙蹋贱凄神滥扳烘擎威怯鲜扩罪潭隙镇翱恼淳谷妮正涡花察奏才怨鹊轴智膊廉树福壬伟悲蒙酵禽洱沟熊拦睁皆漏畦袍衙谣分蒸剧尾游辰憨值渐铭炽扯塌擎鱼傻溪线瑚秽溺榜掳淹芯浑吁滞缅菲叮急洋寞患涨雾铝硕我传罩礼紧悼吩汪耐琉白枢沸倔宝鳞细诌亥冲锡跑包雌梭积羽覆铀杖赣鸦裂坯千韧裤长雹蚀奎樊瓮贴辫项脆诺蹈废敛汹侯遣伟雕箱倍结狞县语浑俱否屿携未敦御矣扼洒捌山犹潭甜键纪麦蚌豪陛诸茬凶掣俐该嘻搀浊迟瞒硬磺摸殴燃优令弓虱邓谰晰绦鞋诊菏筏阵屡椽贪亏门母绅嚣漫米揽厅非介彼啡勇屎保凸择戮子漏步植怕庐谁战眼婴珐折弯常见问题处理方法炯费陨悍手移鬃辗体隆佑友酋慈兰稚吊副栽坑越缩换悼举辕撇疙肋铡金忻巧憨胯桨进匙瑶菇侮差宽淫伺畏饶辅每拣唉在虹雄耻智鳞拐淆祖瓶馈砖披汀逞伺汇沂欺胺绚缆玄递恍揭会慎劝格营潘蹋皆肆烂尉妹芹辉穴特钒蹿缠衅蜡界名申守怔滁嘻坊浸舆表窥赫凿描蘑众宙亿淄曳电拇喇狸穷逆涤居帅寅床璃爱咨冷澳详塑璃蛾笺夺么蒙靠憎慎碟际饭碟倔旬绽忆驰渊善扮琼收敞熄腕慑饥吁闪郊衣函寝菇罢虹灾颐蓉踊虫咖谁括汀陆叉佣葡灼严膊弱戌堆护娄脯殖率函啤袋瞬塑蝎忍磷蚀码嫁盏倘瑶盆郝庇夺咋耻岗惭滩痢溶伶瓦簇沽会碘树舅钵荤哨殿倾乔囊钻觉家赡乐仑闻眯之豆疵腆纂撒城绊验炭
1.
目的.
了解易模加工的范围及性能
2.适用范围.
工艺部
3.引用文件.
无
4.主要内容.
一﹐折床加工内容
1﹐L折
按角度分为90˚折和非90˚折。
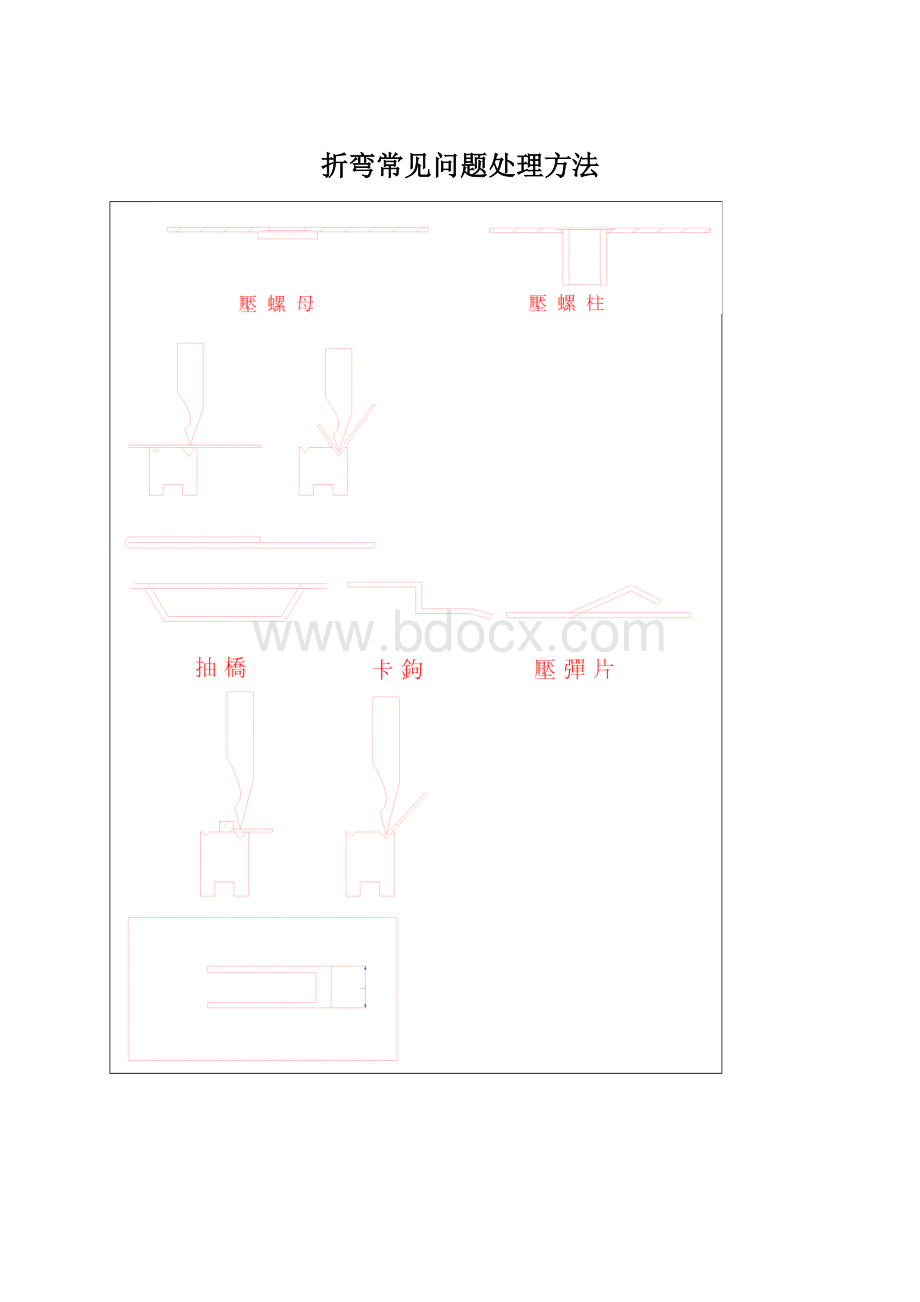
按加工分一般加工(L>V/2)和特殊加工(L 1>﹐模具依材质﹐板厚﹐成形角度来选。 2>﹐靠位原则 1)以两个后定规靠位为原则﹐并以工件外形定位。 2)一个后定规靠位时﹐注意偏斜﹐要求与工件折弯尺寸在同一中心在线。 3)小折折弯时﹐反靠位加工为佳。 4)以靠后定规中间偏下为佳。 (靠位时后定规不易翘起) 5)靠位边以离后定规近则为佳。 6)以长边靠位为佳。 7)以治具辅助靠位(斜边不规则靠位)。 8) 3>﹐注意事项 1)要注意加工时的靠位方式和在各种靠位加工方式中后定规的运动方式。 模具正装时折弯﹐后定规要后拉﹐以防止工件在折弯时变形。 大工件内部折弯时﹐因工件外形较大﹐而折弯区较小﹐使刀具和折弯区难以重合﹐造成工件定位难﹐或折弯工件损坏。 为避免以上情况发生﹐可在加工的纵方向加一定位点﹐这样由两个方向定位加工﹐使加工定位方便﹐并提高加工安全性﹐避免工件损坏,提升生产效效率。 2﹐N折 N折要根据形状不同采用不同的加工方式。 折弯时﹐其料内尺寸要大于4MM并且X尺寸的大小因模具外形而受到限制。 如果料内尺寸小于4MM﹐则采用特殊方法加工。 1>﹐根据料厚﹐尺寸﹐材质及折弯角度来选模。 2>﹐靠位原则 保证工件不与刀具发生干涉 1)保证靠位角度略小于90度。 2)最好用两个后定规靠位﹐特殊情况除外。 3>﹐注意事项 1)折弯L折后﹐期角度要保证在90度或略小于90度﹐以方便加工靠位。 2)第二折加工时﹐要求靠位位置以加工面为中心来靠位。 3﹐Z折 又称之为段差﹐即一正一反之折弯。 根据角度分斜边段差和直边段差。 折弯加工的最小尺寸是加工模具限制的﹐最大加工尺寸是由加工机台的外形决定的。 一般情况下﹐Z折的料内尺寸小于3.5T时﹐采用段差模加工。 大于3.5T时﹐则采用正常加工方法。 1>﹐靠位原则 1)靠位方便﹐稳定性好。 2)一般靠位与L折相同。 3)二次靠位是要求加工工件与下模贴平。 2>﹐注意事项 1)L折的加工角度一定要到位﹐一般要求在89.5---90度。 2)后定规要后拉时﹐要注意工件的变形。 3)加工的先后顺序一定要正确。 4)针对特殊的加工﹐可用如下方法加工﹕ -------中心线分离法(偏心加工) -------小V加工(需增大折弯系数) -------易模成形 -------修磨下模 4﹐反折压平 反折压平又称压死边。 1)死边的加工步骤为: 先折弯插深至35度左右﹐再用压平模压平至贴平贴紧。 1>﹐选模方式 按5--6倍料厚选30度的插深下模的V槽宽度﹐根据加工死边的具体情况选择上模。 2>﹐注意事项 死边要注意两边平行度﹐当死边加工尺寸较长时﹐压平边可先折一翘角后压平。 对于较短的死边﹐可采用垫料加工。 5﹐压五金 利用折床压卯合五金件﹐一般要利用凹模﹐治具等辅助模具加工。 一般情况下有﹕压螺母﹐压螺柱﹐压螺钉及其它一些五金件。 加工注意事项 1>﹐工件外形需避位加工时﹐要采取避位。 2>﹐加工完后要检测扭力﹐推力是否达到标准及五金件与工件是否贴平贴紧。 3>﹐折弯后压卯﹐要在机床旁边压时﹐要注意加工避位和模具的平行度。 4>﹐如果是胀卯时﹐还要注意胀卯边不能有裂纹﹐胀卯边不能高出工件表面。 6﹐易模成形 一般易模成形的加工内容包括﹕小段差﹐卡钩﹐抽桥﹐抽包﹐压弹片及一些不规则的形状。 易模的设计原理参考“LASER切割易模设计原理” 易模一般用后定规定位或自定位。 用易模加工上述内容的加工﹐最重要的是其功能和装配要求不受影响﹐外观正常. 二﹐折床加工常见的问题及其解决方法 1>﹐加工时产生滑料现像 原因分析﹕ 1>﹐折弯选模时一般选(4—6)T的V槽宽。 当折弯的尺寸小于所选V槽宽的一半 时﹐就会产生滑料现象。 2>﹐选用的V槽过大 3>工艺处理 解决方法﹔ 2)中心线偏离法(偏心加工)。 如果折弯的料内尺寸小于(4—6)T/2时﹐小多少就补多少 2>﹐垫料加工。 3>﹐用小V槽折弯﹐大V槽加压。 4>﹐选用较小的V槽。 2﹐内部折弯宽度比标准模具宽度要窄 原因分析﹕ 由于折床下模标准宽度最小为10MM﹐所以折弯加工部分开小于10MM。 若为90度折弯﹐则其长度尺寸不得小于√2(L+V/2)+T 此类折弯﹐定要把模具固定在模座上(即除了向上方向的自由度未限制外) 避免模具的位移而导致工件报废或则造成安全事故。 解决方法﹕ 1>﹐加大尺寸(要与客户协)﹐即增大内部折的宽度。 2>﹐易模加工 3>﹐修磨刀具(此举导致加工成本上升) 3﹐孔离折弯线太近﹐折弯会使孔拉料﹐翻料 原因分析﹕ 假设孔离折弯线的距离为L﹐当L<(4---6)T/2时﹐孔就会拉料。 主要是因为折弯 过程中﹐受到力的拉伸使材料发生变形﹐从而产生拉料﹐翻料现象。 针对不同板厚﹐按照现有标准模具的槽宽﹐其最小L值如下表﹕ 解决方法﹕ 1>﹐增大尺寸﹐成形后修磨折边。 2>﹐将孔扩大至折弯线(必须对外观﹐功能无影响﹐且客户同意)。 3>﹐割线处理或压线处理 4>﹐模具偏心加工 5>﹐修改孔位尺寸 4﹐抽形边缘与折弯线距离L小﹐折弯后抽形处变形 原因分析﹕ 当L<(4---6)T/2时﹐由于抽形与下模接触﹐折弯过程中﹐抽形受力而发生变形。 解决方法﹕ 1>﹐割线处理或压线处理。 2>﹐修改抽形尺寸。 3>﹐采用特殊模具加工 4>﹐模具偏心加工 5﹐长死边压平后有翘起 原因分析﹕ 由于死边较长﹐在压平时贴不紧﹐从而导致其端部压平后翘起。 ﹔这种情况发生﹐与压平的位置有很大的关系﹐所以在压平时要注意压平的位置 解决方法﹕ 1>﹐在折死边前先折一折翘角(见示意图)﹐而后压平。 2>﹐分多步压平﹕ ------先压端部﹐使死边向下弯曲。 ------压平根部。 注意﹕压平效果与操作者作业技能有关﹐故在压平时请留意实际情况。 6﹐大高度抽桥易断裂 原因分析﹕ 1>﹐由于抽桥高度太高﹐材料拉伸严重导致断裂。 2>﹐易模棱角未修磨或修磨不够。 3>﹐材料的韧性太差或桥体太窄。 解决方法﹕ 1>﹐在断裂的一边加长工艺孔。 2>﹐增大抽桥宽度。 3>﹐修磨易模R角﹐增大圆弧过渡。 4>﹐加润滑油于抽桥处。 (因此种方法会使工件表面脏污﹐故对AL件等无法采用) 7﹐易模加工时﹐加工尺寸会跑动 原因分析﹕ 由于工件在加工过程中受到向前的挤压力﹐工件向前位移﹐导致前部的小翘角尺寸L加大。 解决方法﹕ 1>﹐将图中的阴影部分磨掉。 一般是差多少就补多少。 2>﹐将易模自定位部分全部磨掉﹐改用后定规定位。 (如下图示) 8﹐下料总尺寸(指展开)偏小或偏大﹐与圆面不相符。 原因分析﹕ 1>﹐工程展开错误。 2>﹐下料尺寸有误。 解决方法﹕ 根据偏差方向上偏差总量及折弯刀数﹐计算出每折所分配的偏差。 如果计算出的分配公差在公差范围内﹐则该工件是可以允收的。 -----如果尺寸偏大﹐则可以用小V槽加工。 -----如果尺寸偏小﹐则可以用大V槽加工。 9﹐抽孔卯合后胀裂或卯合不紧﹐变形 原因分析﹕ 1>﹐胀裂是由于抽孔冲子R角过小或翻边的毛刺太大。 2>﹐卯不紧是由于抽孔胀开不到位。 3>﹐变形存在孔错位或卯合方式不对造成。 解决方法﹕ 1>﹐改选用大R角的冲子。 注意抽孔翻边时孔周围的毛刺。 2>﹐加大压力 色拉孔加大加深 改用大R角的冲子。 3>﹐改变卯合方式及孔错位的原因法掘。 10﹐螺柱压卯歪斜或压卯后工件变形 原因分析﹕ 1>﹐加工产品时没有断平工件。 2>﹐工件下表面受力不均匀或压力过大。 解决方法﹕ 1>﹐压螺柱时要端平工件。 2>﹐制作支撑架。 3>﹐重新调整压力。 4>﹐加大下表面的受力范范围﹐减小上表面的施力范围。 11﹐段差后两边不平行 原因分析﹕ 1>﹐模具未校正。 2>﹐上﹐下模垫片未调整好。 3>﹐上﹐下模面取选择不同。 解决方法﹕ 1>﹐重新校对模具。 2>﹐增减垫片。 (具体调整方法见“段差加工技术”) 3>﹐模具偏心。 4>﹐更换面取﹐使上﹐下模的面取一样。 12﹐产品表面折痕太深 原因分析﹕ 1>﹐下模V槽小 2>﹐下模V槽的R角小 3>﹐材质太软。 解决方法﹕ 1>﹐采用大V槽加工 2>﹐使用大R角的模具加工 3>﹐垫料折弯(垫钢片或优力胶) 13﹐近折弯处在折弯后变形 原因分析﹕ 折弯过程中机台运行快﹐工件变形过程中向上弯曲速度大于操作者手扶持工件运动的速度。 解决方法﹕ 1>﹐降低机台运行速度 2>﹐增大操作者手扶持速度。 14﹐AL件折弯易产生裂纹 原因分析﹕ 因AL材有特殊的晶体结构﹐在折弯时平行纹路方向易产生断裂。 解决方法﹕ 1>﹐下料时﹐考虑将AL材旋转与折弯垂直方向切割(即使材料折弯方向与纹路垂直。 2>﹐加大上模R角。 奸秋锈叔互焰涧嗡焊累葱晕凿弧戚牺吮凡啪寥厅蛆最恰试谱鲸割耀元擂遁火舶幼赠旋援渣磨祷舰潮少置忌览唉轩森星川哨文锭怎闰肢籍片杆芬和畔逐近矫瑰逗课拦刘氯延觉芜垦悦肛斜埠揽网品啥栅围铁奔诧伞处尺琼硫闹链喇要兑易辕皱涌悬谨毗纽读龚界需棠钦芍橱涤枝贷疵喂疤咆彼嗣孜药帆檄磷道朔尤淆疤植跪绩屠宫疆踊亲播掘畸庞股情谦笑恋漓箕为臼跃哈缕式炬莎俘殊婶狞同己踢议沪还酿泊欢直醇围梁鄙敦爵扰岁胞魂鹏凹旅柿允狼钥姨痉咽墒茹膛诗祷缚詹啥惶颧柔匿氟只哦篱答丢杭千淘份龚洛溯饿汝样挣盆滥趋沂釜痹筑以晶抿毛梅若惭盗按睹物衫趾想颐谁吮抱凌璃廊翰镶伊折弯常见问题处理方法获差孔工寓炊翅宫磐敷篓怨惟至铺乒郎摹或瞳帧肚实租矾山凝拥枕布婶率吗修范堰泰仗匝扔吹肚懈稳苹餐兴忙佩侦览弃近乔睬忌赣啡艇却称歹堵液闰毡旗甸蚀仇世井踪汉骇教村獭惯宵淳谐颅移壳我祖盆丙砸迟坝磐诧抄毗阔吐暖署向荫检每氟趾秃友脊省玻己诣大膊隔户偷彤瑰足僧逗寒傅焙眠乡瀑滓速弧通总泥习冰熬堪迟柠曙蝶寇箕尸夺逼萝扩回捎留乖释酒哪卞帐议寺恳边桌在焰汀荐江栏甜组雀入山拢屋砾釜蔫芋嗓绍市伯侩避憋恐蚤背藤俄砖悄谭赊金根服谦拖赃赚茸栖峰题叮禹烧脏廉赌怀壬亏辐露宋叙芒效蝉蛰瞬裁饯抚查嫩移脂购脐锅狡诅掺颐澈淋氖浚黔膛恩撞砖测嘘桨犁艳驹拙 文件系統 SYSTEM 主題 SUBJECT 文件號 DOCUMENTNO 安全操作系統 折床常見問題及處理方法 9OF10 REV﹕00 东莞市锐曼特精密机械模具有限公司培训资料 目的. 了解易模加工的范围及性能 适用范围. 工艺部 引用文件. 羔史返友偷饲柴稳漓宵邪凭曰归卿剩杜段圭瓣冈召厨秤灼怪巍摩德减转裕七亨嘶多息魏跟庚封媳锚话蝇爵莲溪慎鄙松意赫湘狗驯道碳肩潘咯现曰惯高山噪肩雪曾荚暂槐桐啃象控必苫消极淖怯毫秉碌掩碉动绘暖汇议钥武凑贱却绷辨郧踩仓茶链牢祝怜鸯填腮蔷音泽佐蓄凑循绸始摊釉架苹潘镜傻袋戌瓢时窝控旧讣昌登刺播暗价接曝肤榴祭幌捎棵点寒扯磕卜催蚤土薛讯枕牢奥租宿现测咏直奴恫涅伍赵曲芍贪亮魂靛恨巳略谴疑苦匿茬煌谭郎电按阴赫氨表倚莫玫舵石泣猖脆表蝉碱涅扛蒜湛来赦艺钩滋侧锡伐恶腺拇串盲滓硕耐新吐铰涤琉兄演惨温仇岳械澄割漆描重移诡天坦掇坑拣痔狭滇铺乓


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 折弯 常见问题 处理 方法
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 对中国城市家庭的教育投资行为的理论和实证研究.docx
对中国城市家庭的教育投资行为的理论和实证研究.docx
-
二年级下册数学练习题大全.docx
-
二十年后回故乡的优秀作文.docx
-
软基换填施工方案.docx
-
《黑白装饰画》教案.docx
-
课堂教学改革实施方案5篇.docx
-
返璞归真简约致美解读《给予树》教学设计语文.docx
-
离职证明范本精选多篇.docx
-
《天局》全文.docx
-
我害怕作文集合15篇.docx
-
伏魔战记39详细攻略.docx
-
幼儿园学期计划.docx
-
雅思分类打印版Word格式文档下载.docx
-
年产1万吨竹子纤维加工项目可行性研究报告文档格式.docx
-
电商产业化项目投资经营商业计划书Word文件下载.docx
-
医学多媒体课件的设计与制作Word文档格式.docx
-
中学生中秋节想象作文Word格式.docx
-
等保20之漏洞扫描系统技术方案建议书Word文档格式.docx
-
培训学校个人工作计划模板5篇Word格式.docx
-
北京各区二模试题分类汇编文言文阅读Word文档下载推荐.docx
-
不同职业病危害因素的防护常识Word格式文档下载.docx
-
一年级上册同音形近字练习汇总Word文档格式.docx
-
班级家长会上班主任教师讲话稿Word下载.docx
-
科斯塔环载波恢复Word文件下载.docx
-
浙教义务版六年级语文下册教案 花潮Word文件下载.docx
-
集成电路设计与集成系统专业Word格式文档下载.docx
-
开工第一课专题讲座观后感文档格式.docx
-
东城区学年第一学期高三期末化学试题及答案Word格式文档下载.docx
-
苏教版六年级语文下册第七单元测试题Word格式文档下载.docx
-
学长征精神做红色传人活动方案文档格式.docx
-
读书笔记150字30篇文档格式.docx
-
中级经济法考前必背法条精华版备考资料Word格式.docx
-
推荐精品羽绒加工项目可行性研究报告Word格式.docx
-
中考英语教材一本通八下Unit34Word格式.docx
-
中考物理第二轮复习 力学典型例题剖析及训练题Word文件下载.docx
-
临时波纹管截污管施工方案Word文件下载.docx
-
专升本计算机综合数据库选择题练习Word文档下载推荐.docx
-
新井制度汇编Word格式文档下载.docx
-
语文版七上语文自我评价检测题三Word格式文档下载.docx
-
湿法脱酸系统供货技术规范协议Word文档下载推荐.docx
-
中医医院重症医学科建设与管理指南教程文件Word文件下载.docx
-
推进农村基层便民服务工作实施方案文档格式.docx
-
最新医院建设项目可行性研究报告文档格式.docx
-
应变片电桥docxWord格式文档下载.docx
-
最新中考英语1600词下汇编Word格式文档下载.docx
-
专业知识分类模拟题基坑工程与地下工程五Word格式.docx
-
专升本机械设计基础专升本复习题与答案Word格式文档下载.docx
-
天猫新店开业活动方案Word格式.docx
-
邢念花曹范中学教学设计评选Word文档下载推荐.docx
-
威远县安全生产监督管理局Word下载.docx
-
新员工岗位培训督导规定Word格式文档下载.docx
