 国家标准《新能源汽车驱动电机用稀土永磁材料表面涂镀层结.docx
国家标准《新能源汽车驱动电机用稀土永磁材料表面涂镀层结.docx
- 文档编号:8012791
- 上传时间:2023-01-27
- 格式:DOCX
- 页数:9
- 大小:54.40KB
国家标准《新能源汽车驱动电机用稀土永磁材料表面涂镀层结.docx
《国家标准《新能源汽车驱动电机用稀土永磁材料表面涂镀层结.docx》由会员分享,可在线阅读,更多相关《国家标准《新能源汽车驱动电机用稀土永磁材料表面涂镀层结.docx(9页珍藏版)》请在冰豆网上搜索。
国家标准《新能源汽车驱动电机用稀土永磁材料表面涂镀层结
国家标准《新能源汽车驱动电机用稀土永磁材料表面涂镀层结合力的测定》编制说明
一、工作简况
1.1标准项目所涉及的产品或方法概况和立项目的
稀土是我国的重要战略资源,中国钕铁硼产业已经占全球80%以上市场份额,是全球烧结钕铁硼磁体的产业中心。
同时,为解决能源匮乏与环境日趋恶化的问题,各国都表明态度坚信新能源汽车将会成为未来汽车的发展方向。
世界各国的大型汽车生产厂家在国家政策的扶持和引导下都投入了更多的力量,加快了新能源汽车研发的步伐,尤其是在电动汽车的研发领域投入了大量的研究经费。
2015年众多国家已实现了纯电动汽车的批量生产计划,未来10~20年将是世界新能源汽车产业格局形成的关键时期,该产业将成为拉动国民经济发展的新的增长点。
2012年国务院出台《节能与新能源汽车产业发展规划(2012-2020年)》,提出了新能源汽车行业具体的产业化目标:
到2015年,纯电动汽车和插电式混合动力汽车累计产销量力争达到50万辆;到2020年,纯电动汽车和插电式合动力汽车生产能力达200万辆、累计产销量超过500万辆。
之后,国家接连出台了一系列配套补贴优惠政策,这些政策以车辆购置补贴政策为主,包括全国范围内的车辆购置税减免、政府及公共机构采购、扶持性电价、充电基础设施建设支持等,对新能源汽车行业进行全方位扶持。
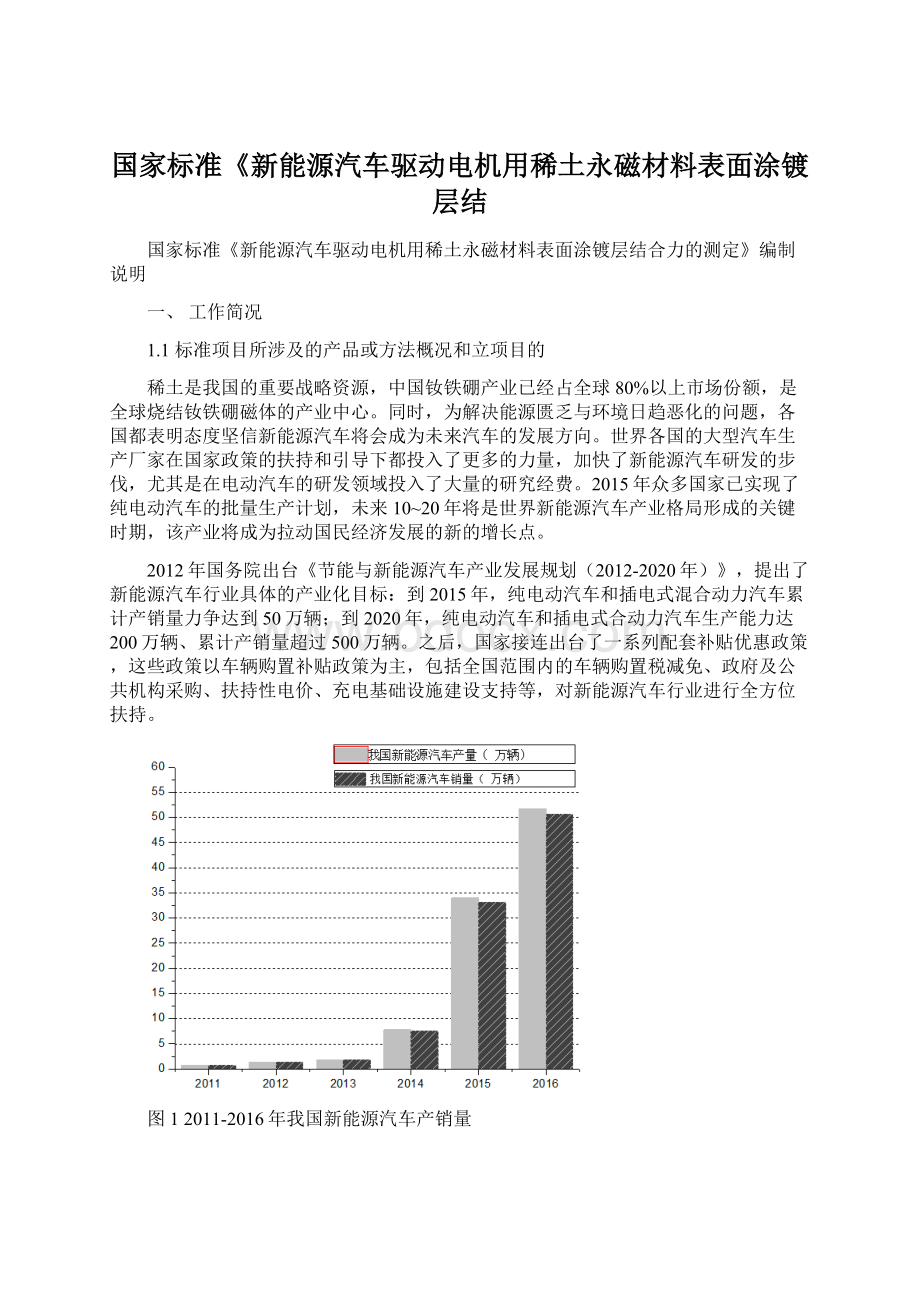
图12011-2016年我国新能源汽车产销量
在国家及地方政府配套政策的支持下,我国新能源汽车实现了产业化和规模化的飞跃式发展。
2011年我国新能源汽车产量仅0.8万辆,占全国汽车产量比重不到千分之一;2016年我国新能源汽车产量已达到51.7万辆,占全国汽车产量的比重已达1.84%。
其中2014年是我国新能源汽车发展元年,2014年、2015年我国新能源汽车产销量同比增长均超过300%。
图22016年全球各车企新能源汽车产销量
随着新能源汽车的蓬勃发展,对新能源汽车电机用的稀土永磁体需求在不断提高。
因新能源汽车电机特殊的使用环境,不同于其他领域,汽车对安全性要求极高,对磁钢的耐蚀性、结合力等性能提出了越来越高的要求。
目前应用于新能源汽车的磁钢行业内通用的表面处理方式主要为磷化/锆化等转化膜处理、电镀锌、电镀镍铜镍、真空镀铝、电泳环氧涂层及复合涂层。
涂镀层种类较多,单一的结合力测试方法无法满足所有涂镀层的测试要求。
目前,行业内相关标准有GB/T13560-2017烧结钕铁硼永磁材料、GB/T17803稀土产品牌号表示方法、XB/T617.1~7涉及钕铁硼合金化学分析方法、GB/T34491-2017烧结钕铁硼表面镀层、GB/T31967-2015稀土永磁材料物理性能测试方法等,缺少针对新能源汽车驱动电机用稀土永磁材料表面涂镀层结合力测试的相关标准。
且现阶段稀土永磁材料表面的涂镀层在结合力检测方法以传统的定性法居多,如划格法、热震法等,缺乏定量测定方法,且现有方法存在检测操作流程不规范等问题,国外有关新能源汽车驱动电机用稀土永磁材料表面涂镀层测定的技术报导不多。
为更加全方位地满足当前新能源汽车驱动电机市场对结合强度的要求,标准的编制势在必行。
参考文献:
网上资料,2017年全球及中国新能源汽车行业产量、销量排行及增速分析,2017年09月04日,(相关报告:
智研咨询发布的《2017-2022年中国新能源汽车行业调研及行业前景预测报告》)。
1.2任务来源
全国稀土标准化技术委员会根据(稀标委[2018]39号)国家标准化管理委员会、工业和信息化部下达的有关标准制修订计划的文件精神召开的第六次稀土标准工作会议下达的任务要求,确定由中国科学院宁波材料技术与工程研究所牵头负责起草标准《新能源汽车驱动电机用稀土永磁材料表面涂镀层结合力的测定》。
计划编号
标准名称
性质
制修订
牵头/负责起草单位
报名参加起草或验证单位
有待下达
新能源汽车驱动电机用稀土永磁材料表面涂镀层结合力的测定
推荐
制定
中国科学院宁波材料技术与工程研究所
钢铁研究总院、安徽大地熊新材料股份有限公司、包头稀土研究院、中国北方稀土(集团)高科技股份有限公司、宁波韵升股份有限公司、赣州福尔特电子股份有限公司、福建省长汀金龙稀土有限公司、北京中科三环高技术股份有限公司、国标(北京)检验认证有限公司
1.3标准项目编制工作组单位简况
中国科学院宁波材料技术与工程研究所
2004年4月,中国科学院与浙江省人民政府、宁波市人民政府签署协议,共建中国科学院宁波材料技术与工程研究所(简称“宁波材料所”)。
建所以来,研究所始终强调:
坚持“集成先进技术,创建转化平台,为国家和区域经济社会的可持续发展提供创新性解决方案”的办所理念,完成园区建设51,219平方米。
搭建了一个既可满足自身发展又能为地方企业服务的科技支撑平台,整个平台大型仪器设备总值约1.2亿元;承担包括国家科技支撑、863、973在内的科研项目近300项。
发改委磁材材料科技创新服务平台、省部共建国家重点实验室、科技部国际合作基地、国家技术转移示范中心、中科院磁性材料及器件重点实验室、浙江省磁性材料及其应用重点实验室等一批相关科研平台获批挂牌。
中科院磁性材料与器件重点实验室已经具备了从事磁性材料与器件研究的条件,承担了一批纵向和横向的科研项目,并已经在多个领域和方向取得了较为明显的突破。
重点实验室定位在新型的具有自主知识产权的磁性材料与器件研究,以及在产业化过程中的科学技术问题研究,面向国际研究前沿,又注重与企业密切结合,这对于研究所来说将是一个与产业联系,同时与国际接轨的窗口和桥梁。
磁性材料表面防护一直是宁波材料所重点发展的方向,从零开始逐步发展壮大,到目前已经发展成为一个拥有18名研发人员的课题组。
在稀土永磁材料腐蚀机理与防护技术开展有特色的工作。
研究了钕铁硼在不同环境下的腐蚀机理。
发现了稀土永磁材料在前处理过程中吸氢腐蚀对磁体表面造成力学损伤的机理。
通过改善电镀工艺,显著提高了电镀层结合力。
通过自行设计的物理气相沉积设备,在烧结钕铁硼表面分别沉积了Al单层膜、Al/Al2O3多层膜,实现了对镀层结构的控制。
研究了镀膜工艺对Al膜与基体结合力以及对磁性的影响;初步建立镀Al防护的钕铁硼腐蚀模型;开展物理气相沉积代替电镀的产业化工作。
研究了化学镀非晶/纳米晶复合镀层,防护性能优异。
发表相关论文30余篇,其中SCI论文20多篇。
共申请了24项发明专利,公开或已授权发明专利20项,1项研究成果2008年获省部级科技进步奖二等奖,1项研究成果2017年获浙江省科技进步奖三等奖。
1.4主要工作过程
多年来,宁波材料所表面防护组自2008年以来一直致力于磁性材料的腐蚀与防护研究,同时在跟踪和分析烧结钕铁硼磁体市场的发展趋势、市场变化、新技术和新市场的动向和专利形势及格局。
得益于在烧结钕铁硼磁体表面防护领域多年的经验和国家科技支撑计划专项课题的实施,我们充分掌握了国内外烧结钕铁硼磁体表面防护的现状和技术进展、测试和评价可靠性等关键要素,于2018年5月顺利地完成了标准初稿的撰写工作。
本标准的制定工作如下:
2018年5月:
文献和产业情况调研,了解国内外技术发展、生产动态及应用领域的变化,编写标准初稿;
2018年6月:
收集行业内相关单位与新能源汽车驱动电机用稀土永磁材料表面涂镀层结合力相关的各项测试方法,并根据收集资料对初稿进行了完善;
2018年12月:
于福建福州召开第一次工作会议,会上各专家对标准稿进行了讨论,稀标委下达了制定任务;
2018年12月~2019年1月:
初稿发放给标准拟参与起草单位,收集反馈意见和建议,形成讨论稿。
同时还向拟参与标准验证单位发放《新能源汽车驱动电机用稀土永磁材料表面涂镀层结合力的测定单位试验能力调查表》,了解行业内结合力检测现状。
2019年1月~4月宁波材料所选取了NiCuNi和环氧两种代表性镀层作为验证统一样,组织中科三环和宁波韵升两家单位开展了一验工作,根据一验结果对初稿进行了修改和完善并形成了试验报告。
2019年4月~6月:
将试验报告及统一样发送至其他验证单位进行了二验工作。
2019年5月29日~31日,于新疆乌鲁木齐召开预审会。
二、标准编制原则和主要内容
本标准的编制是围绕规范新能源汽车驱动电机用稀土永磁材料表面涂镀层结合力的测定,为钕铁硼行业技术交流、指导用户在新能源汽车驱动电机用稀土永磁材料表面涂镀层的结合力测定方面提供依据,促进我国新能源汽车驱动电机用稀土永磁材料表面涂镀层的规范化、标准化。
本标准适用于新能源汽车驱动电机用稀土永磁材料表面单层或多层的涂镀层,包括采用磷化或锆化技术的化学转化膜以及电镀、电泳、喷涂、物理气相沉积、化学镀等技术的涂镀层。
标准编制的主要内容如下:
烧结钕铁硼永磁材料表面镀层代号、对基体的要求和镀前准备、性能要求、试验方法、检验规则及标志、包装、运输、贮存等。
主要内容为针对新能源汽车驱动电机的使用工况,制定了4种新能源汽车驱动电机用稀土永磁材料表面涂镀层结合力测定方法:
拉开法、划格法、剪切法、冷热冲击法。
其中,拉开法和剪切法为定量测试方法,划格法和冷热冲击法为定性测试方法。
1.样品拉开法、剪切法前处理
针对新能源汽车驱动电机的使用工况,在样品进行拉开法、剪切法前增加一道﹣40~120℃高低温交变循环5次的处理,以考察样品涂镀层在高低温交变后的结合力衰减情况。
另外,这也更契合本标准的名称,和非新能源汽车驱动电机用的稀土永磁材料表面涂镀层结合力的测定有所区分。
2.拉开法
将试柱用胶黏剂固定在涂镀层上,利用试验机在涂镀层的法线方向上连续地施加载荷,当该载荷大于涂镀层的结合力时,涂镀层即从基体上剥落。
用破坏涂镀层/基体界面间附着所施加的最大力或最大力与受力面积的比值来表示涂镀层的结合力。
图3拉力试验夹持装置示例
1——涂有胶黏剂的试柱;
2——涂镀层;
3——基体;
4——涂有胶黏剂的钢片;
5——下夹具。
用下式来计算涂镀层产品的结合强度σ,以MPa计:
σ=F/A
式中:
F——拉伸破坏的最大力值,单位为牛顿(N);A——试柱面积,单位为平方毫米(mm2)。
本标准提供了两种结合力测试装置(见图3)。
装置A对同轴度无要求,对厚度小于5mm的涂镀层产品为避免拉伸过程中因涂镀层产品强度不够而导致断裂,可在涂镀层产品的另一面粘接一块厚度为3~5mm的钢片,使下夹具的力作用在钢板上。
粘接面积越大,测得的结合力越接近涂镀层的真实结合力。
一般传统的拉伸测试法建议试柱为20mm。
由于钕铁硼的特殊性,多以小尺寸规格居多,因此建议试柱粘接面的直径为10~20mm。
3.剪切法
用胶黏剂将涂镀层产品粘接到剪切装置上。
待胶黏剂固化后,将剪切装置置于拉力试验机上,均匀、连续地施加压缩力,至涂镀层脱落,记录破坏涂镀层/基体间附着所施加的最大压缩力,并计算剪切强度。
剪切法是用破坏界面间的压缩力或破坏界面间的压缩力与界面面积的比值来表示试验结果。
图4适宜的剪切试验夹持装置示例
1——涂镀层产品;
2——涂镀层;
3——试柱;
4——底座;
5——粘接区域。
用下式来计算涂镀层产品的剪切强度τ,以MPa计:
τ=F/A
式中:
F——压缩破坏的最大力值,单位为牛顿(N);A——粘接面积,单位为平方毫米(mm2)。
4.划格法和冲击法
这两种方法为常用的镀层结合力定性测试方法,用于现场结合力的快速定性检测,及不适用拉伸法和剪切法的磁性材料。
三、主要试验(或验证)的分析,参加起草单位提供的技术数据
我们从二个方面对稀土永磁材料表面涂镀层的结合力测试方法进行了验证分析:
(1)请相关单位提供现行的镀层结合力测试方法,如有可能最好提供相关的企业标准;
(2)标准验证单位的验证数据。
1.下表归纳了行业内主要钕铁硼生产单位就上述二个方面提供的涂镀层结合力测试方法(排名不分先后)。
从调研情况看,各单位在新能源汽车驱动电机用稀土永磁材料表面涂镀层的测试方法主要有划格法、冷热冲击法、拉伸法和剪切法,但是在具体的测试方法、步骤上各家不统一,均有差异。
我们对这四种方法进行了规范和细化。
表1调研情况
调研企业
测试方法
1
永久
高低温交变
2
杭磁
拉拔法
划格法
冷热冲击法
3
科田
划格法
4
京磁
推力、百格
5
天和
拉伸/剪切
6
厦钨
冷热冲击试验
百格试验
耐机油浸泡测试
7
金蒙
百格试验
8
招宝
划格法
剪切力
9
韵升
划格法
剪切力
拉拔
热淬
高低温交变
10
科宁达
拉伸、剪切
2.验证数据
因结合力验证试验涉及到两种试验夹具的加工及胶黏剂涂覆固化、高低温交变等过程,验证工作较为耗时间,截止2019年5月27日还未全部收到验证单位的二验数据。
验证数据详见验证报告。
四、标准水平分析
新能源汽车驱动电机用稀土永磁材料表面的涂镀层在结合力检测方法以定性法居多,缺乏定性测定方法,且现有方法存在检测操作流程不规范等问题,国外专门针对新能源汽车驱动电机用稀土永磁材料表面涂镀层测定的相关标准鲜见报导,也未见直接相关国家标准,本标准作为国家标准在全球尚属首例。
GB/T5210色漆和清漆拉开法附着力试验,用拉开法测试色漆和清漆与金属基体的附着力,其中所使用的涂镀层结合力试验装置比较复杂,且对拉伸机的同轴度要求很高。
本标准中拉开法和剪切法所采用的涂镀层结合力试验装置简单易制,且避免了因拉伸机因同轴度不好而导致的测试结果偏差大甚至失败的情况。
本标准从市场实用性和行业规范性考虑,规范了4种新能源汽车驱动电机用稀土永磁材料表面涂镀层的测定方法,其中划格法和冷热冲击法为定性法,拉拔法和剪切法为定量法,方法中设计的夹持装置可避免同轴度不一致对结合力测试结果的影响,且可作为仲裁方法。
综合比较可以得出结论:
本标准的测试方法达到国际先进水平。
五、与现行相关法律、法规、规章及相关标准,特别是强制性标准的协调性
本标准与GB/T13560-2017烧结钕铁硼永磁材料、GB/T34491-2017烧结钕铁硼表面镀层、同期修订的烧结钕铁硼表面涂层、GB/T5210色漆和清漆拉开法附着力试验、GB/T9286色漆和清漆漆膜的划格试验、GB/T2423.22环境试验第2部分:
试验方法试验N:
温度变化密切相关。
本标准又延伸并扩大了“烧结钕铁硼永磁材料”内容,内容上进行了协调。
六、标准中如涉及专利,应有明确的知识产权说明
尚未发现与所申请标准相关的知识产权问题。
七、其他要说明的事项
稀土永磁材料为粉末冶金材料,材料内部存在缺陷、密度不均匀现象,同时材料本身极易腐蚀,导致在表面处理之后出现同一批样品测试结果离散度较大;另外力学性能测试为破坏性试验,无法做重复性试验。
通常测试结果“仅对来样负责”。
八、标准作为强制性或推荐性国家(或行业)标准的建议
此次编制的国家标准“新能源汽车驱动电机用稀土永磁材料表面涂镀层结合力的测定”,充分考虑了我国在新能源汽车驱动电机用稀土永磁材料涂镀层涂覆生产中的技术进步和质量控制,同时又兼顾了独具中国特色的低成本、高性价比,真实反映了实际生产和磁体应用状况,整体内容达到国际先进水平。
因此,建议本编制标准为推荐性国家标准。
九、贯彻标准的要求和措施建议
结合力测试方法在表面处理行业内广泛使用,只是操作细节上不规范,无统一标准。
本标准制定过程中已组织行业内主流厂家开展了验证工作,加上编制意见的充分讨论和验证,本标准具有良好的可贯彻性。
一十、其他应予说明的事项
无
中国科学院宁波材料技术与工程研究所
2019年5月27日


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 国家标准 新能源 汽车 驱动 电机 稀土 永磁 材料 表面 镀层
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 对中国城市家庭的教育投资行为的理论和实证研究.docx
对中国城市家庭的教育投资行为的理论和实证研究.docx
-
二年级下册数学练习题大全.docx
-
二十年后回故乡的优秀作文.docx
-
软基换填施工方案.docx
-
《黑白装饰画》教案.docx
-
课堂教学改革实施方案5篇.docx
-
返璞归真简约致美解读《给予树》教学设计语文.docx
-
离职证明范本精选多篇.docx
-
《天局》全文.docx
-
我害怕作文集合15篇.docx
-
伏魔战记39详细攻略.docx
-
幼儿园学期计划.docx
-
雅思分类打印版Word格式文档下载.docx
-
年产1万吨竹子纤维加工项目可行性研究报告文档格式.docx
-
电商产业化项目投资经营商业计划书Word文件下载.docx
-
医学多媒体课件的设计与制作Word文档格式.docx
-
中学生中秋节想象作文Word格式.docx
-
等保20之漏洞扫描系统技术方案建议书Word文档格式.docx
-
培训学校个人工作计划模板5篇Word格式.docx
-
北京各区二模试题分类汇编文言文阅读Word文档下载推荐.docx
-
不同职业病危害因素的防护常识Word格式文档下载.docx
-
一年级上册同音形近字练习汇总Word文档格式.docx
-
班级家长会上班主任教师讲话稿Word下载.docx
-
科斯塔环载波恢复Word文件下载.docx
-
浙教义务版六年级语文下册教案 花潮Word文件下载.docx
-
集成电路设计与集成系统专业Word格式文档下载.docx
-
开工第一课专题讲座观后感文档格式.docx
-
东城区学年第一学期高三期末化学试题及答案Word格式文档下载.docx
-
苏教版六年级语文下册第七单元测试题Word格式文档下载.docx
-
学长征精神做红色传人活动方案文档格式.docx
-
读书笔记150字30篇文档格式.docx
-
中级经济法考前必背法条精华版备考资料Word格式.docx
-
大学英语四级参考作文例文Word文件下载.docx
-
我美丽的家乡云南楚雄双柏鄂嘉镇文档格式.docx
-
小学生高年级足球基本技术教学课教案Word下载.docx
-
实验小学教学工作总结Word格式文档下载.docx
-
生物化学习题及答案生物氧化Word下载.docx
-
江苏省普通高校专转本考试真题Word格式文档下载.docx
-
4399洛克王国幽灵羊全攻略Word文档下载推荐.docx
-
合成水晶制品项目投资方案Word格式.docx
-
七年级数学下册103旋转第3课时旋转对称图形同步跟踪训练新版华东师大版Word文档下载推荐.docx
-
合同工程奖励Word下载.docx
-
学校全国防灾减灾日活动总结心得5篇Word格式文档下载.docx
-
linux操作系统期末考试题Word文档下载推荐.docx
-
世界环境日海报Word文件下载.docx
-
物流调度GPS监控系统平台Word下载.docx
-
烟台海阳挖掘沿海资源优势 向蓝色产业要效益文档格式.docx
-
arcgis server Flex开发入门Word文件下载.docx
-
一年级数学上册期末考试试题 江苏版 含答案Word下载.docx
-
河南省濮阳市高二下学期升级期末考试生物a卷试题有答案Word格式文档下载.docx
-
道路砼面层施工方案修改版Word格式文档下载.docx
