 注塑部材料性能总结.docx
注塑部材料性能总结.docx
- 文档编号:7905572
- 上传时间:2023-01-27
- 格式:DOCX
- 页数:15
- 大小:445.06KB
注塑部材料性能总结.docx
《注塑部材料性能总结.docx》由会员分享,可在线阅读,更多相关《注塑部材料性能总结.docx(15页珍藏版)》请在冰豆网上搜索。
注塑部材料性能总结
注塑部材料性能总结
(按供应商牌号归类)
尼龙PA旭化成Leona
1.材料特性
聚酰胺(PA),俗称尼龙,是一种综合性能较好的工程塑料,PA的品种繁多,包括PA6、PA66、PA12、PA46、PA6T等。
不同的PA结构上有一些差别,但都含有酰胺基团。
如:
PA66:
2.成型特性
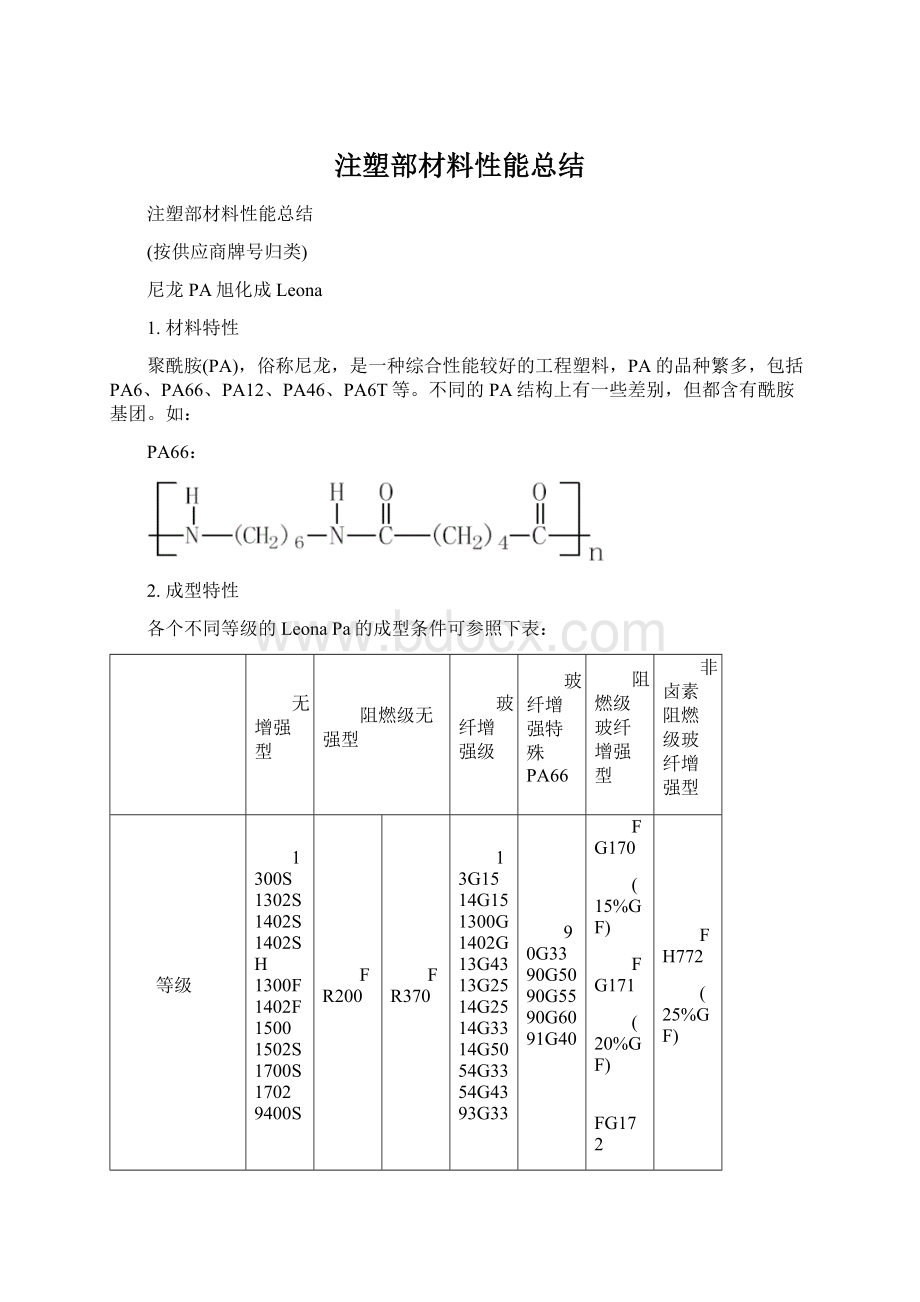
各个不同等级的LeonaPa的成型条件可参照下表:
无增强型
阻燃级无强型
玻纤增强级
玻纤增强特殊PA66
阻燃级玻纤增强型
非卤素阻燃级玻纤增强型
等级
1300S
1302S
1402S
1402SH
1300F
1402F
1500
1502S
1700S
1702
9400S
FR200
FR370
13G15
14G15
1300G
1402G
13G43
13G25
14G25
14G33
14G50
54G33
54G43
93G33
90G33
90G50
90G55
90G60
91G40
FG170
(15%GF)
FG171
(20%GF)
FG172
(25%GF)
FG173
(30%GF)
FH772
(25%GF)
干燥条件
温度:
80℃~90℃时间:
2~3小时
成型
条件
熔体温度
270~
290℃
250~
260℃
265~
275℃
275~
295℃
275~
295℃
270~
280℃
270~
280℃
模温
75~85℃
75~85℃
75~85℃
75~85℃
85~95℃
75~85℃
75~85℃
由于尼龙有较强的吸湿能力,故成型前一定要干燥,要求成型前水份含量在0.2%以下。
如果材料干燥不充分,在螺杆中会有打滑,熔不到胶的现象。
采用了铝薄密封包装的材料在包装完好的情况下水份都是达标的,可以直接使用。
一般的都应该在推荐的温度下成型,过高的成型温度将导致流涎、银纹、材料降解而使制品变脆等不良现象,过低的温度易形成塑化不良。
1.工艺特性
1)尼龙有着从空气中吸收水分的倾向,吸水的程度因品种不同而有差异。
2)除透明尼龙外,尼龙类塑料大都为结晶形聚合物,结晶度一般在20%~30%之间。
3)尼龙的流动性好,温度与压力对尼龙熔体的流动性都有明显的影响,在成型过程中应严格控制成型工艺参数,以防溢料或物料阻塞。
4)熔融状态下的尼龙的热稳定性比聚苯乙烯,聚丙烯要差得多,在成型时应避免熔体加热时间过长。
(加热过长时挤出来的材料如水般粘性很差)
5)尼龙的成型收缩率较大。
2.成型工艺
1)注射温度必须高于熔点,如尼龙6的最低注射温度为225℃,尼经66为260℃。
由于尼龙的热稳定性较差,注射温度也不宜过高。
2)对尼龙而言,注射速度以较快为宜,以防止制品出现波纹、充模不足等弊病。
3)模具温度的选择应根据制品的性能要求以及制品壁厚情况来确定。
PA46
DSMStanyl
1.材料特性
PA46属于聚酰胺系列,是一种半结晶热塑性塑料,是通过已二酸和1,4-二氨基丁烷发生缩聚作用而制成的。
在聚酰胺基的每一边都有4个甲基,其分子结构如下所示:
由于其结构对称,故其熔点高达295度,玻璃化温度约为80度。
而较其他聚酰胺系列又有较短的结晶时间,和较高的结晶度,其结晶度约为70%,聚合物能否结晶取决于分子链结构的规整性,只有具有充分规整结构的聚合物才能形成结晶结构。
2.材料的成型
干燥
PA46是一种吸水性较强的聚酰胺,其吸水性比PA66和PA6T都强,故其对干燥要求也越高。
为防止在干燥过程中材料发生变色或变脆,可参照下表进行干燥处理。
如果是白色或是自然色的材料,干燥时间过长或温度过高会出现变黄,变黑现象(如:
2042069-1的HSG以前是120度的干燥温度经常出现产品发黄,发黑现象)。
有时生产出来的产品为了增强其韧性,如:
PDL/SDL生产出来后要加湿。
干燥前水份含量
干燥时间
干燥温度
0.05~0.2%
2~4H
80度
0.2~0.5%
4~8H
80度
>0.5%
24H
105度
在实际操作过程中,对已经开封的材料可用90~100度干燥6~8H,而对黑色的材料可是用最高120度干燥,但要控制烘料的时间。
特别提示:
成型前材料水份含量过高将给成型带来更多问题,如:
流涎,产品机械性能下降等。
成型温度
为获得最佳的成型温度,应注意应注意PA46温度的上下限,一般的要保持材料处于熔化状态温度要保持300度以上,但温度超过330度材料会发生剧烈降解。
当熔体温度在325度左右时材料能获得最佳的机械性能和流动性,过低(可以通过挤出材料的光泽判断)或过高(容易碳化)的熔体温度都会引起材料性能下降。
不同等级的PA46推荐成型温度设定如下表:
STANYLPA46
熔体温度
射嘴温度
前段温度
中段温度
后段温度
标准等级
305~320
280~320
300~320
300~320
280~320
高流动等级
315~330
280~330
315~330
310~325
280~310
值得注意的是,在实际生产中最重要的是熔体的实际温度。
当PA46处于310~320度时,滞留时间不要超过6分钟,当机器要作短暂停留时(30分钟以内)要将螺杆置于最前端度并将温度降到260度以下,更长时间的停机要将炮筒用PP或HDPE洗净。
和多数聚酰胺系列一样,虽然螺杆的剪切对熔体影响较小,但对于玻璃纤维增强的材料而言,为避免降低玻璃纤维长度应尽量采用较低的螺干转速。
模具温度
PA46固化速度极快,可使用很短的冷却时间,如果为获得较好的流动性,模具温度可以提高到80度以上,一般为80度~120度之间,如薄壁的和流程较长建议用较高温度,高温度可以让材料获得当较好的流动性,模具温度使用超过120度时要在模具设计时考虑不同的收缩率。
模具温度对产品的影响:
模具温度显著地影响结晶强度(高模温有利结晶度的提高)而结晶度又影响着塑件的机械特性
高模具温度可提高塑件强度和刚度,但却降低了物质之韧性(结晶度越大,韧性越小)
壁厚大于3mm用20~40℃的低温模具
收缩率
未增强的PA46的收缩率比一般的无定形材料要大,可达2%,但通过玻纤增强后其收缩率可低至0.2%~0.9%。
特别注意:
若使用PA46的产品使用时若有回流焊要求,则要特别注意产品放置环境干燥及防潮包装,并要严格控制成型后到回流焊的时间,以防止产品吸潮起泡。
排气
排气应开在型腔中气体易被捕获或最后充填部位,其深度视不同产品不同成型条件加工,一般为0.008~0.02mm不等。
PPA
三井化学MITHSUIPA6TARLEN
1.材料特性
ArlenPA6T主体基材化学名为:
聚已二胺对苯二甲酸,其分子结构如下示:
但由于纯的6T结构的熔点大于裂解温度而无法成型加工,所以它必须通过改性才能适合成型加工。
ArlenPA6T不同级别的熔点从310~320度,玻璃化温度从80~90度,1.82Mpa热变形温度从280~305度。
2.材料的成型
干燥
虽然ARLENPA6T与PA6吸湿较弱,但其仍具有亲水性基团,所以其仍是一种较容易吸湿的材料。
所以在使用时,特别是对已经开封的材料一定要进行干燥处理,要求成型前水份含量要求在0.1%以下,否则在成型时容易出现流涎现象或是在后工序过回流焊时起泡等。
对已经开封了而暂不使用的材料要将其袋口折叠好以防止湿气的吸入或是其它杂质的混入。
我们生产中一般都是以100度的温度进行干燥。
对于未开封的原包装采用铝薄密封包装且包装完好材料,可不用干燥直接使用或用100度干燥,但值得注意的是无论以上那种干燥条件,干燥后的水份含量不要高于0.1%。
另外对于浅颜色的材料,干燥时间超过12小时回有轻微颜色变化。
料管容量及螺杆转速
材料在高温的料管较PA6和PBT等材料都容易分解,较长的停留时间和高的剪切热量都会导致材料分解和性能下降,甚至会导致产品在过回流焊接工艺是产生气泡。
射嘴的选择和料管温度的设定
该材料适合选用尽可能短的并带有锥度圆弧过渡的射嘴,长射嘴的使用将容易导致温度控制不准确和过多的材料滞留。
材料推荐的料管及射嘴温度设定如下表,但更重要的是材料熔体的实际温度也在下表推荐范围,并且料管各段温度设定梯度不要太大。
材料等级
射嘴温度
前段温度
中段温度
后段温度
下料口温度
熔体实际温度
ArlenCH230N
320~330度
320~330度
320~330度
310~320度
70~90度
315~325度
ArlenE430N
325~335度
325~335度
325~335度
320~325度
70~90度
325~335度
模具温度
该材料推荐使用的模具温度为100~140度。
为获得较高的稳定的模具温度,模具设计是一定要有隔热板。
回收料的使用
回收料使用比例不要超过25%且要混合均匀,回收料要求没有受污染没有分解且干燥良好,过回流焊以后的产品不可以当回收料使用。
当回收料使用超过25%时必须确认不影响产品功能。
收缩率
PA6T成收缩率从流动方向到垂直方向为:
0.3%~0.9%。
排气
排气槽的深度建议设计在0.01mm~0.015mm,但实际生产中可根据情况略增减。
宝理VectraLcp
1.材料特性
LCP是液晶聚合物(LiquidCrystalPolymer)之一,棒状分子结构组成,即使在熔融状态下分子链仍保持棒状,分子呈同一方向整齐排列,显现出高度结晶的特性,故称之为液晶聚合物,其分子结构的基本骨架分为以下几种:
由于其独特的全芳香族结构,和整齐排列的分子,使其具有一些优良的特性,如具有较高的韧性、较小的热膨胀和较好的耐热性等。
当然由于其有非常高的结晶度和快的结晶速度使其也在用于成型方面带来一些不足,特别表现在低的熔接强度上。
当然也使其具有一些如强烈的各向异性、分层明显的成型件结构等鲜明的特点。
2.材料成型
干燥
虽然VectraLCP的吸水率较低,只有0.03%左右,但成型前的干燥仍是至关重要的。
其较好成型前水分含量应该在0.01%以下,所以在成型前可用140度~160度的温度进行4小时以上的干燥(最长可干燥24小时)。
射嘴的选择和料管温度的设定
由于材料熔融后有较低的粘度及较好的流动性,故使用中经常会有流涎现象。
不同等级的VectraLCP成型温度可参照下表:
A系列
290度~320度
不要超过350度
B系列
290度~320度
不要超过350度
C系列
330度~350度
不要超过360度
T系列
370度~380度
不要超过380度
Ei系列
340度~365度
不要超过370度
S系列
355度~370度
不要超过380度
我们公司使用的VectraLCP主要是A系列(如MicroEdge等产品)和Ei系列(如MS、WTBTAB等产品),如A130和E130i都是玻璃纤维增强的,为防止折断玻璃纤维应使用较低的螺杆转速。
要注意的是材料在极限成型温度最多只能停留30分钟,否则会由于碳化而烧死螺杆。
所以较长时间的停留要用PP、PE或PC清洗料管后再停机。
成型前也要用样的方法清料管。
模具温度
VectraLCP可成型的模具温度在30度~150度之间,但常用的模温一般设定在70度~110度之间,为提高熔接强度或是制品用在高温环境下应选则较高的模温,特别是过reflow的产品,我们一般都是用不低于110度的模温。
如:
SPC:
2013851-1以120度的模温生产。
由于其固化速度快,任何推荐模温下都可以使用较短的冷确时间。
回收料的使用
在没有特别要求的情况下常用25%~50%的回收料比例。
但是回收料最好是随即热粉碎,以降低粉尘含量和提高颗粒均匀度。
收缩率
总的来说,LCP的收缩率不大,但其流动方向和垂直方向的收缩差别较大,甚至在流动方向上会有负收缩情况,不同级别的LCP收缩率都在-0.07%~0.8%之间,不同模具成型条件不同的制品壁厚具体收缩不同。
排气
排气槽的深度一般设计在0.01mm~0.02mm,且可在尽可能广的范围内设置。
杜邦ZeniteLcp
1.材料特性
和其它Lcp一样,ZeniteLcp有它们的共性(可参照上面的介绍),只是由于不同的生产商在改性上有着较小的区别,故它也形成了自己的一些等级,主要有5000系列、6000系列、7000系列和7700系列。
下面就只介绍其在成型上的一些差别。
我们公司是使用的要是以Zenite6000系列中的6130L居多和5000系列中的5145L居多,典型的如:
6130L(CardBus、SO-Dimm等产品使用的材料704105-*)是一属于30%玻纤增强的高韧性级别,熔点335度,热变形温度为264度。
而5145L(Noth-Wood、AMD等产品使用的704967-*)则是45%玻纤增强,熔点315度,1.8Mpa下的热变形温度为275度。
2.材料成型
干燥
不同等级的ZeniteLcp干燥条件可参照下表,但推荐的是使用-30度以下露点的干燥机干燥,理想水份含量0.01%以下。
干燥温度
120度
140度
160度
原包装玻纤增强
6130、6140、7130等
4小时以上
3小时以上
2小时以上
原包装矿物增强
6330、77340等
8小时以上
6小时以上
4小时以上
混合料或已开封玻纤增强
6130、6140、7130等
8小时以上
6小时以上
4小时以上
混合料或已开封矿物增强
6330、77340等
10小时以上
8小时以上
6小时以上
成型温度
对射嘴和螺杆的要求如其它Lcp一样,这里不重复了,只介绍一下不同级别的ZeniteLcp的成型温度,我公司使用的不同级别的ZeniteLcp料管温度设置可参考下表:
ZeniteLcp
级别
典型的料管前段温度
典型的料管中段温度
典型的料管后段温度
推荐温度范围
5***系列
335度
330度
325度
325~345度
6***系列
355度
345度
340度
350~360度
7***系列
365度
355度
350度
360~370度
77***系列
370度
360度
355度
365~375度
模具温度
ZeniteLcp和其他Lcp一样,可成型的模具温度在40度~150度之间,但常用的模温一般设定在65度~110度之间,为提高熔接强度或是制品用在高温环境下应选则较高的模温。
ZeniteLcp的回料使用、成型收缩及模具排气和其它Lcp一样,可参照上面的有关叙述。
住友SumitomoSumikaLcp
1.材料特性
SumitomoLcp按不同的耐温性和成型温度由高到底依次分为E5000系列、E4000系列、E6000系列、E6000HF系列和E7000系列。
我们公司目前使用的SumitomoLcp只有一种,主要是用于Socket-T和0.5FFC使用的材料1573205-*,它是一种用40%玻纤和矿物填充的高流动性低翘曲度(直线度比较好)的一种材料。
2.材料成型
不同系列的SumitomoLcp成型条可参照下表:
E5000系列
E4000系列
E6000系列
E6000HF系列
E5000系列
材料干燥
温度
130摄氏度
时间
4小时以上,24小时以下
料管温度
后段
350~370度
330~350度
280~320度
280~320度
280~300度
中段
370~390度
350~370度
320~350度
320~340度
300~320度
前段
390~410度
370~390度
340~370度
340~360度
320~340度
射嘴
390~410度
370~390度
340~370度
340~360度
320~340度
熔体温度
400度
380度
350度
350度
320度
模具温度
40度~160度
射出速度
适合中速或高速
螺杆转速
适合低速,推荐50~100rpm
要注意的是,由于我们公司使用的SumitomoLcpE6808LHF是以玻纤+矿物填充的,其在干燥和成型过程中一些小分子填充物将分离出来极易形成粘附的气垢和模垢,所以生产中要经常的即使的将气垢或模垢清除。
成型收缩
不同等级SumitomoLcp成型收缩不一样,总体来说从流动反向到垂直方向收缩率在0.02%~1.26%之间。
而我们使用的E6808LHF流动方向和垂直方向的收缩分别为0.17%和0.4%。
i.PBT
ii.通用塑料GEplasticValoxPBT
1.材料特性
ValoxPBT是一种热塑性聚脂,它是以聚对苯二甲酸丁二醇酯为基料的半结晶材料。
较高的介电强度是它的一个特殊标志。
其分子结构如下所示:
2.材料成型
干燥
PBT暴露于空气中会吸取少量的水分,通常其吸水量变动范围一般在0.1%~0.25%之间,具体随温度和湿度变化而不同。
为提高制品的性能和减少材料降解的可能,PBT在使用前必须干燥,推荐的湿度水平要求在0.02%以下,典型的做法是在120度下干燥3~4小时,但干燥时间不要超过48小时。
螺杆转速与成型温度
由于它对螺杆的剪切较为敏感,所以在PBT的成型中实际熔体的温度一般会略高于设定温度,而过高的螺杆转速一则影响玻纤长度,二则会由于过高的剪热量而导致材料分解,从而也要求加工时最好是使用较大孔径的射嘴。
不同级别的ValoxPBT成型的参考温度如下表:
级别
307310
310SE0311
312315
325325ML
327337
357
364
365
414420
420SE0508
551553
815830
855865
DR48DR51
701730
732E735
736745
771780
HR326
HR426
熔体温度
240~260℃
250~265℃
250~265℃
240~260℃
250~265℃
射嘴
240~255℃
245~260℃
245~260℃
240~260℃
240~260℃
前段
245~260℃
250~265℃
250~265℃
240~260℃
245~265℃
中段
240~255℃
245~260℃
245~260℃
240~260℃
250~260℃
后段
230~250℃
240~255℃
240~255℃
240~260℃
240~255℃
PBT是一种高结晶性的热塑性塑料,有以下性能特点:
1.综合机械性能优良。
2.耐磨、耐化学药品,耐应力开裂性能好。
3.可改性为阻燃材料。
4.成型收缩率(30%GF):
流动方向:
0.3%-0.5%
垂直方向:
0.6%-0.9%
收缩率大到小:
PA>PBT>PPA>LCP
成型时有如下特点:
1.流动性好,填充压力低,排气槽在0.02mm以下不会出披峰。
2.成型温度在240℃-270℃之间,滞留时间过长或加热温度高会引起分解。
3.如果是为了获得较高的结晶度和尺寸稳定性,模温在90℃-100℃之间为宜。
4.成型前应充分干燥。
模具温度
可以用到的模具温度在38~93℃之间,较高的模具温度下使制品的有较好的表面光洁度和较好的钢性。
较低的模具温度下由于制品结晶度较低从而表现出较好的韧性,
(如PC/IO)
但其表面光洁度较差,熔接强度较低。
结晶型塑料结晶与否取决于成型条件,如熔体温度和模具温度高,结晶度大,制品密度大,强度、硬度高,耐磨性好,耐化学和耐电性能好;相反,则结晶小,柔软性、透明性好,伸长率和冲击韧度大。
结晶型塑料在注射成形时有如下特点:
(1)结晶型塑料必须要加热至熔点温度以上才能达到软化状态。
由于结晶熔解需要热量,结晶型塑料达到成型温度要比无定形塑料达到成型温度需要更多的热量。
(2)塑料制品在模内冷却时,结晶型塑料要比无定形塑料放出更多的热量,因此结晶型塑料制品在模具内冷却时需要较长的冷却时间。
(3)由于结晶型塑料固态的密度与熔融时的密度相差较大,因此结晶型塑料的成形收缩率较大,达到0.5%~3.0%,而无定形塑料的成形收缩率一般为0.4%~0.6%。
(4)结晶型塑料的结晶度与冷却速切密切相关,在结晶型塑料成形时应按要求控制好模具的温度。
(5)结晶型塑料各向异性显著,易产生缩孔,内应力大,脱模后制品内未结晶的分子有继续结晶的倾向,易使制品变形和翘曲。
收缩率
ValoxPBT的收缩率因制品壁厚不同而不同,同时增强级的与非增强级的收缩率也相差较大。
也有些产品因壁厚太厚冷却不够充分形成马蜂窝状的真空泡。
如:
ELCON1651702-1。
排气
通常的排气槽深度为0.013~0.030mm,但实际中一般先从浅到深,近浇口端浅远浇口端深。
注射压力:
中等
•注射速度:
可以高速填充因PBT凝固很快
•流道和浇口:
圆形流道可增加压力传递
•经验公式:
流道直径=塑件厚度+2.0豪米
•热流道设计要防止材料的渗漏和降解
•潜入式浇口:
建议最小直径为0.75豪米
聚碳酸酯(PC)
聚碳酸酯(PC)聚碳酸酯俗称“防弹玻璃胶”,属结晶性塑料.其主要性质如下:
1.外观透明,刚硬带韧性.燃烧慢,离火后慢熄.
2.PC料耐冲击性是塑料中最好的.
3.成型收缩率小(0.5-0.7%),成品精度高,尺寸稳定性高.
4.化学稳定性较好,但不耐碱,酮,芳香烃等有机溶剂.
5.耐疲劳强度差,对缺口敏感,耐应力开裂性显著.
聚碳酸酯(PC)的成型工艺了解:
1.PC在高温下即使对微量水份亦很敏感,故成型前应充分干燥,使含水率降到0.015-0.02%以下.干燥条件:
温度110-120℃,时间8-12小时.
2.流动性差,须用高压注塑。
注塑压力过高会使导致产品容易粘模及过大的残留应力(残留应力给大易导致产品开裂及影响产品的光折射。
).注塑压力不足则造成体积收缩过大。
3.PC料粘度对温度很敏感,提高温度时,粘度有明显下降.PC料成型提高后料管温度对塑化有利,而一般塑料加工,料管温度控制都是前高后低的原则.
4.模具的设计要求较高:
模具的设计尽可能使流道粗而短,弯曲部位少,用圆形截面分流道;仔细研磨抛光流道等,总之是减小流动阻力以适合其高粘度塑料的填充.
浇口不可过小,过小的浇口会导致浇口过早封闭,补充不了产品收缩造成的体积减少易形成真空泡。
(产品表面接近模壁处先产生固化层,紧邻固化层为分子排列最严重处,此现象产生双折射,影响光的传输)
5.注射速度太快,易出现熔体破裂现象,在浇口周围会有糊斑,产品表面毛糙等缺陷或因排气不良(困气)而使产品烧焦.
6.模温以控制在80-100℃为宜,控制模温目的是减小模温及料温的差异,降低内应力.


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 注塑 材料 性能 总结
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
-
计算题测试文档格式.docx
-
会计年终总结范文精选10篇Word文件下载.docx
-
基坑支护及降排水方案Word格式文档下载.docx
-
古代诗歌鉴赏一剪梅学案Word文档格式.docx
-
国标舞考级Word文件下载.docx
-
机电工程质量验收规范是什么Word文档下载推荐.docx
-
技术员工作自我评价文档格式.docx
-
交警支队车棚改造工程施工合同文档格式.docx
-
护士变更注册申请审核表与示范文本Word文档下载推荐.docx
-
最新学校新冠肺炎疫情防控应急预案Word文件下载.docx
-
GB50204钢筋规范之欧阳总创编Word格式文档下载.docx
-
《半期整改措施》Word格式.docx
-
诊断 症状学腰背痛关节痛汇总.docx
-
英美文学欣赏The Analysis of Shelleys Ode to the West Wind.docx
-
增值税营改增所得税消费税车购税测试题.docx
-
整理二级建造师管理真题.docx
-
英语三级重点高频词汇导入背单词APP使用.docx
-
浙教版学年九年级数学上册第2章测试题及答案.docx
-
证件照教学设计方案.docx
-
优品课件之《从锁国走向开国的日本》教案.docx
-
整理北京交通大学万用表组装实验报告.docx
-
质量管理计划.docx
-
有机化学鉴别.docx
-
整理照明灯饰灯具行业分类英语词汇.docx
-
濉溪县城市总体规划公示.docx
-
智能化工程质量验收记录表.docx
-
学生会纪检部工作总结.docx
-
幼儿园保教主任发言稿.docx
-
跆拳道协会工作总结.docx
-
中国茶叶店连锁市场竞争分析与竞争战略研究报告.docx
-
学宪法讲宪法主题演讲稿800字精选5篇弘扬宪法精神演讲稿5篇.docx
-
五年级下册语文教学计划概要Word格式.docx
-
安监局低压电工考试的题目整理版20套的题目Word格式.docx
-
初中化学知识系统总结Word文件下载.docx
-
最新小学科学教学工作总结范文大全Word文档格式.docx
-
保险理赔意外事故说明书Word文档格式.doc
-
机械手PLC控制系统设计毕业设计论文Word文档格式.docx
-
人教版小学语文五年级上册第七单元教案及反思Word文件下载.docx
-
《舌尖上的中国》的成功因素Word格式.docx
-
六年级语文下册开学考试试题 含答案Word格式文档下载.docx
-
市场拓展总结报告文档4篇文档格式.docx
-
马克思主义基本原理概论MOOK第三章人类社会及其发展规律习题及答案Word格式.docx
-
最新劳务合同范本文档格式.docx
-
市委宣传部在全市征兵工作会议的讲话Word文档下载推荐.docx
-
安装所需材料Word格式文档下载.docx
-
最新陪朋友买车发朋友圈的句子有哪些文档格式.docx
-
立体图形公式大全Word文件下载.docx
-
上外中级口译第三版听力教程原文及讲解RE1Word格式.docx
-
全国各省市教师招聘考试真题汇编试卷二_精品文档Word格式文档下载.doc
-
版二级建造师《公路工程管理与实务》考前检测 附答案Word下载.docx
