 机械制造技术基础习题.doc
机械制造技术基础习题.doc
- 文档编号:78172
- 上传时间:2022-10-02
- 格式:DOC
- 页数:19
- 大小:860.50KB
机械制造技术基础习题.doc
《机械制造技术基础习题.doc》由会员分享,可在线阅读,更多相关《机械制造技术基础习题.doc(19页珍藏版)》请在冰豆网上搜索。
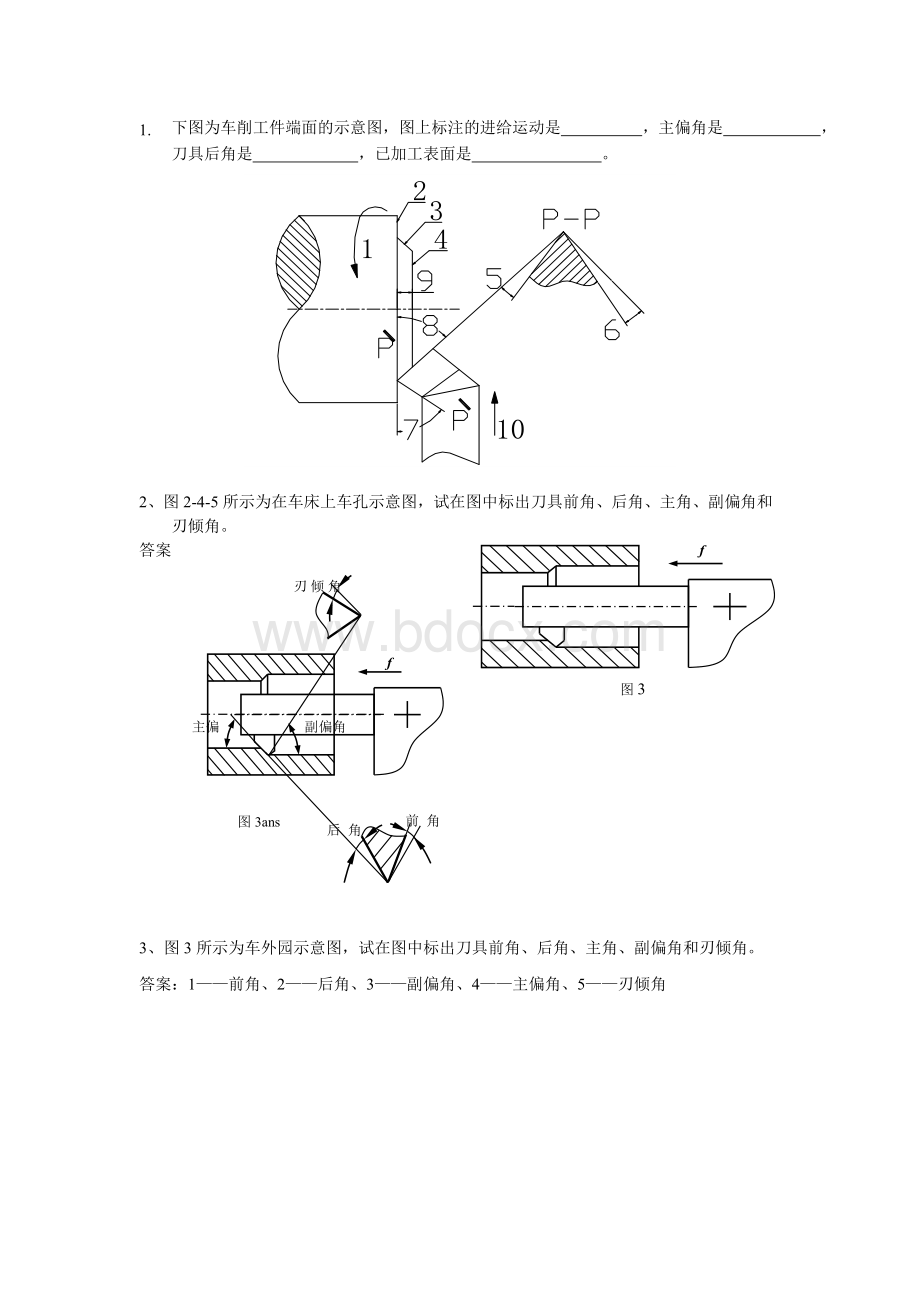
1.下图为车削工件端面的示意图,图上标注的进给运动是,主偏角是,刀具后角是,已加工表面是。
2、图2-4-5所示为在车床上车孔示意图,试在图中标出刀具前角、后角、主角、副偏角和刃倾角。
f
图3
答案
图3ans
f
刃倾角λ0
前角γ0
后角α0
主偏角φ0
副偏角φ′0
3、图3所示为车外园示意图,试在图中标出刀具前角、后角、主角、副偏角和刃倾角。
答案:
1——前角、2——后角、3——副偏角、4——主偏角、5——刃倾角
图3
1-11锥度心轴限制()个自由度。
①2②3③4④5
1-12小锥度心轴限制()个自由度。
①2②3③4④5
1-13在球体上铣平面,要求保证尺寸H(习图2-1-13),必须限制()个自由度。
H
习图2-1-13
①1②2③3④4
习图2-1-14
1-14在球体上铣平面,若采用习图2-1-14所示方法定位,则实际限制()个自由度。
①1②2③3④4
1-15过正方体工件中心垂直于某一表面打一通孔,必须限制()个自由度。
①2②3③4④5
4.分析题
4-1试分析习图2-4-1所示各零件加工所必须限制的自由度:
a)在球上打盲孔φB,保证尺寸H;
b)在套筒零件上加工φB孔,要求与φD孔垂直相交,且保证尺寸L;
c)在轴上铣横槽,保证槽宽B以及尺寸H和L;
d)在支座零件上铣槽,保证槽宽B和槽深H及与4分布孔的位置度。
4-2试分析习图2-4-2所示各定位方案中:
①各定位元件限制的自由度;②判断有无欠定位或过定位;③对不合理的定位方案提出改进意见。
a)车阶梯轴小外圆及台阶端面;
b)车外圆,保证外圆与内孔同轴;
c)钻、铰连杆小头孔,要求保证与大头孔轴线的距离及平行度,并与毛坯外圆同轴;
d)在圆盘零件上钻、铰孔,要求与外圆同轴。
Y
X
Z
b)
a)
Y
X
Z
习图2-4-2
c)
Y
X
X
Z
d)
X
Z
Y
X
4-3在习图2-4-3所示工件上加工键槽,要求保证尺寸和对称度0.03。
现有3种定位方案,分别如图b,c,d所示。
试分别计算3种方案的定位误差,并选择最佳方案。
习图2-4-3
习图2-4-1
d)
H
Z
Y
B
Z
X
Y
X
Z
c)
H
L
Z
B
Y
X
Z
a)
HH
φB
φB
L
(φD)
b)
Y
X
Z
1.图1为工件加工平面BD的三种定位方案,孔O1已加工,1,2,3为三个支钉,分析计算工序尺寸A的定位误差,并提出更好的定位方案.
图1
4-4某工厂在齿轮加工中,安排了一道以小锥度心轴安装齿轮坯精车齿轮坯两大端面的工序,试从定位角度分析其原因。
f
图2-4-5
4-5习图2-4-5所示为在车床上车孔示意图,试在图中标出刀具前角、后角、主角、副偏角和刃倾角。
Z
B
L
(D)
Y
H
Z
X
习图2-4-6
4-6习图2-4-6所示零件,外圆及两端面已加工好(外圆直径)。
现加工槽B,要求保证位置尺寸L和H。
试:
1)定加工时必须限制的自由度;
2)选择定位方法和定位元件,并在图中示意画出;
3)计算所选定位方法的定位误差。
习图2-4-7
A
d
H
90°
D
4-7习图2-4-7所示齿轮坯,内孔及外圆已加工合格(mm,mm),现在插床上以调整法加工键槽,要求保证尺寸mm。
试计算图示定位方法的定位误差(忽略外圆与内孔同轴度误差)。
——(对应知识点2.4.4)
4-8在车床上,切断工件时,切到最后时工件常常被挤断。
试分析其原因。
4-9试分析习图2-4-9所示零件在结构工艺性上有哪些缺陷?
如何改进?
习图2-4-9
4.分析题
4-1在铣床上加工一批轴件上的键槽,如习图4-4-1所示。
已知铣床工作台面与导轨的平行度误差为0.05/300,夹具两定位V型块夹角,交点A的连线与夹具体底面的平行度误差为0.01/150,阶梯轴工件两端轴颈尺寸为。
试分析计算加工后键槽底面对工件轴线的平行度误差(只考虑上述因素影响,并忽略两轴颈与外圆的同轴度误差)。
习图4-4-1
4-1答案:
键槽底面对下母线之间的平行度误差由3项组成:
①铣床工作台面与导轨的平行度误差:
0.05/300
②夹具制造与安装误差(表现为交点A的连线与夹具体底面的平行度误差):
0.01/150
③工件轴线与交点A的连线的平行度误差:
为此,首先计算外圆中心在垂直方向上的变动量:
mm
可得到工件轴线与交点A的连线的平行度误差:
0.07/150
最后得到键槽底面(认为与铣床导轨平行)对工件轴线的平行度误差:
4-2试分析习图4-4-2所示的三种加工情况,加工后工件表面会产生何种形状误差?
假设工件的刚度很大,且车床床头刚度大于尾座刚度。
a)b)c)
习图4-4-2
4-2答案:
a)在径向切削力的作用下,尾顶尖处的位移量大于前顶尖处的位移量,加工后工件外圆表面成锥形,右端直径大于左端直径。
b)在轴向切削力的作用下,工件受到扭矩的作用会产生顺时针方向的偏转。
若刀具刚度很大,加工后端面会产生中凹。
c)由于切削力作用点位置变化,将使工件产生鞍形误差,且右端直径大于左端直径,加工后零件最终的形状参见图4-34。
4-6在无心磨床上磨削销轴,销轴外径尺寸要求为φ12±0.01。
现随机抽取100件进行测量,结果发现其外径尺寸接近正态分布,平均值为X=11.99,均方根偏差为σ=0.003。
试:
①画出销轴外径尺寸误差的分布曲线;
②计算该工序的工艺能力系数;
③估计该工序的废品率;
④分析产生废品的原因,并提出解决办法。
4-6答案:
12
11.99。
分布曲线
(公差带)
①分布图
习图4-4-6ans
②工艺能力系数CP=0.2/(6×0.003)=1.1
③废品率约为50%
⑤产生废品的主要原因是存在较大的常值系统误差,很可能是砂轮位置调整不当所致;改进办法是重新调整砂轮位置。
20
19.95。
(公差带)
19.9
分布曲线
19.98
不合格品率
4-7在车床上加工一批小轴的外圆,尺寸要求为mm。
若根据测量工序尺寸接近正态分布,其标准差为mm,公差带中心小于分布曲线中心,偏差值为0.03mm。
试计算不合格品率。
4-7答案:
习图4-4-7ans
画出分布曲线图,可计算出不合格品率为21.055%
例1有一批小轴,其直径尺寸要求为ømm,加工后尺寸属正态分布,测量计算得一批工件直径的算术平均值=17.975mm,均方根差=0.01mm。
试计算合格品率,分析废品产生的原因,提出减少废品率的措施。
解:
1、画尺寸分布区与于公差带间的关系图
2、设计尺寸可写作
¢
3、系统误差
⊿=
4、计算合格率和废品率
合格品率为
废品率为1-A=16.49%
产生废品的原因:
一是对刀不准,存在系统误差;二是本工序加工的精度较差。
减少废品的有效措施是在消除系统误差基础上进一步改善工艺条件,使减少至6 例: 在两台自动切割机上加工工一批小轴的外园,要求保证直径ø11±0.02mm,第一台加工1000件,其直径尺按正态分布,平均值mm,均方差mm。 第二台加工500件,其直径也按正态分布,且=mm,=mm。 试求: 1)在同一图上画出两台机床加工的两批工件的尺寸分布图,并指出哪台机床的精度高? 2)计算并比较那台机床的废品率高,并分析其产生的原因及提出改进的办法。 解: 两台机床加工的两批小轴,其加工直径分布曲线如下图所示; 1、第一台机床的加工精度 第二机床的加工精度 所以,,故第二台机床的加工精度高。 2、第一台机床加工的小轴,其直径全部落在公差内,故无废品。 第二台机床加工的小轴,有部分直径落在公差带外,成为可修复废品。 废品率为 从图中可见,第二台机床产生废品的主要原因是刀具调整不当,使一批工件尺寸分布重心偏大于公差中心,从而产生可修复废品。 改进的办法是对第二机床的车刀重新调整,使之再进刀0.0075mm为宜。 例: 在车床上车一批轴,要求为Φ25mm。 已知轴径尺寸误差按正待分布,=24.96mm,σ=0.02mm,问这批加工件合格品率是多少? 不合格平率是多少? 能否修复? 解: 1)标准化变化 Z=(x-)/σ=(25-24.96)/0.02=2=0.4772 2)偏大不合格平率为: 0.5-=0.5-0.4772=2.28%(不可修复的不合格品) 3)偏小不合格平率为: 0.5-0.49865=0.00135=0.135%(可修复的不合格品) 4)合格品为: 1-2.28%-0.135%=97.595% 1.单项选择 1-1表面粗糙度的波长与波高比值一般()。 ①小于50②等于50~200③等于200~1000④大于1000 1-2表面层加工硬化程度是指()。 ①表面层的硬度②表面层的硬度与基体硬度之比③表面层的硬度与基体硬度之差 ④表面层的硬度与基体硬度之差与基体硬度之比 1-22强迫振动的频率与外界干扰力的频率()。 ①无关②相近③相同④相同或成整倍数关系 1-24自激振动的频率()工艺系统的固有频率。 ①大于②小于③等于④等于或接近于 4.分析计算题 4-1试选择习图5-4-1示三个零件的粗﹑精基准。 其中a)齿轮,m=2,Z=37,毛坯为热轧棒料;b)液压油缸,毛坯为铸铁件,孔已铸出。 c)飞轮,毛坯为铸件。 均为批量生产。 图中除了有不加工符号的表面外,均为加工表面。 a) A A t c) C C t b) B B t 习图5-4-1 4-1答案: 1.图a: ①精基准——齿轮的设计基准是孔A。 按基准重合原则,应选孔A为精基准。 以A为精基准也可以方便地加工其他表面,与统一基准原则相一致。 故选孔A为统一精基准。 ②粗基准——齿轮各表面均需加工,不存在保证加工面与不加工面相互位置关系的问题。 在加工孔A时,以外圆定位较为方便,且可以保证以孔A定位加工外圆时获得较均匀的余量,故选外圆表面为粗基准。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机械制造 技术 基础 习题
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 第二章-传统相机的性能与种类.ppt
第二章-传统相机的性能与种类.ppt
 三级健康管理师题库(附答案).docx
三级健康管理师题库(附答案).docx
-
房屋租赁合同范本(有法律效益).docx
-
合作协议书中(英文)版.docx
-
人音版小学三年级上册音乐教案.docx
-
餐饮店合股投资协议书.docx
-
城市综合管廊特点及设计要点解析.docx
-
机械助理工程师个人工作总结.docx
-
建设单位会议管理办法.docx
-
国有企业在“一带一路”中的发展路径.docx
-
幼儿园与家长签订的安全责任书.docx
-
2018年助理值班员职业技能竞赛专业知识考试试题及答案.docx
-
初中物理学科的核心素养.docx
-
军训结束教官讲话稿范本.docx
-
人教版新起点五年级英语上册全册教案.docx
-
唱歌跑调怎样办,唱歌超难听怎样办.docx
-
某拟提拔干部近三年工作总结.docx
-
最美教师事迹材料.docx
-
广播电视概论第一章绪论.pptx
-
质量管理体系考试试题及答案2.docx
-
《串联和并联》练习题.pptx
-
高端装备制造项目可行性研究报告.docx
-
新教师入职培训心得体会(9篇).docx
-
最新部编版三年级上册语文第8课《卖火柴的小女孩》教案第3单元教学设计.docx
-
2019年初级保育员理论知识考试真题及答案.docx
 专业分包合同风险控制要点一览表 - 副本.rtf
专业分包合同风险控制要点一览表 - 副本.rtf
-
2019年最新主题教育围绕“四个对照”“四个找一找”在专题民主(组织)生活会个人对照检视检查研讨材料.docx
-
2018年度公司培训计划方案.docx
-
企业债券发行法律服务意向书---律所整理.docx
-
2019年事业单位法律知识考题及答案解析.docx
-
2019-2020学年人教版(新起点)英语五年级上册全册教案.docx
-
轨道焊接方案.docx
-
有限空间作业方案原.docx
-
安全奖金管理制度.docx
-
幼儿园保育员年终总结.docx
-
幼儿园大班语言《问风筝》心得体会.docx
-
安全施工组织设计江家店中学小学教学楼工程.docx
-
安全员B证考试.docx
-
幼儿园卫生保健的工作总结.docx
-
幼儿园小班下学期班级工作总结范文与幼儿园小班下学期班级工作计划汇编.docx
-
八年级历史下册第18课《科学技术的成就二》教案新人教版.docx
-
八年级生物下册复习教案新人教版doc.docx
-
八年级物理下学期期初调研考试试题整理.docx
-
八年级英语上册学案unit5.docx
-
6S现场管理课题报告.docx
-
009施工机械安全技术交底书课件.docx
-
10第十章.docx
-
学年度二年级语文下册教案.docx
-
学年高一语文月考试题新人教版 第4套.docx
-
16年级创意暑假作业清单让孩子收获不一样的假期.docx
-
20米预制箱梁吊装架设施工专项施工方案之欧阳历创编.docx
