 FANUCOIMATETD系统全参数表.docx
FANUCOIMATETD系统全参数表.docx
- 文档编号:7568701
- 上传时间:2023-01-25
- 格式:DOCX
- 页数:38
- 大小:29.52KB
FANUCOIMATETD系统全参数表.docx
《FANUCOIMATETD系统全参数表.docx》由会员分享,可在线阅读,更多相关《FANUCOIMATETD系统全参数表.docx(38页珍藏版)》请在冰豆网上搜索。
FANUCOIMATETD系统全参数表
合用标准文案
FANUC-OiMC参数表
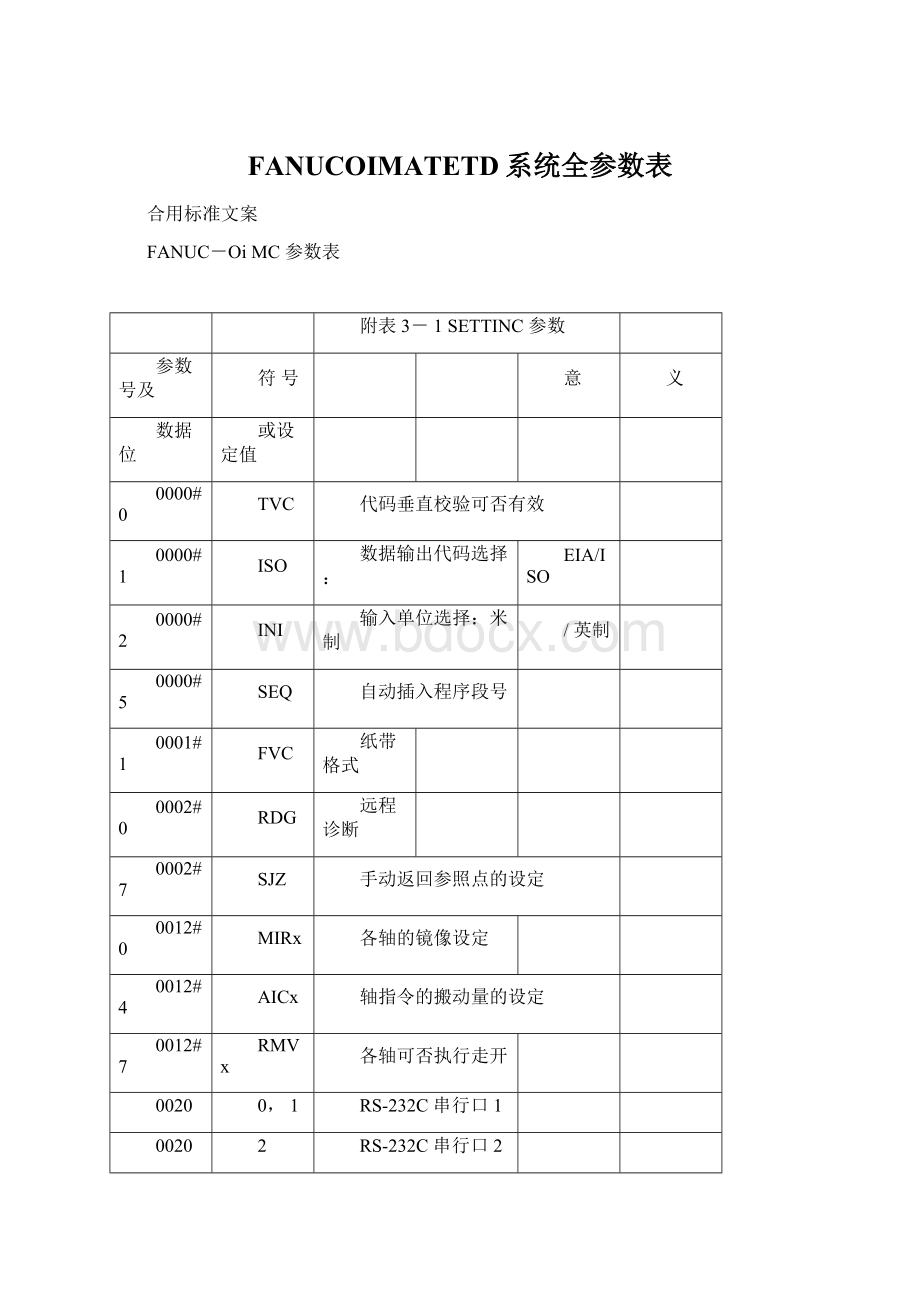
附表3-1SETTINC参数
参数号及
符号
意
义
数据位
或设定值
0000#0
TVC
代码垂直校验可否有效
0000#1
ISO
数据输出代码选择:
EIA/ISO
0000#2
INI
输入单位选择:
米制
/英制
0000#5
SEQ
自动插入程序段号
0001#1
FVC
纸带格式
0002#0
RDG
远程诊断
0002#7
SJZ
手动返回参照点的设定
0012#0
MIRx
各轴的镜像设定
0012#4
AICx
轴指令的搬动量的设定
0012#7
RMVx
各轴可否执行走开
0020
0,1
RS-232C串行口1
0020
2
RS-232C串行口2
0020
4
储藏卡接口
0020
5
数据效劳器接口
0020
6
运行DNC或由FOCAS/Ethernet指定的M198
0020
10
DNC2接口
0020
20~35
组0-15,CNC和PowerMateCNC之间经FANUCI/OLINK
进行数据传输。
0021
设定前后输出设备
0022
设定后台输入设备
0022
设定后台输出设备
附表3-2通道共用参数
参数号
符号
意义
或设定值
024
0
依照PMC在线监控画面的设定
024
1
RS-232C串行端口
1〔JD36A〕
024
2
RS-232C串行端口
2〔JD36B〕
024
10
高速接口〔HSSB(COP7)或以太网〕
024
11
高速接口或
RS-232串行端口
1〔JD36A〕
024
12
高速接口或
RS-232串行端口
2〔JD36B〕
0100#1
CTV
程序说明局部文字的
TV校验
文档
合用标准文案
0100#2
CRF
在ISO代码中EOB〔程序段结束〕的输出设定
0100#3
NCR
在ISO代码中EOB〔程序段结束〕的输出设定
0100#5
ND3
在NDC运行时,程序读取方式
0100#6
IOP
规定如何停止输入
/输出程序
0100#7
ENS
读EIA代码时发现NULL代码〔无效代码〕时的设定
附表3-3DNC2接口的参数
参数号
符号
意义
或设定值
0140#0
BBC
可否检查DNC2接口BCC〔程序段检查字符〕的值
0140#2
NCE
可否检查ER〔RS-232C〕和TR〔RS422〕信号
0140#3
ECD
可否应答错误代码的设定
0143
1~60
监控响应准时器的时间极限〔
DNC2接口〕
0144
1~60
监控EOT信号的准时器的时间极限〔
DNC2接口〕
0145
1~60
RECV和SEND切换所需要的时间〔
DNC2接口〕
0146
1~10
系统试一试保持通讯的时间〔
DNC2接口〕
0147
1~10
系统发送的响应
NAK信号的信息的次数〔DNC2接口〕
0148
10~255
超时时可以接收的字符数目〔
DNC2接口〕
0149
80~256
通讯包数据段的字符数〔
DNC2接口〕
附表3-4有关远程诊断的参数
参数号
符号或
意义
设定值
0002#0
RDN
远程诊断可否进行
0201#0
SB2
停止位的设定
0201#1
ASC
数据输出时的代码
0201#2
NCR
EOB的输出
0203
1-12
波特率
0204
0-2
远程诊断通道
0211
1~99999999
远程诊断密码〔口令〕
1
0212
1~99999999
远程诊断密码〔口令〕
2
0213
1~99999999
远程诊断密码〔口令〕
3
0221
1~99999999
远程诊断要点字
1
0222
1~99999999
远程诊断要点字
2
0223
1~99999999
远程诊断要点字
3
0300#0
PMC
在CNC画面显示功能有效时,当
NC侧拥有储藏卡接口时
〔HSSB连接〕
附表3-5数据效劳器的参数
文档
合用标准文案
参数号
符号
意义
或设定值
0900#0
DSV
数据效劳器功能可否有效
0900#1
ONS
当数据效劳器的文件名
O号和NC的O号不相同时
0921
0,1
选择数据效劳器主机
1的操作系统
0922
0,1
选择数据效劳器主机
2的操作系统
0923
0,1
选择数据效劳器主机
3的操作系统
0924
0~255
DNC1/Ethernet或FOCAS/Ethernet的等待时间设定
0931
32~39
设定对应软健[CHAR-1]的特别字符代码
0932
32~39
设定对应软健[CHAR-2]的特别字符代码
0933
32~39
设定对应软健[CHAR-3]的特别字符代码
0934
32~39
设定对应软健[CHAR-4]的特别字符代码
0935
32~39
设定对应软健[CHAR-5]的特别字符代码
附表3-6轴控制、设定单位的参数
参数号
符号
意义
或设定值
1001#0
INM
直线轴的最小搬动单位
1002#0
JAX
JOG进给、手动快速进给及手动返回参照点时,同时控制的
轴数
1002#1
DLZ
无挡块参照点设定功能可否无效
1002#2
SFD
可否使用参照点偏移功能
1002#4
XIK
非直线插补型定位时,对定位搬动中的某个轴实行互锁时
1002#5
IDG
当使用无挡块设定参照点功能时,
可否进行禁止参照点再设
定参数IDGx(No.1012#0)的自动设定
1004#0
ISA
最小输入单位,最小指令增量
1004#1
ISC
最小输入单位,最小指令增量
1004#6
IPI
英制输入控制
1004#7
IPR
各轴的最小输入单位可否设定为最小指令增量的
10倍
1005#0
ZRNx
参照点没有成马上,在自动运行〔
MEM,RMT或MDI〕中,指
定了除G28以外的搬动指令时,系统可否报警。
1005#1
DLZx
无挡块参照点设定功能可否有效
1005#3
HJZx
当参照点已经建立再进行手动参照点返回时采用减速挡块
1005#4
EDPx
各轴正方向的外面减速信号
1005#5
EDMx
各轴负方向的外面减速信号
1006#0
ROTx
设定直线轴或旋转轴
1006#1
ROSx
设定直线轴或旋转轴
1006#3
DIAx
设定各轴的搬动量
文档
合用标准文案
1006#5
ZMIx
设定各轴返回参照点方向
1007#0
RTLx
旋转轴返回参照点操作
1007#1
ALZx
自动返回参照点操作
1007#2
OKIx
对于机械撞块式设定参照点操作在参照点返回完成后,
可否
出现P/S000报警
1008#0
ROAx
设定旋转轴的循环显示功能可否有效
1008#1
RABx
设定绝对指令时轴的旋转方向
1008#2
RRLx
相对坐标值
对于循环显示功能有效的旋转轴在使用机床系选择〔
G53〕
1008#5
RMCx
或高速机床坐标系选择〔G53P1〕指令时,参数1008#1可否
有效
1010
1,2,3,
CNC控制轴数
1012#0
IDGX
无挡块设定参照点时,可否再次设定参照点
1015#3
RHR
在切换增量系〔公/英制〕后,对于旋转轴第一个
G28指令,
参照点返回速度种类
1015#4
ZRL
对于高速型参照点返回指令
G28,第二到第四参照点返回指
令G30和G53指令,定位种类可否为直线插补型
1015#5
SVS
在关断某伺服轴后,简单同步控制可否释放
1015#6
WIC
工件原点偏置测量值直接输入可否对坐标系有效
1015#7
DWT
用P指定暂停时间时,数据单位为
0.1或1ms
1020
各轴的编程名称
1022
0~7
根本坐标系中各轴的属性
1023
1,2,3
各轴的伺服轴号
附表3-7坐标系的参数
参数号
符号
意义
或设定值
1201#2
ZCL
手动参照点返回完成后,局部坐标系可否取消
1201#5
AWK
改变工件零点偏移量时可否改变绝对地址显示
1201#7
WZR
复位时工件坐标系可否返回到
G54
1202#0
EWD
外面工件原点偏移量引起的坐标系的搬动方向
1202#1
EWS
工件坐标系搬动量与外面工件
1202#2
G50
指令了坐标系
G50代码时,可否报警
1202#3
RLC
复位后,局部坐标系可否取消
1202#5
SNC
在清除伺服报警后,局部坐标系可否去除
1203#0
EMC
扩展型外面机床原点偏移功能可否有效
1203#2
68A
双刀架镜像方式
G68中绝对地址检测器自动坐标系设定是
否考虑双刀架镜像
文档
合用标准文案
1203#6
MMD
在手动操作中,对于镜像功能见效的轴其运动方向可否与自
动运行方向相同
1220
-99999999
外面工件原点偏移量
~99999999
1221
-99999999
工件坐标系
1〔G54〕的原点偏移量
~99999999
1222
-99999999
工件坐标系
1〔G55〕的原点偏移量
~99999999
1223
-99999999
工件坐标系
1〔G56〕的原点偏移量
~99999999
1224
-99999999
工件坐标系
1〔G57〕的原点偏移量
~99999999
1225
-99999999
工件坐标系
1〔G58〕的原点偏移量
~99999999
1226
-99999999
工件坐标系
1〔G59〕的原点偏移量
~99999999
1240
-99999999
机械坐标系中各轴第
1参照点的坐标值
~99999999
1241
-99999999
机械坐标系中各轴第
2参照点的坐标值
~99999999
1242
-99999999
机械坐标系中各轴第
3参照点的坐标值
~99999999
1243
-99999999
机械坐标系中各轴第
4参照点的坐标值
~99999999
1260
1000~
设定旋转轴每一转的搬动量
9999999
1280
0~65535
扩展外面机床原点偏移信号组的首地址
1290
0~99999999
设定镜像方式双刀架距离
附表3-8储藏行程检测的参数
参数号
符号
意义
或设定值
1300#0
OUT
用参数〔No.1322,No.1323〕设定的储藏式行程检测
2的禁
地域为内或外侧地域
1300#2
LMS
储藏式行程检测切换信号
EXLM可否有效
1300#5
RL3
行程检测3清除信号RLSOT3可否有效
1300#6
LZR
接通电源后到手动回参照点从前,可否进行第一储藏式行程
文档
合用标准文案
检测
1300#7
BFA
当发出超出储藏行程的指令时可否出现报警
1301#0
DLM
各轴各向储藏式行程限位切换信号可否有效
1301#2
NPC
作为搬动前行程检测功能的一局部,由
G31〔跳转〕和G37
〔自动刀具长度测量〔
M系列〕或自动刀具补偿〔
T系列〕
〕指定的搬动程序段
1301#3
OTA
若是在上电时刀具已处于禁止地域,有关储藏行程检测
2
〔内侧〕和储藏行程检测
3的报警何时发出
1301#4
OF1
若是出现超程报警后〔行程检测
1超程〕,机床搬动至赞同
范围内时,报警可否取消
1301#6
OTF
当出现超程报警时可否输出信号
1301#7
PLC
搬动前行程检测可否执行
1310#0
OT2x
每个轴可否进行储藏式行程检测
2的检查
1310#1
OT3x
每个轴可否进行储藏式行程检测
3的检查
1320
-99999999
各轴储藏式行程检测
1
的正方向界线的坐标值
~99999999
1321
-99999999
各轴储藏式行程检测
1
的负方向界线的坐标值
~99999999
1322
-99999999
各轴储藏式行程检测
2
的正方向界线的坐标值
~99999999
1323
-99999999
各轴储藏式行程检测
2
的负方向界线的坐标值
~99999999
1324
-99999999
各轴储藏式行程检测
3
的正方向界线的坐标值
~99999999
1325
-99999999
各轴储藏式行程检测
3
的负方向界线的坐标值
~99999999
1326
-99999999
各轴储藏式行程检测
1
的正方向界线的坐标值
II
~99999999
1327
-99999999
各轴储藏式行程检测
1
的负方向界线的坐标值
II
~99999999
附表3-9进给速度的参数
参数号
符号
意义
或设定值
1401#0
RPD
从接通电源到返回参照点期间,手动
2快速运行
1401#1
LRP
定位〔G00〕
1401#3
JZR
用JOG速度手动返回参照点
1401#4
RFO
切削进给倍率为0%时,快速搬动
文档
合用标准文案
1401#5
TDR
螺纹切削或2攻丝〔攻丝循环
G74或G84,刚性攻丝〕期间
空运行
1401#6
RDR
对快速运行指令,空运行
1402#0
NPC
1402#2
JOV
JOG倍率
1402#4
JRV
手动进给或增量进给
1403#0
MIF
每分钟进给损时的F指令〔切削进给速度〕的最小单位为
1403#0
RTV
螺纹切削循环刀具回退时倍率
1404#0
HFC
螺旋差给进给速度
1404#1
DLF
参照点建立后,进行手动返回参照点时
1404#2
F8A
每分进给时的
F指令范围〔T系列的情况〕
1404#2
F8A
每分进给时带小数点的
F指令范围〔M系列的情况〕
1404#3
FRV
英制输入时每转进给的
进给速度指令范围
1404#4
HCF
在AI轮廓控制〔M系列〕中,螺旋线插补的速度为
1404#7
FC0
在自动运行中,当程序段〔
G01,G02,G03等〕中含有的进给
速度指令〔F指令〕为0时
1405#0
F1U
指定F1位数进给的进给速度参数〔No.1451-1459〕的数据
的数据单位
1405#1
FD3
每转进给的进给指令〔
F指令〕中小数点后位数
1405#5
EDR
对于插补型快移〔参数
No.1401#1〔LRP〕=1〕,外面减速速
度为
1405#6
FCI
设定了英制输入和每转进给时,切削进给的钳制速度为
1406#0
ED2
外面减速速度
2
1406#1
ED3
外面减速速度
3
1407#3
ACS
在包括Cs轴执行直线插补型位定位时,若是Cs轴未完成参
考点返回
1407#7
ACF
在AI先行控制方式或
AI轮廓控制方式时,钳制进给速度为
1408#0
RFD
旋转轴进给速度的控制方法
1410
空运行速度
1411
接通电源时自动方式下的进给速度
1420
各轴快速搬动速度
1421
各轴快速搬动倍率的
F0速度
1422
最大切削进给速度〔所有轴通用〕
1423
各轴手动连续进给〔
JOG进给〕时的进给速度
1424
各轴手动快速搬动速度
1425
各轴返回参照点的HL速度
1426
切削进给时的外面减速速度
1
文档
合用标准文案
1427
各轴快速搬动的外面减速速度1
1428
参照点返回速度
1430
各轴最大切削进给速度
1431
先行控制方式中的最大切削进给速度〔所有轴通用〕
1432
先行控制方式中每个轴的最大切削进给倍率
先行控制方式,AI先行控制方式或
AI轮廓控制方式中每个
轴的最大切削进给速度
1436
速度检查功能中各轴最高速度
1440
切削进给外面减速速度
2
1441
各轴搬动外面减速速度
2
1442
各轴手轮进给最高速度
2
1443
切削进给外面减速速度
3
1444
各轴快移外面减速速度
3
1445
各轴手轮进给最高速度
3
1450
F1位数进给时手摇脉冲发生器每一格的进给速度的变化量
1451
对应F1位数指令F1的进给速度
1452
对应F1位数指令F2的进给速度
1453
对应F1位数指令F3的进给速度
1454
对应F1位数指令F4的进给速度
1455
对应F1位数指令F5的进给速度
1456
对应F1位数指令F6的进给速度
1457
对应F1位数指令F7的进给速度
1458
对应F1位数指令F8的进给速度
1459
对应F1位数指令F9的进给速度
1460
F1位数指令的进给速度的上限值〔
F1-F4〕
1461
F1位数指令的进给速度的上限值〔
F5-F9〕
1465
0~99999999
旋转轴进给速度控制的虚假半径
1466
螺纹切削循环回退速度
附表3-10加减速控制的参数
参数号
符号
意义
或设定值


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- FANUCOIMATETD 系统 参数表
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 对中国城市家庭的教育投资行为的理论和实证研究.docx
对中国城市家庭的教育投资行为的理论和实证研究.docx
-
二年级下册数学练习题大全.docx
-
二十年后回故乡的优秀作文.docx
-
软基换填施工方案.docx
-
《黑白装饰画》教案.docx
-
课堂教学改革实施方案5篇.docx
-
返璞归真简约致美解读《给予树》教学设计语文.docx
-
离职证明范本精选多篇.docx
-
《天局》全文.docx
-
我害怕作文集合15篇.docx
-
伏魔战记39详细攻略.docx
-
幼儿园学期计划.docx
-
雅思分类打印版Word格式文档下载.docx
-
年产1万吨竹子纤维加工项目可行性研究报告文档格式.docx
-
电商产业化项目投资经营商业计划书Word文件下载.docx
-
医学多媒体课件的设计与制作Word文档格式.docx
-
中学生中秋节想象作文Word格式.docx
-
等保20之漏洞扫描系统技术方案建议书Word文档格式.docx
-
培训学校个人工作计划模板5篇Word格式.docx
-
北京各区二模试题分类汇编文言文阅读Word文档下载推荐.docx
-
不同职业病危害因素的防护常识Word格式文档下载.docx
-
一年级上册同音形近字练习汇总Word文档格式.docx
-
班级家长会上班主任教师讲话稿Word下载.docx
-
科斯塔环载波恢复Word文件下载.docx
-
浙教义务版六年级语文下册教案 花潮Word文件下载.docx
-
集成电路设计与集成系统专业Word格式文档下载.docx
-
开工第一课专题讲座观后感文档格式.docx
-
东城区学年第一学期高三期末化学试题及答案Word格式文档下载.docx
-
苏教版六年级语文下册第七单元测试题Word格式文档下载.docx
-
学长征精神做红色传人活动方案文档格式.docx
-
读书笔记150字30篇文档格式.docx
-
中级经济法考前必背法条精华版备考资料Word格式.docx
-
光伏发电项目高质量控制计划清单.docx
-
新苏教版五年级下册科学《 蛋壳与拱形建筑》教学设计.docx
-
武汉工程大学综合文献检索报告.docx
-
广告文案课程标准.docx
-
牛津上海版中考英语专题复习1语法复习阅读D教案.docx
-
信用证及其种类.docx
-
国家级大学生创新创业训练计划项目申请书.docx
-
小学三年级数学口算天天练A4纸直接打印.docx
-
学年人教版高中物理 选修31 14 电势能和电势 同步练习A卷.docx
-
浓缩液处理工艺设计方案.docx
-
小学四年级数学下册填空题易错题专项训练docx.docx
-
湖南省娄底市届高三历史下学期第二次模拟考试试题解析版.docx
-
循环系统疾病病人的护理25.docx
-
配电柜购销合同范本.docx
-
新部编版五年级语文下册短文阅读附答案.docx
-
基于PLC的机械臂控制系统设计毕业论文.docx
-
企业福利项目与方案的设计.docx
-
医院洗涤合同.docx
-
幼儿园教师寄语大全.docx
