 PressCAD手册P5.docx
PressCAD手册P5.docx
- 文档编号:7275105
- 上传时间:2023-01-22
- 格式:DOCX
- 页数:17
- 大小:548.62KB
PressCAD手册P5.docx
《PressCAD手册P5.docx》由会员分享,可在线阅读,更多相关《PressCAD手册P5.docx(17页珍藏版)》请在冰豆网上搜索。
PressCAD手册P5
第三篇工程設計篇
第五章模具相關資料之設定
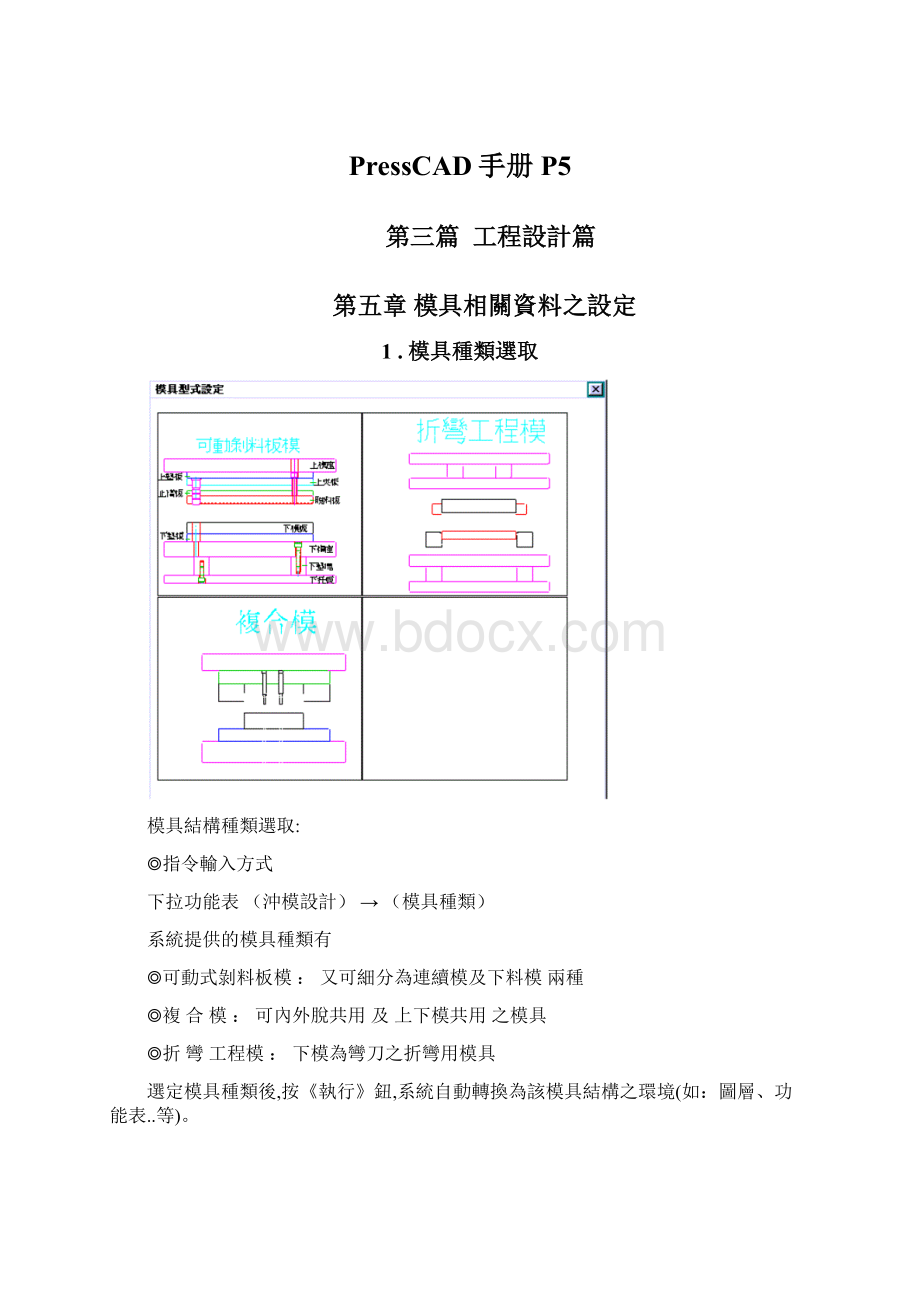
1.模具種類選取
模具結構種類選取:
◎指令輸入方式
下拉功能表(沖模設計)→(模具種類)
系統提供的模具種類有
◎可動式剝料板模:
又可細分為連續模及下料模兩種
◎複合模:
可內外脫共用及上下模共用之模具
◎折彎工程模:
下模為彎刀之折彎用模具
選定模具種類後,按《執行》鈕,系統自動轉換為該模具結構之環境(如:
圖層、功能表..等)。
2.模具總設定
模具總設定的功能在於:
可事先將欲設計的那一組模具的所有相關條件(如模板厚度、零件排列位置、零件固定方式、間隙設定等)事先規劃設定好,以便在執行全自動模具繪製時,繪出符合設計者所需的模具,更可進一步將模具資料規劃成標準型式,並用“存規劃檔”功能存檔之,需要時用“叫規劃檔”功能載入即可,除了可大幅節省繪圖時間外,更可提昇正確性,避免人為疏失的錯誤率。
◎指令輸入方式
下拉功能表(沖模設計)(模具總設定),則出現下列對話框﹕
◎欄位說明
【模具型式設定】:
可選擇的模具型式有﹕
可動式剝料板模–1.連續模
-2.下料模(注意!
下料模並非複合模)
【註1】目前業界使用最多最廣泛的模具種類為[可動式剝料板]]故本軟體的功能亦是以此種模具為主,
下料模與連續模的模板結構相同,差別在於執行模板繪製功能時﹕
連續模:
以“料帶寬度”加上雙邊留邊距離決定模板之尺寸.
下料模:
以“成品外型”加上留邊距離以決定模板之尺寸,
【模板厚度設定】:
設定各模板的厚度、鋼材材質、鋼材每KG單價、熱處理方式、熱處理單價。
用途在於﹕
1﹒繪製組立圖時,將根據此處厚度設定實寸繪出。
2﹒供零件長度自動計算時參考之(故應於零件繪製之前,設定好模板之厚度,如此零件繪製時所自動計算出來的零件長度才會正確)。
3﹒供列示料表清單及模板價格統計用。
◎操作說明
點擊【模板厚度設定】欄位﹐則出現下列對話框﹕
厚度:
使用者需自行輸入厚度數值。
【註一】如不需要的模板只需將該模板厚度設0,則模板繪製時即不產生該模板之資料。
材料:
按下材料輸入欄,系統自動讀取資料檔供選用。
熱處理:
按下熱處理輸入欄,系統自動讀取資料檔供選用。
單價:
按下單價輸入欄,可輸入材料或熱處理的單價。
【註一】使用材料、材料每KG單價、熱處理單價、熱處理方式…等資料檔,是採用開放式的資料庫,使用者可直接用[編輯資料檔]的功能,來增加或刪除多餘的資料。
下拉功能表(沖模設計)→(編輯資料檔)→(模板材料)
下拉功能表(沖模設計)→(編輯資料檔)→(熱處理檔)
零件長度設定:
可設定各種沖模零件的長度.
當按下[零件長度設定]按鈕時,會開啟零件長度設定視窗﹕
上半部的資料項使用者須視實際需要設定之,這些項目分別是:
◎料條厚:
設定成品料條的厚度值。
◎上模閉模間隙:
設定模具閉合狀態下,上夾板與脫料板之間的間隙。
◎沖剪沖頭長度:
設定沖孔下料沖頭的長度。
◎脫料板活動量(行程長):
設定模具閉合與開啟時﹐脫料板行程長度。
◎有效沖切長:
合模時沖頭超過料條的長度(即沖頭進入下模的深度)。
◎A沖脫料板導引長:
設定A沖小徑在脫料板上的有效導引長(含斜度部份)。
◎引導沖導引長:
設定引導沖的有效導引長(超過脫料板,直線部份的長度)。
◎安全銷導引長:
設定安全銷的有效導引長(超過脫料板,直線部份的長度)。
◎頂料高度:
開模時頂料銷或兩用銷將料條頂離下模的高度。
◎開模高度:
開模時脫料板至下模板間之距離(供繪製開模組立圖使用)。
◎脫料板讓位深:
設定料條通過時,脫料板底部讓位的銑溝深度(設0表示不須讓
位深)。
◎脫料板底面留邊寬(間隙):
設定脫料板底部讓位溝槽寬與料條寬的單邊間隙值,
設定方式分為以下二種:
設定值<10,系統自動判別為料條邊與讓位溝槽邊之單邊間隙;
設定值>=10,系統自動判別為模板邊至讓位溝槽邊之單邊寬度;系統依使用者之設定值自動繪製讓位槽。
當上半部各欄位值輸入完畢,即可選[自動計算]按鈕,系統會根據已輸入之板厚及設定的零件固定方式自動計算各零件的長度與合模高,並記錄於下半部各欄位中,使用者可沿用,亦可修改之。
[零件位置排列]:
此欄位提供使用者設定自動執行全自動模板繪製時,安排各種加工孔與模板的相對位置、尺寸及數量等,略述如下:
當按下[零件位置排列]按鈕時,會開啟零件位置排列設定視窗﹕
◎下模螺絲位置:
設定下模螺絲與模板邊的距離。
X:
下模螺絲與模板左邊及右邊的距離。
Y:
下模螺絲與模板上緣及下緣的距離。
Y‘:
第一顆及最後一顆下模螺絲與模板上緣及下緣的距離(模板上的標準零件:
如螺絲、合銷、導柱….等,於模板的四個角落處較易與其它零件相干涉所以增加此設定值供調整之)。
◎等高套筒位置:
設定等高套筒與模板邊的距離。
X:
等高套筒與模板左邊及右邊的距離。
Y:
等高套筒與模板上邊及下邊的距離。
Y‘:
第一顆與最後一顆等高套筒與模板上邊及下邊的距離。
G:
設定二個等高套筒之間的最大間距。
◎上模螺絲位置:
設定上模螺絲與模板邊的距離(說明同下模螺絲)。
◎合梢位置:
設定合梢與模板邊的距離(合梢即業界所稱定位梢(固定梢)
X:
合梢與模板左邊及右邊的距離。
Y:
合梢與模板上邊及下邊的距離。
◎內導柱位置:
設定內導柱的座標位置。
X:
內導柱與模板左邊及右邊的距離。
Y:
內導柱與模板上邊及下邊的距離。
防呆位置:
設定內導柱的防呆位置,可選右上、右下、左上、左下(可設Y值不同做為防呆用)。
◎零件資料:
用以設定該零件之相關資料(請參考模板零件之說明)。
◎個數:
直接輸入該零件的數量(單邊),若個數為零,會以最大間距自動計算所須之數量。
◎螺絲間最大距離:
設定每顆螺絲間的最大距離(當螺絲設定個數為0時,系統會根據模板長度,扣除左右留邊距離,自動計算所須螺絲之數量平均分佈於模板上)。
◎Y方向加繪螺絲:
設定模板的Y方向是否要自動繪製螺絲(若選擇要,系統會根據模板寬度,扣除上下留邊距離,自動計算所須螺絲之數量平均分佈於模板上)。
【註一】各零件之位置會自動求出最接近的整數座標值.
【註二】按下各零件的第一個欄位(X:
)時右邊的示意參考圖跟著零件名稱不同而改變,設計者可參考此處圖示來輸入各值。
【註三】若該零件的第一個座標位置值(即X座標值),設定為自動繪製,由使用者設定該零件之位置﹐模板繪製時會自動產生相應的零件。
若該值設定為不繪製﹐表示該零件於模板繪製時將略過不繪製﹐模板繪製完成后﹐再運用模板零件功能繪製。
【註四】若[Y方向加繪螺絲]欄位有被選取,則於[模板繪製]時會加繪Y方向之螺絲(螺絲數量會以板寬及螺絲最大間距為準,自動計算之)。
【註五】使用干涉檢查:
是/否若選是則[模板繪製]時自動檢查各零件是否重疊,有則自動避開。
【板寬設定】:
讓使用者設定料條寬度與模板寬度之關係,功用在於執行模板繪製功能時,偵測實際料條寬,配合此設定值,自動計算所須的模板寬度值,並從標準模板資料庫內,選取合適之標準模板供使用。
當按下[板寬設定]按鈕時,會開啟板寬設定視窗﹕
◎模板寬度=料帶寬度+設定值(設定值=留邊距离×2)
◎最小距离設定值﹐為了确保模板強度而設定的﹐對連續模設定無效﹒
◎標準板寬設定﹐標準板寬資料庫是開放型的﹐設計者可隨意修改﹒
【註一】本指令的設定資料會被[模板繪製]指令讀取,做為選取正確模板寬度值的依據.
【註二】標準模板寬度可依規格板尺寸來設定,以達板材使用的一致性,便於管理。
【註三】執行[模板繪製]功能時﹐讀取標準模板寬度之規則﹕例如﹐依据料條寬+設定值計算出的模板寬度為121﹒5mm,此值處于標準模板寬100mm與150mm之間﹐標準模板寬應取150mm,其規則﹕150-100=50,50*1/3≒16.6﹒若計算之板寬在100~116.6之間﹐則取標準模板寬100mm﹔若計算之板寬在116﹒6~150之間﹐則取標準模板寬150mm﹒其它以此類推﹒
【模座設定】:
用以設定模座大於模板的長寬值以及外導柱的相關資料
當按下[模座設定]按鈕時,會開啟模座設定視窗﹕
◎上下留邊A、左右留邊B﹕模座邊緣至模板邊緣之距离﹒
◎外導柱邊距C、D﹕外導柱至模座邊緣之距离﹒
◎外導柱設定﹕設定外導柱之相關資料﹒(參見模板零件繪製)
◎搬移螺絲位置L﹕搬移螺絲(抬模螺絲)至模座邊緣之距离﹒
◎螺絲尺寸﹕搬移螺絲之公稱尺寸﹒
◎螺絲所在的邊﹕搬移螺絲所在的模座邊緣﹒
◎螺絲孔深度:
搬移螺絲鑽入模板內的深度.
【註一】設計者可點擊上述欄位右側按鈕設定需要之相關資料﹒
【註二】幻燈片中虛線框代表模板輪廓線。
【註三】當D與D‘設定不同值,主要用於防呆。
【註四】若祇需二支外導柱,並位於模板的中心時,只要將外導柱邊距C值設定成-1即可。
【註五】若祇需外導柱后置或對角設置。
只需繪製出四角之導柱,再根據設計者需要刪去多餘之導柱.
◎上托板設定﹕設定上模墊高塊、上托板及其固定方式﹒
【註一】墊高塊、上托板之厚度在模板厚度設定中設定﹒
◎下托板設定﹕設定下模墊高塊、下托板及其固定方式﹒
【註一】墊高塊、下托板之厚度在模板厚度設定中設定﹒
【註二】於執行模板繪製時,會根據模板尺寸及本指令之設定值繪出模座尺寸.
【材料設定】:
此欄位用以設定使用料條的材質、料厚、剪應力、彎曲力比及磨擦力比.並根據所選的材料,至MATER.DAT(料帶材料)檔裡,讀取對應的密度及剪應力值,以供計算沖床噸數、彈簧個數、及模具沖剪力中心計算時之使用。
(此處的料厚會以[零件長度設定]裡的料條厚度值,做為內定值,並且會同步更改)
當按下[材料設定]按鈕時,會開啟材料設定視窗﹕
【間隙設定】:
當按下[間隙設定]按鈕時,會開啟間隙設定視窗﹕
◎線割間隙設定處理方式﹕
◎沖裁間隙設定﹕
◎沖頭與模板配合間隙設定﹕
◎刀口說明設定﹕
◎模板零件間隙設定﹕
◎自動儲存規划檔﹕
【註一】間隙設定之控制方式共有三種,這些不同的控制方式僅對線割加工孔有影響,對銑床加工孔而言並不受影響,銑床加工孔是祇要有設間隙值,就會將間隙值加入(當然螺絲孔除外),直接放大於圖元上,並不因控制方式之不同而影響。
【註二】間隙設定之控制方式對線割加工的孔的影響說明如下:
*直接加在圖元上:
系統會自動將線割孔的間隙值直接放大於圖元上﹒
*以註解方式說明:
圖元以原寸繪出,而於執行註解輸出時,讓系統自動說明
各孔之加工間隙值。
*不處理間隙值:
指定系統忽略間隙值之設定,圖元以原寸繪出,註解輸出
時亦無間隙說明。
【註三】“間隙設定“用以設定各零件於分層處理時,在各模板產生加工孔孔徑的單邊間隙值。
【註四】加工代碼有W、WW、R、B、G、無設定六種。
間隙值輸入規則如下:
0.005W:
間隙值後加W,即表示指定該孔以線割方式加工,並繪製於線割層。
2.0WW:
間隙值後加WW,即表示指定該孔以線割方式加工,並繪製於線割層,此時無論間隙控制方式為”直接加在圖元上”或以”註解方式說明”,都一律會將間隙直接加在圖元上。
0.05R:
間隙值後加R,表示指定該孔以鉸孔方式加工,並繪製於銑床加工層。
0.05B:
間隙值後加B,表示指定該孔以搪孔方式加工,並繪製於銑床加工層。
0.01G:
間隙值後加G,表示指定該孔以研磨方式加工,並繪製於銑床加工層。
0.5無設定:
間隙值後無任符號,則系統自動判別為銑床加工,並繪製於銑床加工層。
下表提供各零件與模板孔之間隙設定,使用者可將常用料厚之間隙值分別輸入,並以<存設定檔>以不同檔名存檔之,日後遇同料厚沖件時,用<叫設定檔>功能呼叫同值間隙設定檔即可,可節省重覆輸入間隙值的時間。
上表中,屬於異型孔之間隙設定分為三組,沖孔沖頭、下料沖頭、折彎沖頭,分別對應<異型創建>指令中的(異型沖種類),主要提供使用者可同時設定三組不同性質的異型孔的間隙值。
[範例一]若A型沖頭之固定方式選擇"方式一",
執行
<上模座>:
未經過此板,不會產生任何加工孔;若有設定間隙值,系統視為無效設定。
<上墊板>:
未經過此板,不會產生任何加工孔
<上夾板>:
固定於此模板,故產生一通孔及一平沉頭孔,
<止擋板>:
經過此模板,故產生一通孔,
<脫料板>:
經過此模板,並產生一通孔及一斜沉頭孔,
<下模板>:
產生一通孔(剪切孔),
<下墊板>:
產生一通孔(排屑孔),
<下模座>:
產生一通孔(排屑孔),
當使用者選定零件固定方式時,同時也決定了系統會於哪些相關模板產生加工孔,自動分層。
至於加工孔該產生於線割層或銑床層則視間隙設定的加工代碼而定,請參考間隙設定。
選擇這種固定方式,即使於間隙設定中有設定上模座及上墊板的間隙值,系統視為無效設定而不會產生任何加工孔。
[範例二]沖頭固定方式選擇"方式二",
使用沖頭為→"沖頭不加襯套"則會於﹕
<上模座>:
產生止付螺絲所須的螺絲孔
<上墊板>:
產生沖頭頭部所須的通孔,
<上夾板>:
產生一通孔及一平沉頭孔,至於止付螺絲孔的尺寸,則會自動從"TI.DAT(沖模零件)"檔裡,根據沖頭的大徑(D)尺寸,讀取對應的止付螺絲尺寸.例如:
A型沖頭小徑為P=ø1.2A型沖頭第二階直徑為D=ø3(則由"TI.DAT(沖模零件)"檔裡可得)止付螺絲尺寸為Screw=8(即M8)
若間隙設定為:
上模座=0.5
上墊板=0.5/0.5
上夾板=0.01W/.5
止擋板=0.5R
脫料板=0.004W/1
下模板=0.06W
下墊板=0.3
下模座=0.6
則所產生之加工孔資料為:
上模座=產生M8螺絲孔
上墊板=產生沖頭頭部所須通孔即ø6.0(5+2*0.5)鉆孔
上夾板=產生ø3.02(3+2*.01)的線割(W)孔及ø6深3的沉頭孔
止擋板=產生ø4(3+2*0.5)的的鉸(R)孔
脫料板=產生ø1.208(1.2+2*0.004)的線割(W)孔,及ø5(3+2*1)的斜沉頭孔(底部留5mm料厚)
下模板=產生ø1.208(1.2+2*0.004)的線割(W)孔
下墊板=產生ø1.8(1.2+2*0.3)的一般孔
下模座=產生ø2.4(1.2+2*0.6)的一般孔
[範例三]沖頭固定方式選擇"方式三"
使用沖頭為→"沖頭加襯套一"若選用MA襯套,外徑為ø6排屑端間隙加大為0.25
其餘條件同[範例二]則所產生之加工孔資料為
上模座=產生ø5.5(4.5+2*0.5)的一般孔(M3固定螺絲的沉頭孔尺寸加間隙值)
上墊板=產生ø3.5(2.5+2*0.5)的一般孔及ø5.5深5的沉頭孔(若沉頭深度設定負值,則會至SCREW.DAT檔裡讀取沉頭深度值5.0;若沉頭深度設0,則不會產生沉頭孔;若沉頭深度設正值,則產生的沉頭孔深度為所設定的值。
上夾板=產生ø3.02(3+2*0.01)的線割(W)孔
止擋板=產生ø4(3+2*0.5)的的鉸(R)孔
脫料板=產生ø1.208(1.2+0.008)的線割(W)孔,及ø5(3+2*1)的斜沉頭孔(底部留5mm料厚)
下模板=產生ø6的線割(W)孔及ø9深-5的沉頭孔
下墊板=產生ø2.3(1.2+2*0.25+2*0.3)的一般孔,(襯套內孔的排屑端間隙加大0.25)
下模座=產生ø2.9(1.2+2*0.25+2*0.6)的一般孔,(襯套內孔的排屑端間隙加大為0.25
[範例四]沖頭固定方式選擇"方式四"
使用沖頭為→"沖頭加襯套二"且選用MA襯套,
襯套一(下模)外徑為ø8
襯套二(脫料板)外徑為ø10
其餘條件同[範例三]則所產生之加工孔資料為
上模座=不會產生任何加工孔
上墊板=不會產生任何加工孔
上夾板=產生ø3.02(3+2*.01)的線割(W)孔
止擋板=產生ø4(3+2*.5)的的鉸(R)孔
*脫料板=產生ø10的線割(W)孔及ø15深5的沉頭孔
*下模板=產生ø8的線割(W)孔及ø11深-5的沉頭孔
下墊板=產生ø2.3(1.2+2*0.25+2*0.3)的一般孔
下模座=產生ø2.9(1.2+2*0.25+2*0.6)的一般孔
【註一】以上設定資料會存於資料檔(.GAP檔)內,以供分層處理程式使用.
【註二】所設定的值為單邊間隙值
【註三】W<代表線割孔>,R<代表鉸刀孔>,B<代表搪孔>,/代表有兩種孔徑(小孔/大孔)如通孔+沉頭孔。
【註四】可用[存設定檔]功能,儲存目前的設定值(可根據料條厚度、加工精度、模具壽命、、等,儲存成不同的GAP檔,例如沖1mm厚的材料:
1t.GAP、2t.GAP...等),日後有同值或類似材質時即可用[叫設定檔]功能,讀取設定的資
【註五】[間隙設定]指令裡,對[異型沖頭]提供三組設定值,分別對應<異型創建>指令中的(異型沖種類),主要提供使用者可同時設定三組不同性質的異型孔的間隙值。
因沖孔、下料、折彎同為異型孔,但間隙值卻因性質不同而有所差異。
【存規劃檔】:
儲存已歸劃好之設定檔﹐可將<模具資料設定>的全部設定值存成規劃檔(附檔名為CFG),供日後使用。
例如:
可根據沖床噸數,規劃不同尺寸、厚度的模板及不同的零件排列方式;亦可依據不同客戶、不同的模具精度,規劃不同的零件固定方式及間隙設定值等。
於圖檔儲存時,會將目前所使用的規劃檔之檔名一併存起來,於日後載入該舊圖檔後,若執行[叫規劃檔]功能,會自動將該規劃檔做為內定的規劃檔名。
若您是線割業或模具設計者,建議您可依客戶別,歸納各家的零件固定方式,材質…等條件,存不同的規劃檔,若是沖床公司的設計者,建議您可依廠內的沖床噸數,設定各沖床機台適用的標準規格板、行程、零件位置等,可節省重覆設定的時間,並有效降低設計的人為錯誤率。
假設存規劃檔時儲存檔名用120T則會產生下列相關檔案
120T.CFG主規劃檔
120T.P81模板資料檔
120T.ARR零件位置資料檔
120T.BAS模座資料檔
120T.MAT成品材料資料檔
120T.GAP間隙資料檔
120T.TS1上模螺絲資料檔
120T.BS1下模螺絲資料檔
120T.TP1上模合銷資料檔
120T.BP1下模合銷資料檔
120T.GL1兩用合銷資料檔
120T.LP1浮昇銷資料檔
120T.CS1等高套筒資料檔
120T.SP1彈簧資料檔
120T.GP1內導柱資料檔
120T.OG1外導柱資料檔
【叫規劃檔】:
可於任何一組模具設計圖中,隨時讀取已存檔且適用的規劃檔。
當載入一組舊模具圖時,系統會將這組模具之規劃檔的檔名存在系統環境裡,若欲將其載入,可執行叫規劃檔功能,此時會以該組模具之規劃檔名為內定檔名。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- PressCAD 手册 P5
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
二年数学下册混合运算口算题.docx
-
大学英语六级翻译模拟习题及答案卷七.docx
-
筏板基础施工方案.docx
-
电子工程师所需技能.docx
-
道路工程项目可行性论证报告.docx
-
东八路安全文明施工方案.docx
-
防雷检测专业技术人员能力认定考试题库完整.docx
-
房地产专业大作业撰写要求.docx
-
动物学知识点总结全.docx
-
分管党风室纪委书记述职述廉.docx
-
感动泪水作文600字7篇.docx
-
钢筋分项工程施工方案.docx
-
岗位职责财务工作岗位职责.docx
-
高考化学第二轮模拟题及答案综合模拟卷一.docx
-
高考外研版英语一轮第1部分 选修6 Module 6 War and Peace 1.docx
-
高考英语一轮复习 Unit 1 Festivals around the world习题.docx
-
高考语文模拟试题及答案.docx
-
城市道路工程监理实施细则.docx
-
程规理管程流理审件案院法省东广.docx
