 组装线SPC案例资料.docx
组装线SPC案例资料.docx
- 文档编号:7148961
- 上传时间:2023-01-21
- 格式:DOCX
- 页数:32
- 大小:222.15KB
组装线SPC案例资料.docx
《组装线SPC案例资料.docx》由会员分享,可在线阅读,更多相关《组装线SPC案例资料.docx(32页珍藏版)》请在冰豆网上搜索。
组装线SPC案例资料
第一章:
电子组装业案例分析
三、系统规划
1.基本资料规划
根据其公司特点与产品特性,作出以下基本资料规划
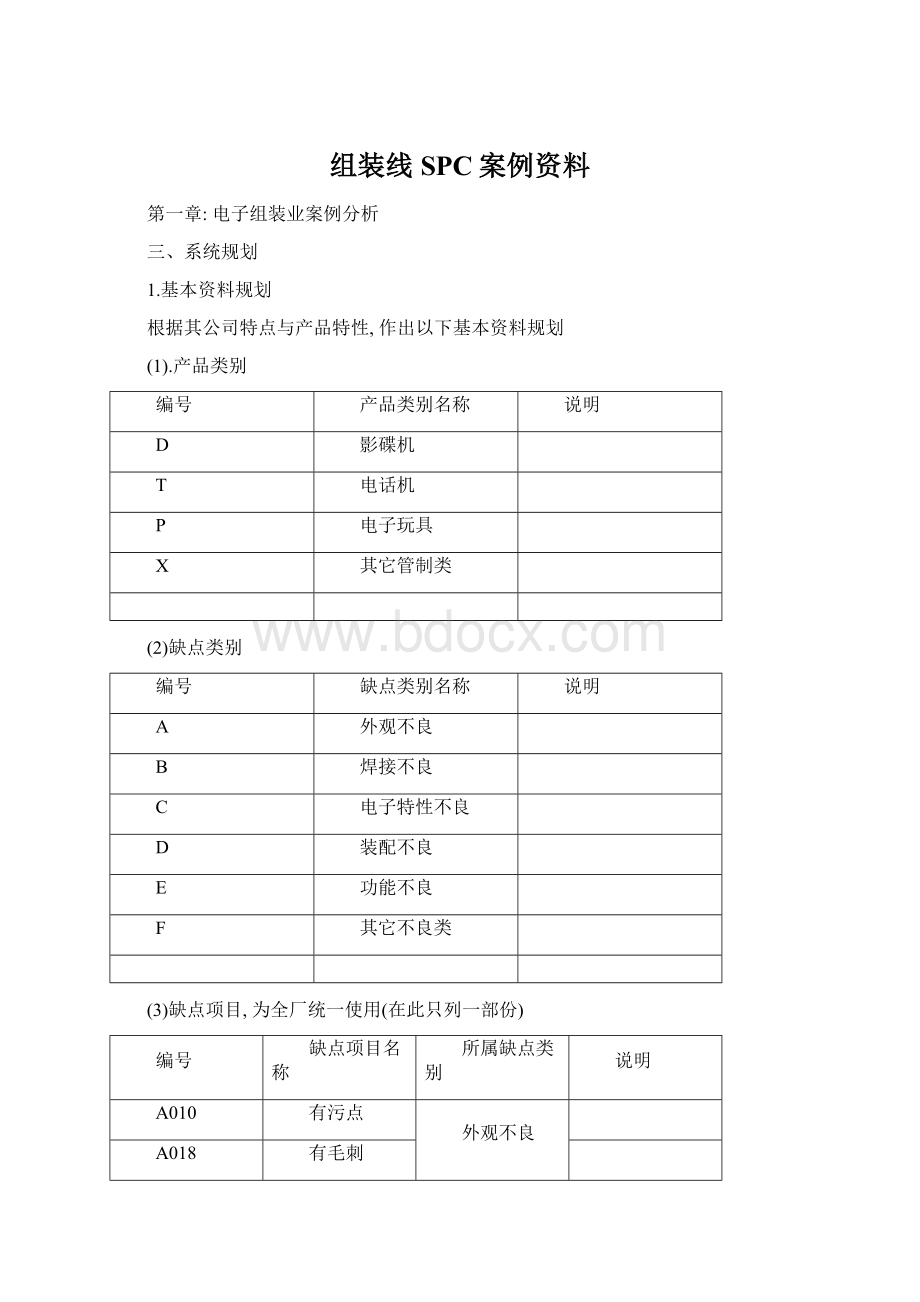
(1).产品类别
编号
产品类别名称
说明
D
影碟机
T
电话机
P
电子玩具
X
其它管制类
(2)缺点类别
编号
缺点类别名称
说明
A
外观不良
B
焊接不良
C
电子特性不良
D
装配不良
E
功能不良
F
其它不良类
(3)缺点项目,为全厂统一使用(在此只列一部份)
编号
缺点项目名称
所属缺点类别
说明
A010
有污点
外观不良
A018
有毛刺
A020
刮伤
A024
裂痕
A02A
破损
A030
颜色偏红
A032
颜色偏蓝
A034
颜色偏绿
A040
标签贴错
A050
面板变形
A060
标记不清
B010
虚焊
焊接不良
B020
漏焊
B030
少焊
B040
连焊
B050
错焊
C010
短路
电子特性不良
C020
断路
C030
开路
C040
电位偏高
C050
波振幅小
C060
音声过小
C066
音声过大
C070
2KV耐压不过
C080
5KA电流不过
D010
按钮不良
装配不良
D020
镙丝滑丝
D030
间隙过大
D040
卡位松动
D050
5KG拉力不过
D060
漏插
D065
插反
D069
插错
E010
噪音过大
功能不良
E020
无声
E025
音质变劣
E030
摇控不灵
E040
纠错弱
E050
信号错乱
F010
脚垫脱落
其它不良类
(4).检验工作站
编号
检验工作站名称
说明
010
电子原件IQC
020
塑料件IQC
030
五金件IQC
040
邦定
050
贴片
060
手工插件
070
SMT
080
装配
090
包装
100
出货
(5)层别条件项目
编号
层别条件名称
说明
1
部门
2
重要供货商
3
检验人员
4
客户
5
线别
6
批号
(5.1)层别条件项目一---部门
编号
生产部门名称
说明
1
邦定一课
2
邦定二课
3
手工插件一课
4
手工插件二课
5
装配一课
6
装配二课
(5.2)层别条件项目二---重要供货商
编号
重要供货商名称
说明
A01
Pcb成功电子
A02
Pcb中华电子
A03
Pcb新法电子
B01
焊锡威龙
B02
焊锡程阳
B03
焊锡华新
(5.3)层别条件项目三---检验人员
编号
检验名称
说明
Q0102
张三
Q0112
李四
Q0121
王五
Q1233
李华
Q1432
肖斌
Q2103
华安
Q2105
刘斌
Q2112
余志军
(5.4)层别条件项目四---客户
编号
客户名称
说明
10
华通
20
超汇
30
大众
40
联想
50
舒博
60
航行
70
达成
(5.5)层别条件项目五----线别
编号
线别名称
说明
1
A线
2
B线
3
C线
4
D线
(5.6)层别条件项目六----批号
编号
批号名称
说明
1
2001100301
2
2001100302
3
2001100403
4
2001100504
5
2001100701
6
2001100801
(6).计量管制点:
先做三点,分别是烤箱温度、锡炉温度、贴胶量。
其它暂时不做,以后再视情况而定。
(7).抽样计划:
计数部份:
所有满足4个小时以上的批量,按每4小时按105E抽一次,不足4小时也按105E抽一次。
计量部份:
按每2小时抽5个样品
(8).用户及权限:
用户名称
权限
基本资资料
数据输入
数据明细
图形报表
用户权限
使用
新增
修改
删除
打印
使用
新增
修改
删除
使用
打印
使用
打印
使用
修改
Supervisor
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
品质经理
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
IQC课长
√
╳
╳
╳
╳
√
╳
╳
╳
√
√
√
╳
╳
╳
PQC课长
√
╳
√
╳
╳
√
╳
╳
╳
√
√
√
╳
╳
╳
OQC课长
√
╳
╳
╳
╳
√
╳
╳
╳
√
√
√
╳
╳
╳
工程经理
√
╳
╳
╳
╳
√
╳
╳
╳
√
√
√
╳
╳
╳
SPC推行人
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
QA课长
√
╳
╳
╳
√
√
√
√
√
√
√
√
√
╳
╳
生产主管
√
╳
╳
╳
╳
√
╳
╳
╳
√
╳
√
╳
╳
╳
工程工程师
√
╳
╳
╳
╳
√
╳
╳
╳
√
╳
√
╳
╳
╳
QC文员
√
╳
╳
╳
╳
√
√
√
√
√
╳
√
╳
╳
╳
查询
√
╳
╳
╳
╳
√
╳
╳
╳
√
╳
√
╳
╳
╳
(9).检验单位
编号
检验单位名称
说明
10
mA
电流
20
mV
电压
30
Mm
尺寸
40
MHZ
频率
50
℃
温度
(10).表尾格式
序号
图表明称
表尾内容
文件编号
01
基本资料
制表:
审核:
核准:
QM-PA-301
02
检验数据明细
QM-PA-302
03
计数值图形
制表:
审核:
核准:
QM-PA-311
04
计量值图形
制表:
审核:
核准:
QM-PA-312
(11).管制图判读标准
序号
管制图判读标准内容
1
连续5点在中心线上方/下方
2
连续3点上升/下降
3
连续7点互着一升一降
4
连续3点在3倍标准差以外
5
连续5点中有3点在2倍标准差以外
6
连续7点中有5点在1倍标准差之内
7
连续5点在中心线两侧但未在1倍标准差以内
(12).品质级别
指针
等级
超始值
终点值
说明
Ca
A级
0
0.1
理想的状态,须继续维持。
B级
0.1
0.3
有必要尽可能将其改善为A级。
C级
0.3
0.5
作业员可能看错规格,不按作业标准操作或检讨规格作业标准。
D级
0.5
0.7
应立即检查,并予以改善。
E级
0.7
1
采取紧急措施,并全面检讨,必要时考虑停止生产。
F级
1
--
立即停止生产,业务、品管、工程、制造三部门开会,规格完全弄错。
Cp
A级
3
--
制程稳定性太好,为理论理想状态。
B级
1.67
3
制程理想的状态,如与C级无较大成本变化,则继续维持现状。
C级
1.33
1.67
制程稳性与成品比值理想级,产品变异较小,符合客户要求。
D级
1
1.33
确实进行制程管理,使其能保持在管制状态,当CP接近1时,恐怕会产生不良,尽可能改善为C级。
E级
0.83
1
产生不良品,产品必须全数选别,并管理改善制程。
F级
0
0.83
须进行品质的改善,探求原因,需要采取紧要对策,并重新检讨规范。
Cpk
A级
2.5
--
品质有过剩,考虑成本。
B级
1.67
2.5
品质理想级状态,如与C级无较大成本变化,则继续维持现状。
C级
1.33
1.67
品质与成本理想级,产品变异较小,符合客户要求。
D级
0.83
1.33
确实进行制程管理,使其能保持在管制状态,当Cp接近1时,恐怕会产生不良,尽可能改善为C级。
E级
0
8.83
须进行品质的改善,探求原因,需要采取紧急对策,并重新检讨规范。
(13).产品资料:
就直接按其公司的产品编号和物料清单使用,外加一个烤箱,计量值管制特性为温度。
2.运作规划
(1).相关人员权责规划
职位
权责
所需看和分析的图形
分析频率
品质副总
核准SPC推行方案,协调各相部门关系,监督SPC运作成效
PPM/不良率推移图、柏拉图
CPK推移图、直方图、σs、σa
每月或重要客户或产品多看几次
客服人员
了解各批次品质状态
P-Chart
每一批次分析一次
采购
了解进料部份品质状况
进料P-Chart、进料柏拉图
每一批次分析一次
品质经理
审核SPC推行计划,定时看图分析品质状态,界定品管部内部关系,制程品质记录外送核准,指导SPC系统运作,安排今后的SPC培训动作。
PPM/不良率推移图、柏拉图
CPK推移图、直方图
每2至3天分析一次
Xbar-Rchart、Xbar-Schart、Median-Rchart、X-Rmchar、制程能力分析图
每5个点分析一次
制程建议分析
内部品质讨论前分析
品质经理助理
保管所有制程标准参数记录表,登记所有外送客户制程记录表.
了解和熟悉所有图表形式.
SPC专项负责人
联系和处理软件所有相关事务,处理今后SPC培训事务,负责界定基本资料,制作SPC程序书,监督所有相关人员对SPC的应用分析。
所有图形
每3天察看一次所有图形
QA或QE
适时观看各品质图形,界定各基本资料,出问题时提醒生产和工程部门,协同生产、工程制定制程品质标准参数记录表。
Xbar-Rchart、Xbar-Schart、Median-Rchart、X-Rmchar、制程能力分析图
P-Chart、NP-Chart、C-Chart、U-Chart
最好适时监控与分析
直方图、柏拉图、σs、σa、
多品质特性图、PPM/不良率推移图、CPK推移图
每批次或每5点分析一次
制程建议分析
品质讨论前分析
制造部各主管
观看本部门的产品品质状况,对出问题采取具体执行措施
Xbar-Rchart、Xbar-Schart、Median-Rchart、X-Rmchar、制程能力分析图
P-Chart、NP-Chart、C-Chart、U-Chart
每收集完成1至2个点分析一次
多品质特性图、PPM/不良率推移图、CPK推移图、直方图
一个批次生产完或与品管讨论品质时分析
品检文员
把制程抽样检验记录表中的数据准确无误地输入计算机SPC系统中,同时察看图形以确认是否输错数据。
Xbar-Rchart、P-Chart、U-Chart
每次输完数据
QC人员
按抽样计划,抽样检验各产品,并记录到制程抽样检验记录表中,并保证数据的真实性
可不需要看图分析
(2).SPC运作流程
QC抽样检验产品,并记录数据
文员收集数据,并输入计算机
该批第一组否
QE、生产主管、工程师分析
是否超出要求
否
是
否
否
紧急研究对策及方案
是
通知产品工程师和生产部
管制图异常否
否
继续生产
该批生产完成入库或出货
连续5~10组否
是
停止生产调整或整顿
问题严重否
是
是
继续严密监控并提醒生产部门
QE分析品质状态图及指标
状态图异常否
否
是
该批完成否
否
是
否
检看原始数据
如有可能,填写制程标准参数记录表
3.图表处理:
(1).所有制程检验日报不需另外再做。
(2).所有品质周报用本周加上周的不良率推移图与本周柏拉图,为各分三张,分别电话机、电玩、影碟机的每天一点所作出的图形报表。
(3).所有月报、季报都采用内类周报的形式,分别以每日一点和每周一点做出来。
(4).所有开跨部门品质会议都在会议室,使用计算机连网和投影仪一同开会讨论,并逐一对各部门的品质层现出来,共同讨论与检讨,同时制定下一步方向。
四、实际运作
由于本行业在做SPC时的特点就是计数值应用较多,计量值为辅,所以在本案例分析中,重点也是计数值分析,计量值放在后面做概要说明。
同时由于实际运作数据太多,在此选一部份的数据出来做实例分析。
序号
时间
产品编号
产品名称
检验站
批量数
抽样数
缺点数
不良数
01
2001/10/7AM10:
05:
12
T3201-2
白电话机
手工插件
1500
125
4
3
缺点代码
缺点名称
个数
D060
漏插
1
D065
插反
2
D069
插错
1
部门:
手工插件一课重要供货商:
PCB成功电子检验人员:
张三
客户:
达成电子线别:
A线批号:
T201100701
02
2001/10/7AM11:
55:
12
T3201-2
白电话机
手工插件
1500
125
3
2
缺点代码
缺点名称
个数
D010
按钮不良
1
D030
间隙过大
1
D040
卡位松动
1
部门:
手工插件一课重要供货商:
PCB成功电子检验人员:
张三
客户:
达成电子线别:
A线批号:
T201100701
03
2001/10/7PM3:
25:
12
T3201-2
白电话机
手工插件
1500
125
2
2
缺点代码
缺点名称
个数
D060
漏插
1
D065
插反
1
部门:
手工插件一课重要供货商:
PCB成功电子检验人员:
张三
客户:
达成电子线别:
A线批号:
T201100701
04
2001/10/7PM5:
25:
12
T3201-2
白电话机
手工插件
1500
125
2
1
缺点代码
缺点名称
个数
D060
漏插
2
部门:
手工插件一课重要供货商:
PCB成功电子检验人员:
张三
客户:
达成电子线别:
A线批号:
T201100701
05
2001/10/7AM10:
05:
13
T3201-2
白电话机
手工插件
1500
125
2
2
缺点代码
缺点名称
个数
D060
漏插
1
D065
插反
1
部门:
手工插二课重要供货商:
PCB成功电子检验人员:
李四
客户:
达成电子线别:
A线批号:
T201100701
06
2001/10/7AM11:
55:
13
T3201-2
白电话机
手工插件
1500
125
5
4
缺点代码
缺点名称
个数
D020
镙丝滑丝
4
D065
插反
1
部门:
手工插二课重要供货商:
PCB成功电子检验人员:
李四
客户:
达成电子线别:
A线批号:
T201100701
07
2001/10/7PM3:
25:
13
T3201-2
白电话机
手工插件
1500
125
6
6
缺点代码
缺点名称
个数
D020
镙丝滑丝
5
D060
漏插
1
部门:
手工插二课重要供货商:
PCB成功电子检验人员:
李四
客户:
达成电子线别:
A线批号:
T201100701
08
2001/10/7PM5:
25:
13
T3201-2
白电话机
手工插件
1500
125
3
2
缺点代码
缺点名称
个数
D020
镙丝滑丝
1
D060
漏插
2
部门:
手工插二课重要供货商:
PCB成功电子检验人员:
李四
客户:
达成电子线别:
A线批号:
T201100701
09
2001/10/8AM10:
05:
03
T3201-2
白电话机
SMT
1500
125
6
4
缺点代码
缺点名称
个数
B010
虚焊
2
B020
漏焊
1
B030
少焊
3
部门:
重要供货商:
PCB成功电子检验人员:
肖斌
客户:
达成电子线别:
A线批号:
T201100801
10
2001/10/8AM11:
55:
03
T3201-2
白电话机
SMT
1800
125
7
4
缺点代码
缺点名称
个数
B010
虚焊
2
B020
漏焊
1
B030
少焊
3
B040
连焊
1
部门:
重要供货商:
PCB成功电子检验人员:
肖斌
客户:
达成电子线别:
A线批号:
T201100801
11
2001/10/8PM3:
25:
06
T3201-2
白电话机
SMT
1600
125
18
8
缺点代码
缺点名称
个数
B010
虚焊
12
B020
漏焊
4
B030
少焊
1
B040
连焊
1
部门:
重要供货商:
PCB成功电子检验人员:
肖斌
客户:
达成电子线别:
A线批号:
T201100801
12
2001/10/8PM5:
25:
07
T3201-2
白电话机
SMT
1800
125
22
13
缺点代码
缺点名称
个数
B010
虚焊
12
B020
漏焊
7
B030
少焊
2
B040
连焊
1
部门:
重要供货商:
PCB成功电子检验人员:
肖斌
客户:
达成电子线别:
A线批号:
T201100801
13
2001/10/8PM8:
55:
14
T3201-2
白电话机
SMT
1800
125
6
3
缺点代码
缺点名称
个数
B010
虚焊
2
B020
漏焊
1
B030
少焊
3
部门:
重要供货商:
PCB成功电子检验人员:
肖斌
客户:
达成电子线别:
A线批号:
T201100801
……等等,由于数据太多,这里就不做过多的列举,以下面就以上述数据为基础作出相应的各种图形,并做简要分要说明:
先看看手工插件一课的品质状态
不良率管制图为:
【P管制图】
检验站别:
手工插件
产品编号:
TW3201-2
页次:
1/1
组数:
4
产品名称:
白色无绳电话
分析期间:
2001/10/7AM8:
00~2001/10/8AM8:
00
部门:
手工插件一课
组数
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
批量
1500
1500
1500
1500
检验数
125
125
125
125
缺点数
4
2
2
1
不良率%
3.2
1.6
1.6
0.8
从上面看到不良率正在逐步下降,不看率有可能控制在2%以下,再看看单位缺数管制图
【U管制图】
检验站别:
手工插件
产品编号:
TW3201-2
页次:
1/1
组数:
4
产品名称:
白色无绳电话
分析期间:
2001/10/7AM8:
00~2001/10/8AM8:
00
部门:
手工插件一课
组数
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
批量
1500
1500
1500
1500
检验数
125
125
125
125
缺点数
4
3
2
2
单位U%
3.2
2.4
1.6
1.6
从上面可以看出,单位缺点率可以控制到3%以下,用与前的不良率管制看出,产品缺点率与不良率差异不大,在电子组装业中,以现作业条件,品质算是在中等水平,要想改善品质,应注意整个系统不良共同改善,因此再看看相应的柏拉图:
【柏拉图】
检验站别:
手工插件
产品编号:
TW3201-2
产品名称:
白色无绳电话
分析期间:
2001/10/7AM8:
00~2001/10/8AM8:
00
部门:
手工插件一课
从柏拉图看到漏插和插反是最严重的问题,只要把漏插和插反两个缺点项改善,就可以改善整个不缺点的近65%。
而在手工插件过程中,这两项缺点通常都是由于工作人员不小心或大意造成的,故需要提醒制造部门着重注意认真与仔细。
再看看手工插件二课的不良率状况,先用不良率管制图进行分析:
【P管制图】
检验站别:
手工插件
产品编号:
TW3201-2
页次:
1/1页
组数:
4
产品名称:
白色无绳电话
分析期间:
2001/10/7AM8:
00~2001/10/8AM8:
00
部门:
手工插件二课
组数
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
批量
1500
1500
1500
1500
检验数
125
125
125
125


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 组装 SPC 案例 资料
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
新疆民营企业文化建设存在的问题及原因分析毕业论文.docx
-
纸张分类及检验标准.docx
-
云南省昆明市中考英语总复习第二部分语法专题研究专题一名词试题.docx
-
学年度高三第一次月考文综.docx
-
PPT亮点.docx
-
学年高二地理人教版选修三讲义第一章 第一节 现代旅游 Word版含答案.docx
-
循证医学试题和重点.docx
-
制造工作计划.docx
-
学生公寓工程施工组织设计.docx
-
赞美老师的演讲稿.docx
-
新员工技能培训方案.docx
-
正规辞职报告.docx
-
整理初中数学总复习计划.docx
-
新形势下高校教学督导新思维.docx
-
中级会计师《经济法》真题II卷 附答案.docx
-
学年最新人教部编本九年级语文上学期期中模拟检测题4及答案精编试题.docx
-
英文合同修改题.docx
-
液压油缸及珩磨管制造项目可行性分析报告.docx
-
天泰安装工程质量策划.docx
