 锡线和焊接知识.docx
锡线和焊接知识.docx
- 文档编号:7029588
- 上传时间:2023-01-16
- 格式:DOCX
- 页数:13
- 大小:55.56KB
锡线和焊接知识.docx
《锡线和焊接知识.docx》由会员分享,可在线阅读,更多相关《锡线和焊接知识.docx(13页珍藏版)》请在冰豆网上搜索。
锡线和焊接知识
一,63/37锡条特性,63/37锡线特性
1,锡、铅元素的基本数据
TIN锡(Sn)熔点:
231.9℃比重7.298
LEAD铅(Pb)熔点:
327.5℃比重11.36
经换算后Sn63/Pb37熔点:
267.2℃比重8.80094
Sn60/Pb37熔点:
270℃比重:
8.9228
实际结果Sn63/Pb37熔点:
183.3℃比重:
8.4
Sn60/Pb37熔点:
183.3℃比重:
8.5
Sn60/Pb37熔点:
183.3℃比重:
8.5
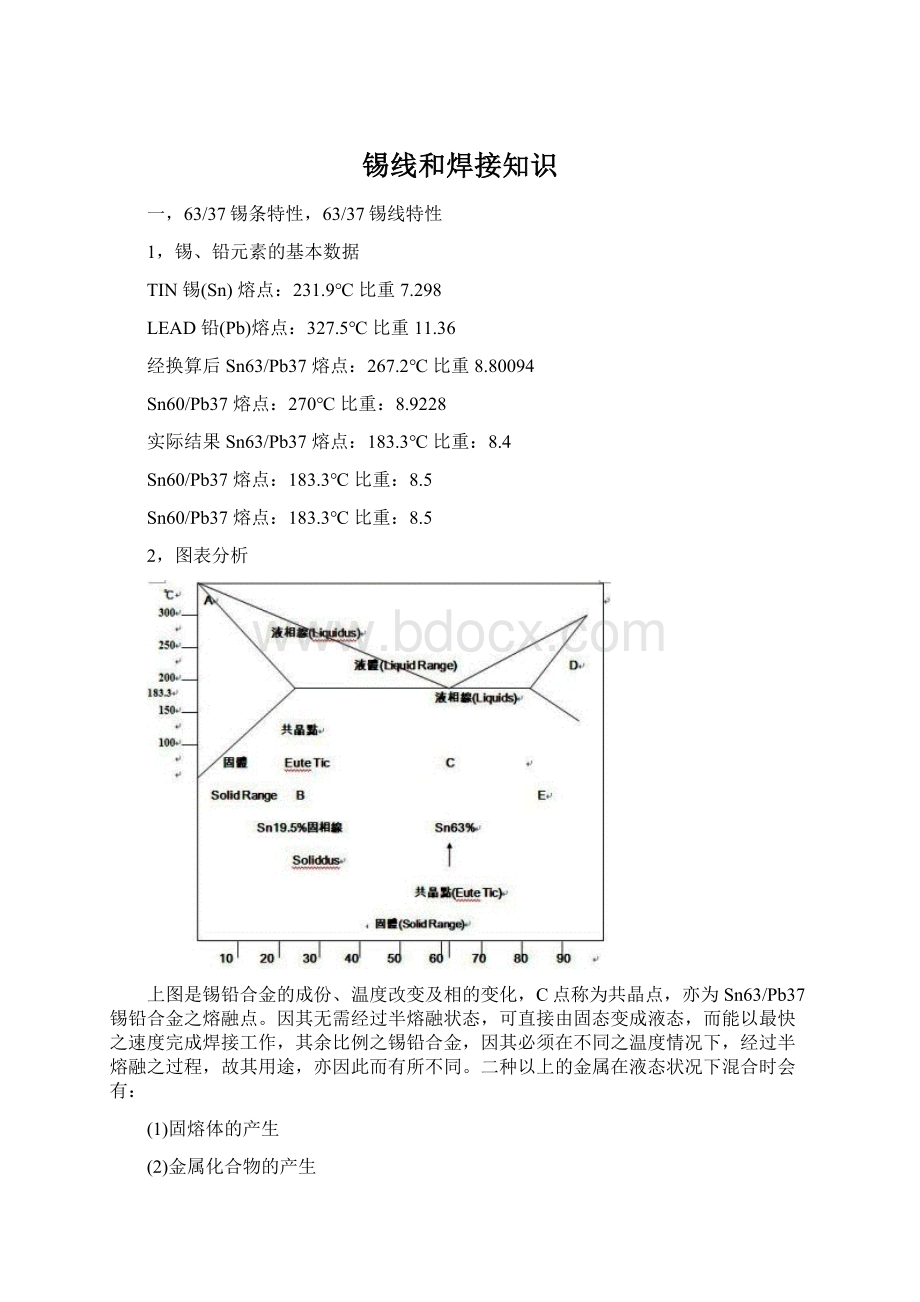
2,图表分析
上图是锡铅合金的成份、温度改变及相的变化,C点称为共晶点,亦为Sn63/Pb37锡铅合金之熔融点。
因其无需经过半熔融状态,可直接由固态变成液态,而能以最快之速度完成焊接工作,其余比例之锡铅合金,因其必须在不同之温度情况下,经过半熔融之过程,故其用途,亦因此而有所不同。
二种以上的金属在液态状况下混合时会有:
(1)固熔体的产生
(2)金属化合物的产生
(3)维持原来的成分,
锡铅合金中Sn含量自19.5%起至97.5%有一条不变的固相线即BCE线(183.3℃),ABC及CDE皆为半熔融状态区,而ACD曲线则表示液相区。
固相线与液相线会合在共晶点,换言之,当锡铅含量为锡63%、铅37%时,可自液体状态直接变为固体状或自固体状直接转成液体状态,而不经半熔融状。
其他成份之锡铅合金,则均在183.3℃至ACD液相线中间行程半熔融态。
液相线熔点(183.3℃),并非适当的焊锡温度,通常适用的温度约高于液相线温度55℃-80℃。
3,共晶点焊锡特性(亦即为什么要用63/37或60/40,而不用70/30或50/50)
电子工业希望于最低的温度之下完成焊锡工作,那就得利用熔点最低的焊锡合金。
63/37或60/40之共晶点焊锡可符合此项要求,其原因有以下三点:
∙因其不经过半熔融状态而迅速的固化或液化,因此可以最快速完成焊锡工作。
∙能在较低温度下开始焊接作业,乃锡铅合金中焊接性能最佳的一种。
∙熔液之潜钻力强,可扎根般地渗透进金属表面之极征细隙。
总结:
选择63/37之原因是因为锡在锡炉工作时含量会降低,63→60,60→57优点:
∙不必经过半熔融态,因此可以由固体直接变成液体,并可以最快之速度完成工作。
∙扩张强度(Teusilstrength)最强,即鐕潜力强,可以扎根般的渗透金属表面之极微细隙。
∙变相温度最低。
二,合格环保锡条锡线成分参考表
以下表格内容可作为环保产品成分参考:
合金成份
熔点℃
比重g/cm3
硬度HB
热导率M.S.K
拉伸强度Mpa
延伸率%
导电率%
Sn99.3Cu0.7
227
7.4
9
64
32
48
16.0
化学成份
锡Sn
铜Cu
铅Pb
锑Sb
铋Bi
锌Zn
铁Fe
铝Al
砷As
镉Cd
99.3
±0.2
0.7±0.2
<0.1
<0.02
<0.01
<0.02
<0.02
<0.02
<0.03
<0.02
三,无铅锡线数据表(Pb含量为35ppm):
Ag(银) 含量:
<0.0000%
Al (铝) 含量:
0.0005%
As(砷) 含量:
0.0000%
Bi(铋) 含量:
0.0082%
Cd(镉) 含量:
0.0008%
Cu(铜) 含量:
0.71%
Fe(铁) 含量:
0.0080%
Ni(镍) 含量:
0.0003%
P(磷) 含量:
<0.0000%
Pb(铅) 含量:
0.0035%
S(硫) 含量:
<0.0000%
Sb(锑) 含量:
0.0085%
Zn(锌) 含量:
0.0004%
Sn(锡) 含量:
99.2557%
四,无铅锡线与有铅锡线对比
无铅锡线属于无铅环保产品,市面上主要多使用锡铜系列。
其中含99.3%锡0.7铜是主要的配方比例,因为其使用面广,价格相对其它无铅产品要低。
所以,我们在谈论无铅锡线的时候主要是以锡铜系为准。
无铅焊锡与有铅产品(63/37锡线)的性能比较主要从以下几个方面来作对比:
成分(wt%)
Sn/Cu0.7
Sn63/Pb37
熔点(℃)
227
183.3
密度(25℃)
7.4
8.4
热容(J/kg·k)
220
176
热导率
(J/m·s·K)
64
50
拉伸强度(MPa)
32
44
延伸率(%)df
48
25
电阻率(μΩm)
0.13
0.17
扩展率(%)
230℃
91
240℃
77
92
250℃
77
93
260℃
77
93
280℃
78
润湿平
衡测试
Ta
Tb
Fmax
Ta
Tb
Fmax.
240℃
1.00
4.53
0.159
0.12
0.80
0.195
250℃
0.86
2.79
0.181
0.11
0.64
0.200
260℃
0.47
1.46
0.186
0.10
0.41
0.206
270℃
0.31
0.80
0.192
0.07
0.32
0.211
五,免洗锡线使用说明
免洗锡线按照种类分为两种:
1、无铅免洗锡线;
2、有铅免洗锡线;
因为众多电子产品生产商已向无铅制程转换,所以我们主要介绍无铅免洗锡线的特点:
A、首先要知道其金属合金成份:
Sn99.3Cu0.7;
B、其助焊剂含量(松香含量):
1.8%-2.0%左右(视各生产厂家生产工艺不同而不同);
C、根据《蒙特利尔国际公约》要求,免洗锡线应该具有不腐蚀电路板、焊点可靠、离子污染低、焊后残留物极少等;
D、焊接后不需要清洗PCB板,焊接板面干净等;
在使用的过程中,必须正确掌握电烙铁的使用方法才能充分发挥其优点:
A、温度设定:
一般电子料:
烙铁头的实际温度设置为330℃-370℃;表面贴装物料:
烙铁头的实际温度设置为300℃-320℃;
B、预热时间:
1-2秒为宜,使用前要注意让烙铁头先上锡,烙铁头颜色发生变化就证明发热,这时在烙铁头上镀锡,这样的操作可以使烙铁不易氧化。
而且在使用的过程中,应保持电烙铁的清洁,否则影响上锡效果(在工位上可准备焊锡膏或松香或湿棉,以备随时清洁);
C、上锡时间:
1-4秒左右,当焊点形成时要及时撤离锡线,否则容易形成不良焊点;
六,使用有铅焊锡丝的注意事项
鉴于国内仍有部分厂家继续使用有铅产品(包括有铅焊锡丝和有铅焊锡条),我们把使用有铅焊锡丝的注意事项罗列出来,希望对客户朋友有所帮助。
一、工作场所须加强个人防护:
1、呼吸防护。
要求配戴口罩,注意通风。
紧急状况:
粉尘或烟雾超过容许值时,应配戴防粉尘及烟雾的防毒面具;
2、眼睛防护。
当有粉尘飘散或热金属喷溅时,须配戴安全眼镜或面罩;
3、皮肤及身体防护。
要求穿戴工衣及防护手套避免灼伤;
4、卫生措施。
工作后,进食前应洗手;
5、其它注意事项有:
工作场所禁止进食,抽烟及化装等。
二、急救措施:
1、吸入过多浓烟:
请将患者移至清新空气处,如果患者出现呼吸困难等呼吸道不良征状,应尽快施以人工呼吸并送急诊;
2、眼睛接触:
以大量的清水冲洗3-5分钟,直到刺激感消失并及时求医;
3、不慎吞食:
立即送诊;
温馨提示:
倡导环保,敬请尽量减少使用有铅产品。
七,无铅锡线焊接前的准备工作
无铅锡线属于环保产品,由于成本较高,在生产中要注意减少浪费现象。
请按以下步骤做好无铅锡线焊接前的准备工作:
第一,检查PCB板是否氧化或者有污渍,一般在焊接前需要对PCB板进行清洁。
建议使用橡皮擦擦拭或小刀刮走污渍;
第二,插件时要注意把所需要焊接的电子元器件插入PCB板中,要求零件尽量平贴PCB板才能PASS;
第三,检查插件的情况,可以通过反转PCB板观察零件双脚,尽量保持插件后整齐;
第四,注意焊接时的姿势:
一般情况是右手持电烙铁,左手持无铅锡线一起放在焊接点上。
接下来要注意的是一定要使到烙铁嘴接触焊点.最佳焊接时间通常在2-3秒就可以了,这时焊点已经完全形成。
第五,检查焊点:
根据使用经验表明,焊点从外观上看最完美的是呈塔状,焊点饱满、光亮并圆润。
第六,焊接体积较大的物件时,使用无铅锡线的焊接时间则需要加长,一般要超过5秒或更久。
我们可通过使用高瓦数烙铁来解决此类问题,可选用60-80W的电烙铁。
总之,在使用无铅锡线焊接时要注意以上六点,保证用最少的物料达到最好的焊接效果。
八,铬铁头不上锡的处理方法
现象阐述:
1、电烙铁加热后,表面怎么弄都上不了焊锡;
2、烙铁头处发黑;
现象原因:
烙铁头表面沾有物质与空气接触发生氧化产生不良;
处理方法:
1、电烙铁加热后,锉去烙铁头的表面氧化层;
2、烙铁头蘸些焊锡膏或松香,让烙铁头接触小块焊锡;
3、纠正操作顺序:
烙铁加热--锉烙铁头--蘸焊锡膏--在小盒盖上摩擦--给烙铁头上焊锡--烙铁头再氧化--再锉烙铁头;
建议:
1、为防止电烙铁养化及保养电烙铁,不用时要把它从电源上拔下;
2、工位上准备一把小平锉、焊锡膏或松香;
3、根据电子元器件的实际情况选择合适的焊锡丝线径大小;
九,无铅焊锡上锡后焊点不理想的原因
在无铅环保产品的生产中,因为有许多用户导入无铅进程比较迟,所以往往会觉得无铅锡线和无铅锡条的使用效果比不上有铅锡线和有铅锡条。
众所周知,其实无铅产品无论在焊点方面还是牢固度方面都是要比有铅产品稍为逊色。
那么,我们应该如何解决无铅焊锡焊点不理想的问题呢?
请注意以下几个方面:
1、上锡后产生了黄色焊点:
产生这个现象是因为焊锡温度过高造成,应立即查看锡炉温度或烙铁头温度及温控器是否故障;
2、上锡后焊点凹凸不平:
主要现象表现为:
焊点整体形状不改变,但焊点表面呈砂状突出表面。
请注意结晶体:
必须定期检验焊锡内的金属成分,可要求供应商或委托第三方检验机构进行产品抽检;
检查锡渣:
在焊接过程中,因锡液内含有锡渣而致使焊点表面有砂状突出,这时要注意锡槽焊锡液面是否过低,建议向锡槽内追加焊锡并清理锡槽周边;
注意外来物质:
因为PCB板上的边角料、绝缘材等隐藏在零件脚内,在焊接的过程中就会因为杂质的存在而产生影响;
3、上锡后焊点暗淡:
产生该现象可分为二种情况看待:
(1)上锡后已经有一段时间(约半年左右),焊点颜色变暗:
焊点因为正常氧化而产生此类现象;
(2)上锡后焊点即为灰暗:
必须坚持定期检验焊锡内的金属成分;有机酸类的助焊剂在热的表面上或残留过久也会产生某种程度的灰暗色,建议在焊接后立刻清洗。
十,手工焊接的操作方法
一、设定烙铁头温度:
一般而言,有铅锡线烙铁头温度一般可设定为330℃,无铅锡线烙铁头温度一般可设定为370℃。
手工烙铁焊时烙铁头温度应该是焊料熔点温度再加上150℃。
二、手工焊接的操作顺序:
1、烙铁头首先接触焊盘,将热量传递到焊盘从而使焊盘温度升高,然后再将焊锡丝放到焊盘上,此时焊盘的温度应该足以熔化焊料从而形成连接。
因为熔融的焊锡具有向温度高方向流动的特性,先接触焊盘,它会很快流向烙铁头接触的部位,可保证焊点四周均匀布满焊锡。
若供给的焊锡线直接接触烙铁头,焊锡丝很快熔化覆盖在焊接处,如工件其它部位未达到焊接温度,易形成虚焊点。
注意问题是不要将焊锡线直接接触烙铁头,因为烙铁头温度很高,这样操作很容易造成飞溅,严重时会烫伤操作者的手部。
2、锡线撤离烙铁:
如果焊锡已经充分润湿焊接部位,形成光亮焊点时,立即脱离(每个焊点焊接时间2-3秒),如果焊点表面无光泽而粗糙,说明时间过长。
十一,锡炉内铜含量超标对品质的影响及处理方法
1.铜杂质含量正常,尚在标准内(Cu<0.08)
2.铜杂质含量为0.08%至0.2%之建议如下(0.08 铜杂质含量稍高,.已超出标准0.08%,不影响生产,但须注意氧化物会稍增加,特别落实操作要领. 3.铜杂质含量为0.2%至0.3%之建议如下(0.2 铜杂质含量已高,超出标准0.08%过多,已渐影响生产质量,氧化物产生过多,机板零件容易短路,助焊剂耗量会增加,建议安排时间配合清炉. 4.铜杂质含量大于0.3%之建议如下(0.3 铜杂质含量过高,已超出焊锡特性破坏之权限,容易造成机板零件焊接不良,短路过多,半边焊,吃锡不均匀,零件脚卡锡浪费过多,锡渣氧化会过多,助焊剂浓度调高浪费过多等焊锡不良等情况发生,建议速安排时间配合清炉,更换新锡. 十二,焊锡标准 下表是美联邦制定之焊锡标准,给广大客户作参考用: 美国标准FEDERALSPECIFICATIONSANDSTANDARDS(M.I.L) QQ-S-571ESOLDER-ALLOYCOMPOSITIONS Compo sition Tin Lead Anti- mony Bis- muth, max Sllyer Copper, max Iron max Zinc max Alumi- num, max Arse- nic, max Cad- nlum nax Total ofalt ofhors max Sn63 62.5 to 63.5 Remalnder 0.20 to 0.50 0.25 --- 0.08 0.02 0.005 0.005 0.03 --- 0.08 Sn60 59.5 to 61.5 Remalnder 0.20 to 0.50 0.25 --- 0.08 0.02 0.005 0.005 0.03 --- 0.08 Sn50 49.5 to 51.5 Remalnder 0.20 to 0.50 0.25 --- 0.08 0.02 0.005 0.005 0.03 --- 0.08 Sn40 39.5 to 41.5 Remalnder 0.20 to 0.50 0.25 --- 0.08 0.02 0.005 0.005 0.02 --- 0.08 Sn30 29.5 to 31.5 Remalnder 1.4 to 1.8 0.25 --- 0.08 0.02 0.005 0.005 0.02 --- 0.08 Sn20 19.5 to 21.5 Remalnder 0.8 to 1.2 0.25 --- 0.08 0.02 0.005 0.005 0.02 --- 0.08 十三,焊锡中国国家标准 下表是中国焊锡行业国家标准,供客户参考用: 种类 含锡量 含铅量 不纯物 % 参考值 Sb Cu Bi Zn Fe Al As 固态线温度 ℃ 液态线温度 ℃ 比重 Sn63Pb37 61-65 余量 1.0 0.08 0.35 约183 约184 约8.4 Sn60Pb40 58-62 1.0 0.08 0.35 约183 约190 约8.5 Sn55Pb45 53-57 1.0 0.08 0.35 约183 约203 约8.7 Sn50Pb50 48-52 1.0 0.08 0.35 约183 约215 约8.9 Sn45Pb55 43-47 1.0 0.08 0.35 约183 约227 约9.1 Sn40Pb60 38-42 1.0 0.08 0.35 约183 约238 约9.3 Sn35Pb65 33-37 1.0 0.08 0.35 约183 约248 约9.5 Sn30Pb70 28-32 1.0 0.08 0.35 约183 约258 约9.7 Sn20Pb80 18-22 1.0 0.08 0.35 约183 约279 约10.2 十五,无铅锡线价格组成 无铅锡线是由纯锡碇、纯铜、助焊成分(松香)经过加工制作而成。 无铅锡线价格因素主要受制于原料的价格: 纯锡碇价格,铜价格。 下面就把无铅锡线的价格组成用计算的等式作个说明: 基本等式: 无铅焊锡=99.3%锡+0.7%铜 单位价格等式: 单位无铅锡线价格(标准线径1.0mm)=单位锡价*0.993+单位铜价*0.007+单位松香+单位加工费+单位利润 下面举例说明1Kg无铅锡线价格: A: 2009年7月7日上海有色金属网纯锡碇每吨现金成交均价为: 109250元,每公斤为109.25元; B: 2009年7月7日上海有色金属网铜每吨现金成交均价为: 39375元,每公斤为39.375元; C: 单位松香(助焊剂)为: 1元; D: 单位加工费为: 3元; E: 单位利润为: 4元; 那么,1Kg标准线径1.0mm无铅锡线价格(F)为: A=109.25*0.993=108.48元; B=39.375*0.007=0.28元; C=1元; D=3元; E=4元; F=A+B+C+D+E=108.48+0.28+1+3+4=116.76元. 如果再加上运输费及其他费用,市面上正常流通情况下的1Kg标准线径1.0mm无铅锡线价格会在: 120-130元区间. 以上价格组成仅供参考,实际价格请与贵司供应商商洽. 十六,焊锡作业检查方法 1.检查机器设备 因为在焊锡作业流程中,它占有比率变量很小,所以为了达到检查的正确性,可用独立的电子仪器辅助,例如用温度计检测各部份温度,用电表精确的校正仪器参数。 从实际作业及记录中,找出最适宜的操作条件。 特别要注意的是,在任何情况下,尽量不要想调整机器设备来克服一些短暂的焊锡问题,这样可能会导致更大的问题发生。 2.检查所有的焊锡材料 包括助焊剂的比重、透明度、颜色、离子含量等,及锡铅合金的纯度,这是一项持续性的工作,定期检查加上不定期抽检,都有助于质量的保障。 3.检查PCB板及零件 PCB及零件的焊锡性不良是造成焊锡性不良的因素之一。 例如,当零件脚发生焊锡不良时,可以先锁定其他变量,只针对这些焊锡不良的零件脚彻底比较与分析,通过这种方式的追踪,很快就能将问题来源明朗化。 4.检查贯穿孔的质量 重孔或钻孔等缺点,可以用放大设备看出贯穿孔是否平整、干净或者是否有其他杂质、断裂或电镀的厚度标准与否。 十七,焊接不良现象的原因分析 一.润焊不良 原因: 1.外界的污染2.埋藏的粒子3.硅列康油4.严重氧化膜 二润焊不均匀 原因: 主要是焊接表面受污染(氧化),使焊锡不能全面的附着来进行均匀的覆盖. 三.锡球. 原因: 1.PCB预热不够,导致表面的助焊剂未干2.助焊剂的配方中含水量过高3.不良的贯穿孔(PTH)4.环境湿度过高. 四.冷焊. 原因: 1.输送轨道的皮带振动2.机械轴承或马达转动不平衡3.抽风设备或电扇太强4.PCB流过轨道出口而锡还未干5.补焊人员的作业疏失 五.焊点不完整. 原因: 1.PCB或零件本身的焊锡性不良b.防焊油墨流入贯穿孔内c.助焊剂过度受热失活. 六.吃锡过剩-包锡. 原因: 1.过锡的深度不正确2.预热或锡温度不足3.助焊剂活性与比重选择不当4.PCB及零件焊锡性不良5不适合的油脂物夹在焊接流程中6.锡被严重污染. 七.冰柱(拉尖) 原因: 1.温度传导不均匀2.PCB或零件焊锡性不良3.PCB的设计不良4.机器设备. 八.架桥. 原因: 1.PCB煌接面没有考虑锡流的排放,易造成堆积而架桥 2.PCB线路设计太接近 3.零件弯脚不规律或零件脚彼此太接近 4.PCB或零件脚有锡或铜等金属之杂物残留 5.PCB或零件脚焊性不良 6.助焊剂活性不够 7.锡铅合金受到污染 8.预热不足 9.锡波表面冒出浮渣 10.PCB沾锡太深 十八,溅锡原因分析 在焊接作业(特别是手工用锡线焊接)过程中,溅锡占很大的投诉比例. 发生溅锡的原因是多方面的,主要从以下几个方面对该现象的产生加以分析: 1.关注锡线生产商的产品质量: 一般来说,正常的点锡作业是不会产生溅锡现象.如果在正常的操作下,出现频率过多,或者溅锡比较严重,那么作为用户来讲,就一定要找到供应商商讨. 2.关注烙铁头的温度变化: 在正常的使用情况下,如果烙铁头的温度变化过快或温度过高,那么在焊接的过程中,也会出现此类现象. 3.关注焊接工艺: 焊接作业员在作业过程中,如果推线过快或过猛,比较容易出现溅锡现象. 4.关注烙铁头的使用寿命: 因为烙铁头经常是在高温状态下作业,所以定期更换烙铁头是一项必要的工作. 5.关注烙铁头的清洁度: 在焊接作业中,要保证对烙铁头进行必要的清洗,清洗的方法常见的就是用湿棉进行擦洗. 6.关注锡线的贮藏环境: 产生溅锡的重要原因之一,是和使用者贮藏环境有关的,如果贮藏环境过于潮湿,那么锡线本身受潮后,使用质量肯定会下降. 十九,无铅锡线里焊剂的作用 众所周知,无铅锡线的焊接比有铅锡线的难度要大。 在向无铅制程转变的时候,我们更要深入了解无铅锡线的一些特性,从而获得良好的作业。 所以在作业之前,必须先清除附着在金属面的脏污、金属氧化物、其他杂质或气体层。 下面分四点说明焊剂在焊接时发挥的重要作用: 第一,焊剂有降低表面张力而增加扩散性作用: 因为溶解的焊锡具有很大的表面张力,为使焊锡能更好地延伸渗入要接合的金属面间,所以要求焊锡应该减低表面张力; 第二,焊剂有清净作用: 因为金属表面在常温时已经被氧化,实际上在温度越高的条件下越容易被氧化。 金属外层通常被氧化膜所覆盖,这一层氧化膜如果不除去,溶解的焊锡无法渗透到被焊物表面,焊锡作业就无法完成。 所以,焊剂的重要作用是利用焊接时产生的化学作用除去附着的氧化物,使清净的金属间更加容易结合。 第三,焊剂有防止氧化作用: 焊剂在焊锡流出前已将被焊物的表面及焊锡接合面迅速覆盖而使焊锡容易流进,然后再在焊接表面形成一层薄薄的焊剂层。 第四,焊剂有腐蚀作用: 如果不恰当的使用,会对被焊物造成腐蚀。 所以在焊接时一定要注意使用环境、生产工艺、无铅锡线的质量等因素以避免出现不必要的损失。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊接 知识
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 铝散热器项目年度预算报告.docx
铝散热器项目年度预算报告.docx
-
牛津上海版通用小学英语三年级上册Unit 12同步练习2II 卷.docx
-
论我国私营企业员工激励机制.docx
-
人教版五年级品德与社会上册全册教案.docx
-
开学啦国旗下讲话稿三分钟.docx
-
露天采矿学复习题.docx
-
六年级英语教师年度考核个人总结.docx
-
某路站综合体项PC吊装施工方案.docx
-
人教版九年级历史上册期末考试试题一套.docx
-
隆昌妇幼保健院.docx
-
芦二矿抽采达标中长期规划.docx
-
看拼音写词语.docx
-
模拟磁盘调度算法系统的设计毕业设计.docx
-
每周一条名言警句或一首诗词.docx
-
棉花膜下滴灌示范工程设计总结报告.docx
-
九年级化学教案第十单元酸和碱教案新人教版.docx
-
宁波市水资源公报.docx
-
农业实用技术培训工作意见与农业局上半年工作总结范例两篇汇编.docx
-
平行线的判定.docx
-
内部会计管理制度11成本核算制度.docx
-
盘扣式脚手架支撑方案.docx
-
旅游规划模板.docx
-
煤矿大本大专毕业设计大采高综采工作面作业规程.docx
-
美学选择题整理课件资料.docx
-
名家论腹泻慢性肠炎.docx
-
宁夏银川市第一中学学年高一上学期期中考试地理试题解析解析版.docx
-
年产吨精密纤维纸项目建设建议书.docx
-
农技推广中心工作总结.docx
-
彭宇案的法逻辑批判.docx
-
宁夏仕奇房产网发布份房地产交易情况.docx
-
项目推荐书智能温控节能系统.docx
-
区县节日期间加强消防安全讲话稿与区发改委领导班子述职述廉报告汇编.docx
-
教育学习文章第一节方案的构思方法设计分析Word文件下载.docx
-
广东开心版英语五年级下册 unit 4 going outing附答案文档格式.docx
-
五星级酒店的投资预算及管理模式项目可行性报告Word文档下载推荐.docx
-
文化产业基地项目可行性研究报告备案立项Word文件下载.docx
-
洗车店优惠活动方案Word文件下载.docx
-
二建法律法规习题答案第3章Word格式文档下载.docx
-
智慧物流园区信息化建设规划方案Word文档下载推荐.docx
-
现场检查现场检查笔录的制做与技巧Word格式文档下载.docx
-
普通高等学校招生全国统一考试语文试题全国卷3附解析文档格式.docx
-
销售管理制度文档格式.docx
-
广西梧州市长洲区教师招聘考试《教育公共知识》真题及答案解析Word文件下载.docx
-
远程学习导引答案Word格式文档下载.docx
-
二手房购房协议3篇通用范本Word格式.docx
-
小学期末教学质量检测水平测试工作方案Word文档下载推荐.docx
-
中国教学专用仪器制造行业全景调研及市场年度调研报Word格式.docx
-
翻译硕士名词解释词条Word格式.docx
-
最新心内科知识答Word格式文档下载.docx
-
真空泵安装参数文档格式.docx
-
新人教版七年级语文课外阅读理解练习含答案Word文档下载推荐.docx
