 300MW汽轮发电机A级检修总结包括发电机膛内进异物转子处理.docx
300MW汽轮发电机A级检修总结包括发电机膛内进异物转子处理.docx
- 文档编号:6824854
- 上传时间:2023-01-10
- 格式:DOCX
- 页数:8
- 大小:3.07MB
300MW汽轮发电机A级检修总结包括发电机膛内进异物转子处理.docx
《300MW汽轮发电机A级检修总结包括发电机膛内进异物转子处理.docx》由会员分享,可在线阅读,更多相关《300MW汽轮发电机A级检修总结包括发电机膛内进异物转子处理.docx(8页珍藏版)》请在冰豆网上搜索。
300MW汽轮发电机A级检修总结包括发电机膛内进异物转子处理
2012年1号发电机A修总结
2012年4月27日至6月18日,我公司历时近两个月对一号发电机组进行了一次A级检修,本人主要负责发变组及厂用变压器的大修工作,其中发电机本体主要负责了转子的抢修工作,现将大修主要工作内容及心得体会和经验教训汇报如下:
一、发电机转子部分
2012年5月19日,根据1号机组A级检修工作安排,对我公司1号发电机进行了抽转子工作,转子抽出后,发现定子及转子表面有明显的异物进入导致的损伤痕迹,转子损坏部位基本为表面风斗,其中以1-7风区的第1槽、第17槽最为严重,部分进、出风斗脱落,损伤的风斗达800多处,针对此情况,公司多次召开专题会议,明确发电机转子抢修工作内容及工期,电气专业按照会议纪要的要求及转子损伤情况逐步对转子进行了检修处理,主要工作内容如下:
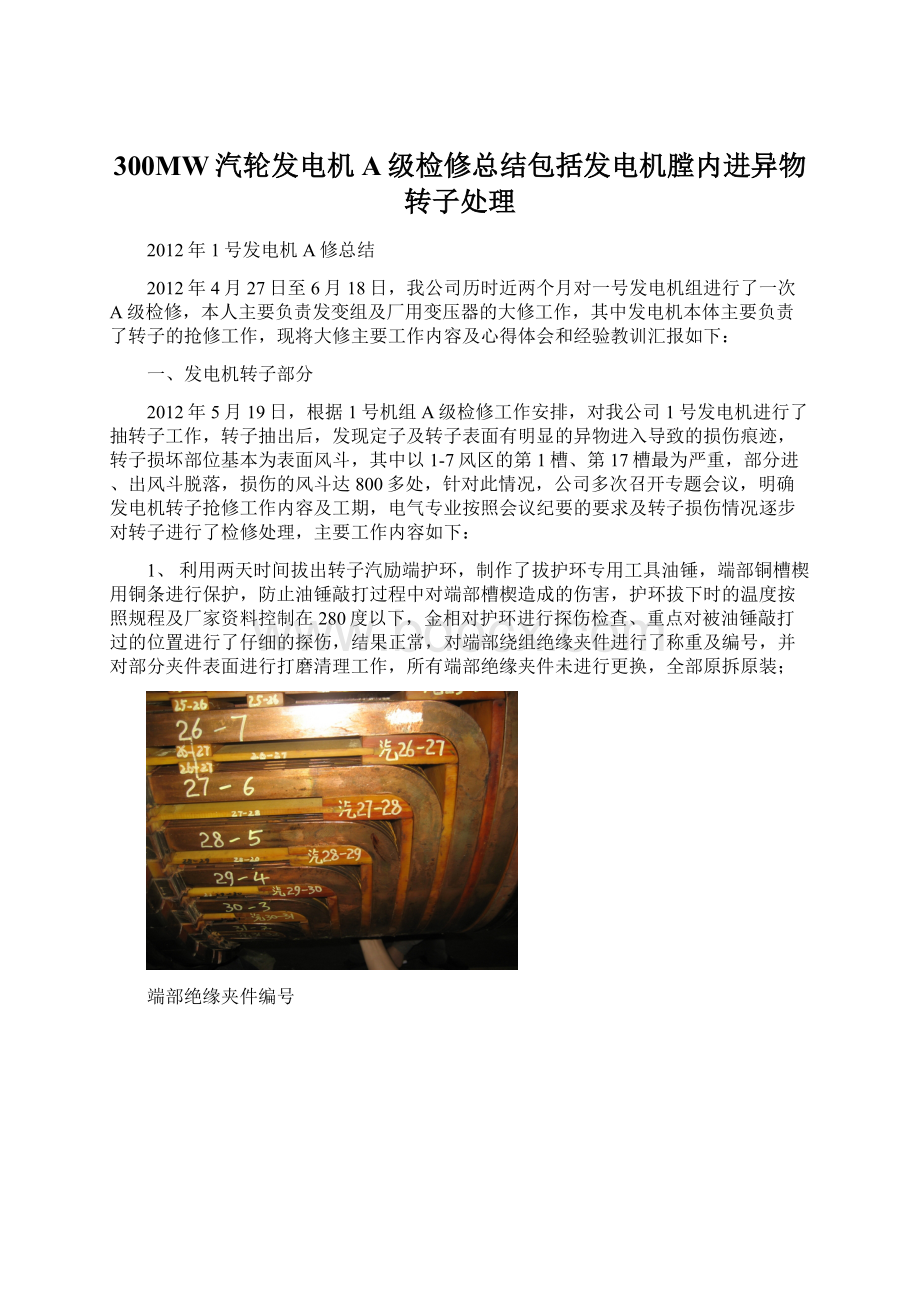
1、利用两天时间拔出转子汽励端护环,制作了拔护环专用工具油锤,端部铜槽楔用铜条进行保护,防止油锤敲打过程中对端部槽楔造成的伤害,护环拔下时的温度按照规程及厂家资料控制在280度以下,金相对护环进行探伤检查、重点对被油锤敲打过的位置进行了仔细的探伤,结果正常,对端部绕组绝缘夹件进行了称重及编号,并对部分夹件表面进行打磨清理工作,所有端部绝缘夹件未进行更换,全部原拆原装;
端部绝缘夹件编号
使用油锤拔出端部护环
护环进行探伤及绝缘瓦称重编号
端部绝缘夹件、中心环弹簧拆卸后进行编号及称重
2、打出所有转子槽楔及垫条,所有槽楔及垫条均进行了编号及称重,完成所有槽楔的探伤工作,对于损伤严重的槽楔及时购买了37根新槽楔进行更换,对于损伤程度较轻的槽楔进行了打磨清洗,并对伤口处进行了探伤检查,确保槽楔无裂纹等损伤,根据中试所振动专家的计算,对需减重的槽楔表面进行了钻孔(未穿,深度为2-5mm左右)去重工作。
按照哈尔滨电机厂最新工艺,对槽楔底部垫条进行处理,所有垫条基本都拔掉一至二层绝缘层,槽楔及垫条装配工艺由原来的实配改进为松配。
整个处理过程均及时记录所有工件的重量及编号,以确保配重工作顺利进行。
槽楔探伤及打磨
3、逐层抬出转子所有线圈,对励端线圈焊口进行烤开,对线圈层间进行吸尘和清理工作,对线圈层间绝缘进行检查,更换部分老化及断裂层间绝缘垫条,并刷胶。
在抬出线圈过程中,发现了线圈风口存在异物,进行了收集并送中试所确认成分,对铝粉等碎屑进行了清理。
逐层抬出线圈进行清理
线圈内铝粉等异物
4、取出槽内槽衬,对槽衬进行了清扫检查工作,更换了损坏的25槽槽衬,并记录重量,按照槽衬原重量,将更换及调整位置的8槽盒25槽槽衬按照风区进行分段配重。
损坏的25槽槽衬汽端部分
5、装复槽衬及所有槽楔和垫条,装复线圈并重新焊接,部分线圈底部绝缘垫条脱落,购买了新的垫条进行更换。
6、拆装集电环导电螺钉,更换中心孔密封件,处理中心孔气密不合格及导电杆绝缘低等缺陷。
烘烤中心孔导电杆
7、完成了修复前后发电机转子的直流电阻、交流阻抗、交流耐压、中心孔气密、槽衬耐压等试验工作,各项试验结果正常。
8、对6区的配重螺钉进行了修正,按照中试所专家计算结果,分别对6区16槽及1槽边上的原配重螺钉加重80克和65克,并锁紧。
9、进行了转子风速试验,所有试验数据合格。
转子风速试验
10、更换了汽励端所有绝缘瓦工32片,新绝缘瓦均进行了称重并根据配重要求进行了重新排序安装。
11、对转子中心环及风扇座上的原配重铁进行了记录,并制作中心环配重铁若干,以备动平衡之需。
12、测量端部护环卡环深度,确保卡环弹出到位,汽励端卡环深度均在41mm左右,环键位置根据拆卸时的记录进行了复位,保证了动平衡的需求。
整个发电机转子抢修历时三周,全体抢修人员加班加点,按时按质按量完成了任务,确保了一号机组一次并网成功。
二、变压器及其他
在此次大修中,安排了对1号主变、1号高厂变、1号脱硫变的常规检修和预试,安排了对01号启备变的高压套管防污闪技改,安排了对1号泵房变及化水变的吊芯检查预试,以及其他6kV厂用变压器的定检工作,各变压器主要完成了以下项目:
1、变压器的高低压引线拆接、套管及瓷瓶清灰、封闭母线瓷瓶及支撑绝缘板清灰;
2、所有变压器的绝缘、直流电阻、介损、泄漏电流、套管绝缘及介损、油耐压及油介损、油色谱等预试项目;
3、1号主变、高厂变、脱硫变、启备变本体加装接地扁铁,以满足接地装置热稳定要求;
4、01启备变高压套管涂刷SRTV防污闪涂料,加装增爬裙,更换将军帽;
5、1号泵房变及化水变吊芯检查,测量穿心螺杆、绑扎钢带、夹件及铁轭绝缘,更换呼吸器硅胶;
6、电除尘变、钢球厂变、灰水回收变、低厂变、照明变等变压器的清灰检查,常规预试。
除完成上述工作外,还进行了励磁回路绝缘处理,主副励磁机检修、发电机气密性、氢冷器及主励磁机空冷器水压试验等工作。
三、1号机组大修过程中的心得与经验总结
2012年1号机组大修基本圆满的完成了各项任务,由于时间及安排上的偏差,小部分工作未完成,如项目计划书提到的全部厂用油浸变吊芯检查没有按量完成,仅进行了化水变和泵房变的吊芯,整个大修本人的收获较大,也总结了一些经验教训,具体体现在如下几个方面:
1、对于所辖任务的合理安排及策划协调上不够完善。
今年的一号机组大修,工作任务多,涉及面广,检修强度大,尤其后来出现的一些突发情况,例如发电机内进入异物,整体的策划不够周密,验收过程不够严谨,比如在氢冷器的水压试验验收过程中,就没有很好的安排,以至于出现一台氢冷器水压试验不合格的情况下,备用氢冷器没有及时联系吊出进行试验,导致了工作上的被动,虽然最后备用氢冷器试验合格,但如果备用氢冷器也出现水压试验不过关的情况,则会耽误较长时间。
因此,在检修工作量大的情况下,怎样合理的安排时间,统筹策划,是需要学习的一个重点。
2、发电机本体构造进一步了解。
对于四年一次的发电机抽转子检修,本次大修是一个难得的机会,对发电机定子,转子本体,转子风区,定子风路,温度测点布局等有了感性认识,较为全面的掌握了发电机本体的结构,通过对定转子的抢修,了解了定子铁芯绝缘损坏等缺陷的基本处理流程,了解了转子本体的结构,对转子检修过程有了较深认识,通过拍摄照片、现场笔记、咨询厂家及中试专家,进一步的加深并记录下流程,为以后的检修工作提供了经验。
3、加深了对检修质量三级验收的认识。
本次大修发现了发电机进异物的重大缺陷,因此在穿转子过程中,对于关键工序的验收严把质量关,每一个螺栓和锁片,每一槽间隙和孔洞均采取眼看、手摸、询问、翻看原始记录进行确认,确保了检修质量可控在控,保障了设备安全运行。
4、备品备件管理有待进一步加强。
一号机组大修的备品备件早在2011年就开始策划,但仍然存在检修过程中出现的备件购买不符合实际,例如部分型号轴承买少了,而有些则购买了多余的,虽然最后没有发生因为备品原因导致的延期,但仍体现了对现场设备状况和备件型号参数的不了解,备品重复购买和欠购买现象仍未杜绝。
因此在备品备件管理上仍需下大力气加强学习,真正做到杜绝新增睡眠物资,一个萝卜一个坑,应买必买,应修必修。
不浪费资源。
5、检修资料的收集管理仍需加强。
本次大修中国能建及我公司电气检修共提交检修资料近1000页,包括质量验评、专项验收鉴证、缺陷处理、原始记录、让步接收、隐蔽工程鉴证等等内容。
资料的收集应该说较为及时,但仍存在内容把关不严的情况,尤其是质量验评,不少验评单没有严格执行作业指导书及检修工艺规程要求,存在漏项和不符合实际项,对于此类单子,应该采取的方法是打回检修重新填写,在今后的资料收集中需注意此类问题。
6、树立大专业概念。
本次发电机大修处理了本体进入异物的缺陷,涉及到转子配重工作,作为电气人员,对于配重工作不够了解,对于振动的处理不够透彻,物理概念模糊,通过此次大修,基本熟悉配重流程,今后的工作中,应加强对跨专业的学习,掌握电气外其他专业最基本的知识,对于系统的整体了解应逐步加强。
1号机组大修后已运行通过168,通过大修,进一步的增强了技能水平,提高了自我学习能力,对于将来的检修工作,无论是前期策划,还是中期验收,包括后期总结,都有一个大的提升,欠缺的是实际现场的动手能力,这块还需要进一步的加强。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 300 MW 汽轮发电机 检修 总结 包括 发电机 膛内进 异物 转子 处理
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 铝散热器项目年度预算报告.docx
铝散热器项目年度预算报告.docx
-
牛津上海版通用小学英语三年级上册Unit 12同步练习2II 卷.docx
-
论我国私营企业员工激励机制.docx
-
人教版五年级品德与社会上册全册教案.docx
-
开学啦国旗下讲话稿三分钟.docx
-
露天采矿学复习题.docx
-
六年级英语教师年度考核个人总结.docx
-
某路站综合体项PC吊装施工方案.docx
-
人教版九年级历史上册期末考试试题一套.docx
-
隆昌妇幼保健院.docx
-
芦二矿抽采达标中长期规划.docx
-
看拼音写词语.docx
-
模拟磁盘调度算法系统的设计毕业设计.docx
-
每周一条名言警句或一首诗词.docx
-
棉花膜下滴灌示范工程设计总结报告.docx
-
九年级化学教案第十单元酸和碱教案新人教版.docx
-
宁波市水资源公报.docx
-
农业实用技术培训工作意见与农业局上半年工作总结范例两篇汇编.docx
-
平行线的判定.docx
-
内部会计管理制度11成本核算制度.docx
-
盘扣式脚手架支撑方案.docx
-
旅游规划模板.docx
-
煤矿大本大专毕业设计大采高综采工作面作业规程.docx
-
美学选择题整理课件资料.docx
-
名家论腹泻慢性肠炎.docx
-
宁夏银川市第一中学学年高一上学期期中考试地理试题解析解析版.docx
-
年产吨精密纤维纸项目建设建议书.docx
-
农技推广中心工作总结.docx
-
彭宇案的法逻辑批判.docx
-
宁夏仕奇房产网发布份房地产交易情况.docx
-
项目推荐书智能温控节能系统.docx
-
区县节日期间加强消防安全讲话稿与区发改委领导班子述职述廉报告汇编.docx
-
《现代汉语》黄廖本 3章习题.docx
-
部编版三年级语文上册2花的学校.docx
-
部编四年级上册道德与法治第二单元《为父母分担》一课一练答案及知识点.docx
-
早教中心 亲子游戏大赛活动方案.docx
-
责任意识不强的表现和整改措施.docx
-
《林教头风雪山神庙》说课稿.docx
-
部编版小学语文二年级下册看拼音写词语及字词练习试题全套doc.docx
-
部编人教版九年级上册语文第一单元课文精品教案含反思.docx
-
《中学教育基础》课程教学大纲培训课件doc.docx
-
《组织行为学》试题及答案0625133401.docx
-
在全县教师继续教育工作会议上的讲话.docx
-
人教高三地理一轮总复习检测第一章试题卷附答案解析.docx
-
02 生产厂房净化系统验证方案.docx
-
人力资源管理师二级基础知识复习重点.docx
-
责任督学督导典型案例.docx
-
湖南省师大附中高考语文考前模拟卷及答案.docx
-
彩票行业分析报告.docx
-
人体及动物生理学期末复习重点.docx
-
参考安全附件管理制度.docx
