 砂轮的选择.docx
砂轮的选择.docx
- 文档编号:6732022
- 上传时间:2023-01-09
- 格式:DOCX
- 页数:9
- 大小:23.26KB
砂轮的选择.docx
《砂轮的选择.docx》由会员分享,可在线阅读,更多相关《砂轮的选择.docx(9页珍藏版)》请在冰豆网上搜索。
砂轮的选择
一﹑砂輪的選擇﹕
一)砂輪是經由高速回轉的機械動作﹐以其不斷自生的微細而堅硬銳利的顆粒磨屑空隙對各種材料作磨削工作的一種萬能磨削工具。
構成砂輪的三大要素﹐可由下列三項組成﹕
1﹐磨料----對工作物發生磨削作用的刀刃。
2﹐結合劑---產生磨料顆粒間的結合力﹑保持力并使砂輪在定的速度下能安全回轉。
3﹐氣孔----磨料與結合劑以外的間隙可幫助磨屑的排除﹐以保持磨削效果。
經由該三要素的適當組合﹐具有以下特色﹕
1)作為切刃的磨料﹐因此工作物堅硬﹐對工具鋼﹐超硬合金等料方可自由施予加工。
2)使用中由于耗損而鈍化的磨料﹐不斷崩裂而產生新刃以至失去作用而又露出新磨料。
(該現象稱為自生作用)
3)磨料堅硬而切刃細小﹐因切刀細小﹐可獲得良好的尺寸精度﹑工作精度﹑與表面粗度。
4)磨削速度快(切削加工的10~100倍)﹐而且磨屑雖屬細小﹐但因無效的切刃﹐整體效果特優。
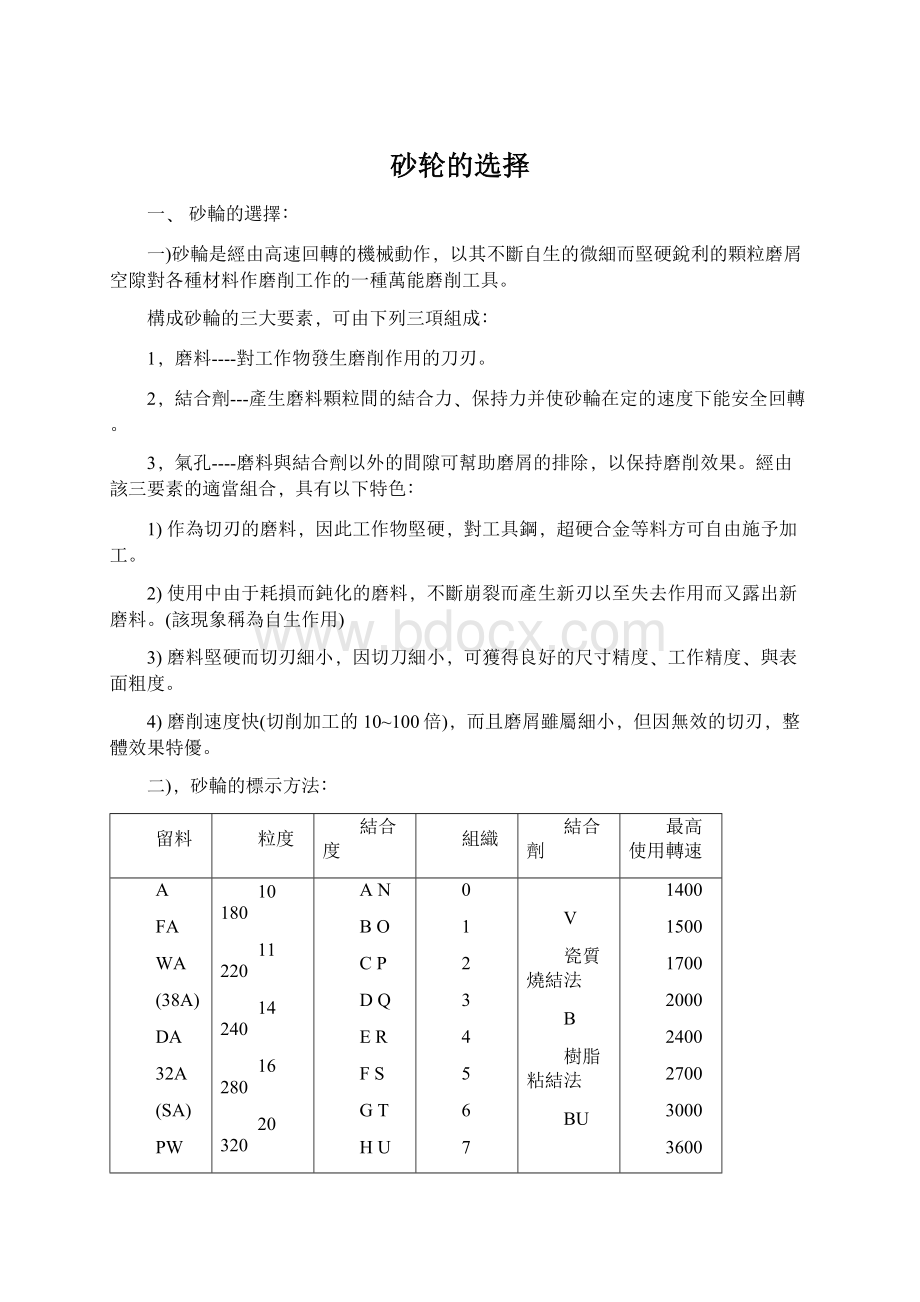
二)﹐砂輪的標示方法﹕
留料
粒度
結合度
組織
結合劑
最高使用轉速
A
FA
WA
(38A)
DA
32A
(SA)
PW
PA
RA
AC
C
CC
10180
11220
14240
16280
20320
24400
30500
36600
46700
54800
601000
701200
801500
902000
100250
AN
BO
CP
DQ
ER
FS
GT
HU
IV
JW
KX
LY
NZ
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
V
瓷質燒結法
B
樹脂粘結法
BU
發泡樹脂粘結法
R
橡膠粘結法
MG
氧脂鎂粘結法
1400
1500
1700
2000
2400
2700
3000
3600
4300
4800
6000
如38A100-KVBE﹕其中38A表示磨料﹐100表示粒度﹐KVBE表示結構組織。
注意﹕選擇砂輪要先確定最高使用轉速要大于規格之主軸轉速(本機器為1740rpm)。
轉速與調速之關系如下﹕
調速度(M/MIN)=(M/MIN)=πxDx轉速(rpm)/1000﹐以本機器規格為例﹕砂輪直徑=355轉速=1740rpm(60HZ時)﹐調速度=πx355x1740/1000=1940’m/min﹐即使用本機器(60HZ時)﹐砂輪選速度要大于2000m/min。
砂輪選擇參考
被研磨之物質
硬度(洛氏HRC)
砂輪規格
鋼
碳鋼
鋼板
碳鋼
碳鋼鋼管
HRC25以下
WA46H
WA46J
碳鋼鋼管
碳鋼鋼管
HRC25以下
WA40J
合
金
鋼
鎳鉻鋼
鎳鉻鉬合金鋼
鉻鋼
鉻鉬鋼
HRC55以下
WA46J
鋁鉻鋼合金鋼
高碳鉻合金軸承
鉻鋼
鉻鉬鋼
HRC55以上
WA46I
工
具
鋼
高速鋼
HRC60以下
WA46I
合金鋼工具鋼
HRC60以下
WA46H
不
鏽
鋼
不鏽鋼
HRC60以上
WA46I
耐熱鋼
WA36J
鐵
鑄
鐵
灰口鑄鐵
C46J
特殊鑄鐵
GC46I
冷類鑄鐵
…
可鍛鑄鐵
WA46K
非
鐵
金
屬
黃銅
C30
青銅
A46K
鋁合金
C30J
燃燒碳化物
GC60~100HI
如38A100-KVBE﹕其中38A表示磨料﹐100表示粒度﹐KVBE表示結構組織。
在塑膠模中材質一般分為2種﹕一種為普通材料﹐如NAK80﹐FDAC,S45C等。
另一種為熱處理材料﹐如SKD61,S-136,SKD11等。
一般我們砂輪的選用分為﹕
A.普通材料的外框用46#或60#砂輪﹐熱處理的用CBN砂輪﹐當留料在0.1左右時﹐也可用46#砂輪。
B.台階﹑槽用80#﹑100#或120#砂輪。
R1.0以下用100#的﹐R1.0以上可用80#或120#的。
C.清角在0.05MAX的可選用320#砂輪。
三)﹑修砂輪﹕
1.用銅塊修整CBN砂輪及SDC砂輪﹐這種修法象磨工件一樣﹐一般磨到銅塊上無抖紋即可(0.05~0.1)﹐砂輪修成后的粗細程度可觀察銅塊即可(砂輪修整時應加水)。
2.用鑽石修整陶瓷砂輪。
鑽石修刀有單點式和多點式﹐我們一般常用單點式。
單點式鑽石修刀的選用﹕可分為三種型號分別為粗打﹑中打﹑精打鑽石。
磨外框時一般用粗打鑽石。
(1)﹑修砂輪底部﹕把鑽石座放在干淨的平台上上磁﹐把砂輪搖到鑽石中上部分﹐眼睛水平看﹐砂輪與鑽石之間的間隙越小越好﹐當兩者接觸以后﹐每次下刀0.02~0.1mm左右搖動Y軸前后修整(Z軸不動)﹐粗修時﹐Y軸可以搖動快一點﹐當需要砂輪很細的時候﹐X軸下刀要少(0.001~0.003mm)﹐同時Y軸搖動速度要放慢﹐可以空走几次。
砂輪修以后可以用手來感覺檢查一下﹐用大拇指放到砂輪罩右下角支撐砂輪罩﹐然后用食指或中指輕輕接觸砂輪面感覺它的粗細。
(2)﹑修砂輪側面﹕把鑽石座立放于平台﹐上磁﹐砂輪落于鑽石側面下部﹐慢慢搖Y軸(前后方向)進行側面對刀﹐然后數顯歸零﹐之后搖動Z軸手柄左右移動﹐Y軸進刀量要小﹐每次在0.02~0.1就可以見光了。
同時要注意修整砂輪側面高度只要大于所需研磨台階就可以了﹐以減少砂輪不必要的浪費。
修切槽砂輪時同樣如此。
3.成型砂輪的修整﹕在切槽時要修成型砂輪﹐當砂輪寬度留料較少時同第2點一樣對砂輪進行側面修整﹐右選用單點式中打鑽石進行修整﹐注意在修整另一側面時要用砂輪分厘卡來測量砂寬﹐接近所需尺寸時要切片進行試切﹐防止砂寬偏大(因為當機器主軸運動不在同一水平圓時﹐砂輪在運轉中比停止時砂輪寬度會略大一點)﹐當砂輪寬度比所需槽寬﹐余料比較多時﹐選用粗打鑽石用退修法進行側面修整﹐即Y軸進0.05mm﹐X軸向上抬高0.1mm﹐精修時選用中打或精打鑽石進行修整
二﹑平等度的研磨
加工工件時﹐經常會遇到以下情況﹕
研磨問題
可能發生的原因
解決方法
抖紋
主軸軸承磨損
砂輪水平沒較好
砂輪用的不對
更換軸承
重新較水平
更換砂輪
工件表面
燒焦
砂輪用的不對
砂輪面太鈍
進刀量太大
更換砂輪
重新修砂輪
減小進刀量
工件兩面
磨不平
平台表面或工件
表面有毛刺
平台表面不平
用細油石去毛刺
重新研磨平台
除了以上几種情況會影響工件的平等壓外﹐控制工件的變形量也很重要。
工件在研磨過程中會受到砂輪的切削力﹐因而會產生變形﹐一般在磨削較厚材料時﹐工件不易變形﹐此時只要注意﹐當工件留料較多時﹐正反對稱磨削(反復几遍)就可以了。
在工件較薄﹐細長時﹐此時工件較易變形﹐所以可先正反粗磨一下(粗磨時平台磁性應晝量小一點)﹐根據工件厚度及長度適當留料抓彎﹐一般可分兩種方法﹕
1-1)利用平台抓彎﹐即前后可用墊鐵或擋塊(有些平台前面有擋塊)其相對距離可用工作比較﹐然后把平台上磁再松掉﹐利用平台剩磁把墊鐵吸住﹐再把工件放上去﹐不上磁﹐把工件表面見光(只見光﹐不應以磨余料為主)。
磨削時應以凸出來的面為上﹔
1-2)另一種可以在感應磁鐵上抓彎即先把兩塊感應磁鐵磨平﹐其相對間的距離比工件長度稍短一些﹐然后把工件放上去﹐凹下去的面向上﹐前后用墊鐵擋緊﹐表面見光﹐應注意工件表面不應全部見光﹐中間留一小段﹐這時﹐彎已抓好﹐可把剛見光的面向下半吸在平台磨﹐此時應注意再次變形﹐可反復多次正反磨削﹐晝量減少變形。
1-3)去毛刺
去毛刺包括工件上的毛刺與平台上毛刺﹐此步驟加工任何位置時都應該特別注意﹐因為小的毛刺將影響到工件平度。
三﹑直角度的研磨
1-1虎鉗修直角﹕
在工件比較小的時候﹐我們可以用虎鉗來修直角﹐(虎鉗有几種型號﹐每種虎鉗所夾物件的尺寸范圍有所不同)其基本結構如圖1-1。
修直角﹕時如圖1-2﹐裝夾首先將工件﹑虎鉗支毛刺擦干淨﹐用六角扳手放于鎖緊螺絲位置﹐逆時針方向旋轉2-3圈放松滑動座后再將工件放入﹐并將滑動座與工件接觸(注意﹔吊拉圓棒必須卡入主體巢穴中)。
使工件露出長寬兩面﹐晝量露出較小部分﹐適量夾緊﹐并較平大面﹐再夾緊﹐完畢后﹐把虎鉗的固定端放于平台左側﹐見光的一面例圖1-2一般先見光B面﹐確認磨平后﹐把虎鉗擦試干淨再磨另一面(A)面。
當同樣的工件較多數量時﹐可以把虎鉗反過來放﹐底下放兩塊相同的墊塊﹐這樣就可以多件一起修直角了。
注意﹕1﹐虎鉗放在平台上的方向不要弄錯﹐以免工件松動。
2﹐修直角最好是見光就可以了﹐不要在虎鉗上修直角時還磨尺寸。
1-2利用直角鐵修
在工件比較大的時候可以利用直角度鐵修直角。
先將工件大平面見光﹐然后將角鐵去毛刺﹐擦拭干淨放在平台上﹐再放上工件推緊﹐然后利用C型夾把工件固在角鐵上先見光一面(一般為變形凸出的面見光)﹐之后直接放在平台上見光另一面﹐保証平等度﹐接下來修另一面的直角度(一般先修寬度方向﹐再修長度方向)﹐此時應把角鐵豎起來﹐露出長度面﹐夾緊工件﹐較正寬度方向與角鐵面平行﹐研磨平即可。
檢測直角度的方法﹕
1﹐小工件的檢測﹕可直接放在角鐵上面用校表來測檢測﹐一般為用大面靠緊來檢測小面﹐校表讀數差多少﹐直角度就差多少。
2﹐大工件的檢測﹕需用校表架來檢測﹐一般用小面來測大面﹐其中要考慮兩個因素﹕
(1)﹐校表測出的是單邊讀數再除以2才是它的直角度。
(2)﹐每測量一對面要想到長與寬的倍數。
三.找邊要素(兩種方法)
1-1利用校表找邊如圖1-5﹐先將砂輪修好﹐然后找一塊廢料作試塊(最好與工件為同一材料)﹐將廢料打成大約45度﹐然后利用砂輪側面將試塊尖角靠成一平面。
將校表打在平面上﹐即讓校表與砂輪側面在同一直線﹐校表歸零﹐反復几次以上步驟﹐看校表零點是否動掉﹐以減少誤差(這時整個機頭﹐包括水龍頭﹐校表架都不要碰)﹐反復几次后﹐如果校表表針與找邊時保持一致﹐這時找邊就好找了。
然后利用X軸前后運動﹐將校表針頭打在工件上﹐讀數與找邊時保持一致﹐然后數顯歸零﹐就可做下個步驟。
(校表針頭將要接觸工件時﹐移動應慢個點﹐以防止針頭與工件接觸過度而使針頭動掉﹐甚至針頭撞彎或撞斷)。
1-2利用砂輪直接找邊﹐在工件上涂上記筆﹐利用前后微調將砂輪側壁輕輕碰到工件為止(記號筆淡淡吃到為止)﹐數顯歸零就找好了。
這兩種方法都應該注意﹐如找完邊后長時間運轉應重復找邊﹐特別吃飯時間較長﹐回來后應重新找國邊﹐因為
1﹐砂輪與校表在運轉由于機床輕微抖動可能會偏移
2﹐主軸長時間運轉會發熱延伸。
四.槽寬的控制
槽寬的控制與砂輪修的好壞密不可分(見砂輪的修整)﹐砂輪修好的要精確的測量出砂輪的寬度﹐有兩種方法﹕
一種直接利用光學影儀測量﹐砂輪打好后﹐在試切塊上試切出砂輪的寬度﹐然后利用光學投影儀測出槽寬﹔
二種可利用塞規檢驗﹔既砂輪打好后﹐利用廢料(最好利用相同材質)試切出一砂輪寬度﹐然后利用塞規塞出槽寬。
假如槽寬小于12MM﹐可利用砂輪直接打到所需尺寸﹐一刀把槽切出來﹐如果槽寬大于12MM﹐就需分兩刀切﹐在計算切槽時﹐要注意加上一砂輪寬度。
當槽寬公差小于0.01MM時﹐可以槽寬單邊留0.01MM,用鑽石靠邊砂輪精修槽寬到尺寸。
五.做角度的方法
1-1當角度所處的面較小時﹐可利用坦克車在砂輪上直接打出角度并利用試切片試切投影以確認角度是否准確。
1-2當角度較大或所接觸的平面較大時﹐可利用正弦平台墊相應的塊規把工件吸在正弦平台上直接做出來﹐其計算公式為Sin$x100如圖2-2所示﹐其計算為Sin(90-77)x100=22.49﹐塊規所墊尺寸22.49。
1-3當工件較小時﹐可利用角度塊虎鉗把角度做出來。
既把工件夾在虎鉗上﹐下面墊相應的角度塊。
(裝夾與修直角方法一致)
六.R接R的方法
R砂輪的修整主要有兩種方式
一)﹐成型鑽石
成型鑽石主要用于內R的整修﹐一般用在0.1R-0.5R之間。
采用成型鑽石修整成型砂輪進應注意﹕
1-1選擇合適的砂輪(粒度一般選用100#左右為佳)裝好
1-2砂輪裝好后﹐將加工平台擦淨后﹐將倒角器擦淨放置在加工平台上吸緊﹐倒角器在加工平台上應晝量跟砂輪平行﹐否則會對成型砂輪的修整精度有一定的
影響。
然后再將成型鑽石夾固在合適的虎鉗上﹐放置在倒角器的“V”型槽內﹐使其成45度夾角﹐吸緊。
1-3吸緊后﹐應用千分表將成型鑽石一段平面校平﹐使其與砂輪走向成水平線。
1-4啟動砂輪﹐將轉速調至480轉﹐找邊時進刀量不宜過快﹐否則極易造成撞刀﹐容易把鑽石打壞。
一般找邊只要鑽石尖跟砂輪接觸到﹐能聽到一點點聲音即可歸零。
歸零后﹐將X軸進至所需R角對應尺寸﹐最好是比對應尺寸多搖下去0.3-0.4mm﹐使其修整后的砂輪有一小段平面﹐以便接R時方便對刀。
以0.3的R角為例﹐碰邊歸零后﹐Z軸可將至0.6-0.7mm處﹐然后前后(X軸)再慢慢進刀至0.6-0.7mm處﹐前后進刀時不能地快﹐主要是因為修R角時﹐轉速不能太高﹐進刀過快會造成所修整的成型砂輪不順暢﹐精度在達不到預期效果。
進刀量到位后﹐最好將行程多搖几個來回﹐使砂輪的成型面更為順暢。
二)﹐圓弧修整器
圓弧修整器的運用比較廣泛﹐主要配合精密的塊規使用。
它既可用于內外R的修整﹐也可用于斜面R角的修整﹐一般0.5mm以外的砂輪上的內R及任意砂輪上的外R﹐都可以利用透視圓弧砂輪修整器來進行修整砂輪﹐其具體的使用方法請見透視圓弧砂輪修整器之使用。
目前我們所用的圓弧修整器的中心尺寸﹕正面為16.515mm﹐反面為65.205mm。
如果采用正面修圓弧﹐塊規的運轉為﹔正面中心尺寸加上所需R角的對應尺寸﹐修外R則減去對應尺寸﹐采用反面為中心﹐則正好與正面相反。
我們一般都采用正面。
使用方法見透視圓弧砂輪修整器的使用
3)砂輪修好后進行試切﹐投影確認OK后即可進行加工
1-1對于一般4/1的R﹐接起來較簡單﹐如圖﹔先在工件上對好一個面一般為頂面﹐并抬高0.01mm﹐對于工件發熱以至啃刀﹐然后利用前后(X軸)微調﹐將另一邊接到位﹐對于無法留對刀平面的R﹐應利用光
學投影儀測量﹐以保証精度。
最后再將抬高的0.01mm做到位。
1-2,如圖所示﹕此兩種帶角度的R一般用兩種方法﹐
一種如圖A所示﹐將R與角度一起打出來﹐此種在工件上加工時較方便﹐但修R的砂輪時比較難修﹔
另一種﹐圖B所示﹐算出R與角度的切點﹐利用光學投影儀一邊做一邊投影﹐此種方法對投影技朮要求較高﹐但可節約加工的時間。
1-3工件上帶角度的內R加工時就應打成成型砂輪(圖C)﹐其加工方法與以上(A圖)加工方法基本一致。
1-4不規則R的成型加工
1)﹐首先根據圖紙要求計算出砂輪的直徑并根據工件的材料來選擇砂輪﹐再用透視圓弧砂輪修整器將R打出(如圖D)所示尺寸﹐應注意﹐砂輪上的平面(圖上0.5的尺寸)必須小于工件上的平面(圖上0.69的尺寸)﹐砂輪上R的深度必須與工件上保持一致(圖上1.36的尺寸)。
2)﹐砂輪打好后﹐應試切并投影出砂輪側面的中心的距離﹐以方便加工﹐在工件上加工時﹐應使砂輪的中心與工件上R的中心保持一致﹐根據工件上兩個R之間的中心距﹐按切槽的方法﹐把R接出來﹐在(D圖)加工過程中﹐由于R的數量較多﹐并切下較深﹐砂輪在切削過程會掉砂﹐所以應將砂輪重新修整一邊﹐按同一步驟重新加工﹐以保証R較順暢。
七.拋光
所謂拋光就是將工件個面作鏡面研磨﹐在塑模工件可﹐所用材料一般為NAK80,硬度為HRC30-40﹐我們一般選用3000#陶瓷砂輪進行拋光﹐首先將砂輪罩沖洗干淨以防在拋光沖水時﹐有浮砂掉落﹐再將工件所需拋光的面用100#砂輪細磨﹐注意﹔工件表面紋路一定要細﹐再換3000#陶瓷拋光砂輪﹐在拋光完成前﹐工件晝量不要從平台上取下﹐在修陶瓷砂輪時﹐前后前和速度應慢﹐進刀量開始可以0.01mm﹐為一次進刀﹐最后應為0.002-0.003mm為進刀﹐并在修砂輪是可開水﹐以便晝量將浮沙沖掉﹐砂輪修好后還應試拋﹐以便使砂輪表面浮砂磨掉﹐接下來就可以進行拋光
注意﹔剛對好刀后應抬高0.002-0.003mm﹐空走几刀后﹐每次0.001mm﹐因3000#砂輪切削力有限﹐故一般拋0.003-0.005mm﹐以內即可。
注意﹔修砂輪時﹐可適當將砂輪兩邊尖角鎢鋼倒R﹐以便在工件上拋光時減少掉砂及啃刀。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 砂轮 选择
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 铝散热器项目年度预算报告.docx
铝散热器项目年度预算报告.docx
-
牛津上海版通用小学英语三年级上册Unit 12同步练习2II 卷.docx
-
论我国私营企业员工激励机制.docx
-
人教版五年级品德与社会上册全册教案.docx
-
开学啦国旗下讲话稿三分钟.docx
-
露天采矿学复习题.docx
-
六年级英语教师年度考核个人总结.docx
-
某路站综合体项PC吊装施工方案.docx
-
人教版九年级历史上册期末考试试题一套.docx
-
隆昌妇幼保健院.docx
-
芦二矿抽采达标中长期规划.docx
-
看拼音写词语.docx
-
模拟磁盘调度算法系统的设计毕业设计.docx
-
每周一条名言警句或一首诗词.docx
-
棉花膜下滴灌示范工程设计总结报告.docx
-
九年级化学教案第十单元酸和碱教案新人教版.docx
-
宁波市水资源公报.docx
-
农业实用技术培训工作意见与农业局上半年工作总结范例两篇汇编.docx
-
平行线的判定.docx
-
内部会计管理制度11成本核算制度.docx
-
盘扣式脚手架支撑方案.docx
-
旅游规划模板.docx
-
煤矿大本大专毕业设计大采高综采工作面作业规程.docx
-
美学选择题整理课件资料.docx
-
名家论腹泻慢性肠炎.docx
-
宁夏银川市第一中学学年高一上学期期中考试地理试题解析解析版.docx
-
年产吨精密纤维纸项目建设建议书.docx
-
农技推广中心工作总结.docx
-
彭宇案的法逻辑批判.docx
-
宁夏仕奇房产网发布份房地产交易情况.docx
-
项目推荐书智能温控节能系统.docx
-
区县节日期间加强消防安全讲话稿与区发改委领导班子述职述廉报告汇编.docx
-
企业职工安全培训档案Word文档下载推荐.docx
-
届二轮复习 语言综合运用专项突破 作业浙江专用 2Word格式.docx
-
建设工程文件归档整理规范Word格式文档下载.docx
-
胡泽伟基于低碳经济理念下的物流运输策略探讨Word文档格式.docx
-
贵州铝厂场地修复实施方案Word下载.docx
-
国际市场营销教材课后名词解释Word文档下载推荐.docx
-
江苏省计算机等级考试一级历年真题0612第三章计算机软件附答案Word文件下载.docx
-
栖霞市学年度第二学期期中质量检测七年级历史试题Word格式.docx
-
广东省合作金融机构信贷从业资格考试试题B卷文档格式.docx
-
今年的最新文章公路和交通Word下载.docx
-
合肥住宅室内装饰装修工程质量验收导则Word文档格式.docx
-
六年级英语上册全册教案新闽教版Word文档格式.docx
-
考研《中医诊断学》考点精华总结完美打印版Word文件下载.docx
-
桥梁工程复习思考题Word下载.docx
-
教育统一规划全面改薄建设项目可行性研究报告Word文件下载.docx
-
九年级新目标英语第九单元试题文档格式.docx
-
好句相遇的唯美句子200句Word格式文档下载.docx
-
全国区级联考天津市红桥区学年七年级下学期期末考试生物试题Word文档下载推荐.docx
-
刘一秒领袖运营智慧笔记完整版Word文档格式.docx
