 数控铣床基本操作.docx
数控铣床基本操作.docx
- 文档编号:6616093
- 上传时间:2023-01-08
- 格式:DOCX
- 页数:25
- 大小:185.99KB
数控铣床基本操作.docx
《数控铣床基本操作.docx》由会员分享,可在线阅读,更多相关《数控铣床基本操作.docx(25页珍藏版)》请在冰豆网上搜索。
数控铣床基本操作
模块一数控铣床基本操作
实训课题1功能键的使用
一、实训目的:
¤熟悉系统面板和机械面板。
¤掌握数控铣床主要功能键的使用方法。
二、相关知识:
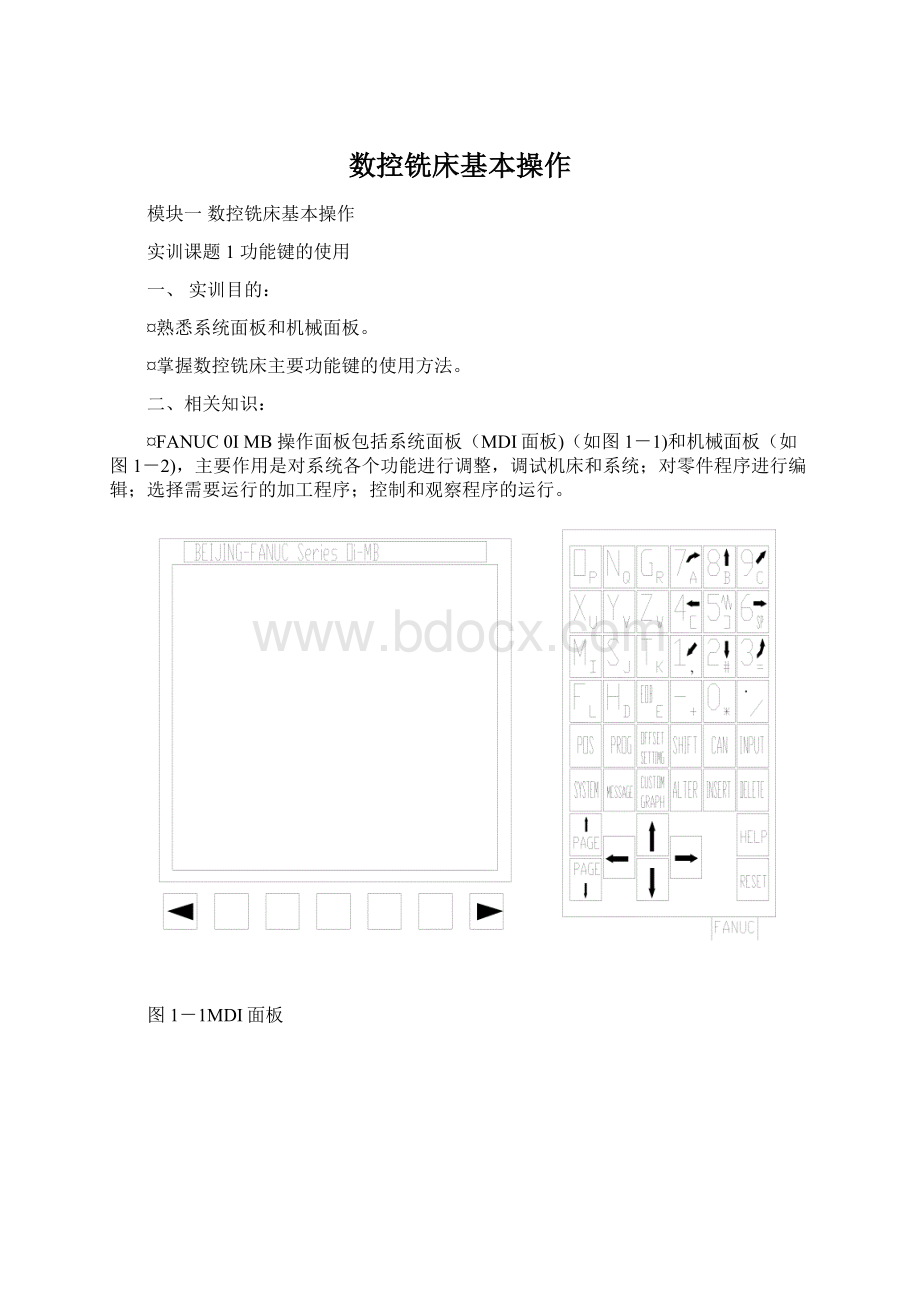
¤FANUC0IMB操作面板包括系统面板(MDI面板)(如图1-1)和机械面板(如图1-2),主要作用是对系统各个功能进行调整,调试机床和系统;对零件程序进行编辑;选择需要运行的加工程序;控制和观察程序的运行。
图1-1MDI面板
图1-2机械面板
MDI面板各个功能键的作用如表1-1:
名称
详细说明
复位键REST
按下这个键可以使CNC复位或者取消报警
帮助键HELP
当对MDI键的操作不明白时,按下这个键可以获得帮助(帮助功能)
软键
画面转换软键用来转换画面
根据不同的画面,其它软键有不同的功能。
软键功能显示在屏幕的底端。
地址和数字键N、4←
按下这些键可以输入字母,数字或者其它字符。
切换键SHIFT
在该键盘上,有些键具有两个功能。
按下
当一个键右下脚的字母可被输入时,就会
输入键INPUT
当按下一个字母键或者数字键时,再按该键数据被输入到缓冲区,并且显示在屏幕上。
要将输入缓冲区的数据拷贝到偏置寄存器中等到,按下INPUT键。
这个键与软键中的[INPUT]键是等效的。
取消键CAN
按下这个键删除最后一个进入输入缓冲区的字符或符号。
当键输入缓冲区后显示为:
>N001X100Z_
当按下CAN键时,Z被取消并且显示如下:
>N001X100_
程序编辑键
ALT、INSERT、DELETE
按下如下键进行程序编辑:
ALTER:
替换、INSERT:
插入、DELETE:
删除
功能键POS、PROG
按下这些键,切换不同功能的显示屏幕。
光标移动键
有四种不同的光标移动键。
→:
这个键用于将光标向右或者向前移动。
光标以小的单位向前移动。
←:
这个键用于将光标向左或者往回移动。
光标以小的单位往回移动。
↓:
这个键用于将光标向下或者向前移动。
光标以大的单位向前移动。
↑:
这个键用于将光标向上或者往回移动。
光标以大的单位往回移动。
翻页键
用于将屏幕显示的页面向下翻页。
用于将屏幕显示的页面往回翻页。
表1-1MDI面板功能键的作用
机械面板各个功能键的作用如表1-2:
:
按键、旋钮
详细说明
急停按钮:
紧急情况下按下开关机床停止一切运动。
快速/手轮倍率按键:
确定快进时机床运动速度倍率,分别为默认速度的1%、25%、50%、100%。
确定手轮每转动一隔工作台移动的距离。
共有4个档次,分别为每转一格工作台或主轴移动1μm、10μm、100μm、1000μm。
参考点灯:
当各个轴回到机床零点是指示灯亮。
报警灯:
当机床润滑油不够或按下急停按钮时,指示灯亮。
主轴正转按键:
主轴正向旋转。
主轴反转按键:
主轴反向旋转。
主轴停止按键:
停止主轴转动。
主轴升速按键:
提高主轴转速。
主轴降速按键:
降低主轴转速。
主轴设定按键:
主轴以设定的速度旋转。
接上表:
轴选择:
选择要移动的轴。
轴移动按键:
移动选择的轴。
如果同时按下“快移”键工作台或主轴快速移动,否则以选定的快速倍率移动。
主轴、进给保持旋钮:
控制主轴旋、移动转或工作台移动。
旋钮指向相应的“0”位时,主轴、工作台实现进给保持或主轴停转。
方式选择旋钮:
不同旋钮指向不同,机床分别处在编辑模式、自动加工(CNC)模式、MDI录入模式、计算机直接加工(DNC)模式、手轮模式、JOG模式、回参考点模式
手轮:
方式选择处在手轮模式时,可旋转手轮手动移动工作台或主轴
进给倍率旋钮:
选择加工、回零时的进给倍率,使执行指令时进给以不同的速度进行。
超程解除按钮:
解除超程状态。
按下此按键,同时旋转手轮可解除超程。
单段执行按钮:
按下此按键,执行单段加工程序,按循环启动按钮继续执行下一个单段程序。
冷却液开关按纽:
开、关冷却液。
接上表:
空运行按钮:
按下此按钮,机床以设定的进给速度执行程序。
循环启动按钮:
选择好程序后,按此键执行加工程序。
电源开关:
启动、关闭系统电源
机床锁定按键:
执行程序时,系统锁定机床运动
冲刷铁屑按键
程序重启按键:
程序中断后,根据需要重新启动程序
冷却液开、关按钮:
开、关冷却液。
跳步按键:
按下此键,加工越过需要执行跳步的程序段
计划停止按键:
按下此键,程序执行M01时,运动停止。
按“循环启动”后,继续执行下段程序。
表1-2机械面板各个功能键的作用
实训项目:
1、机床开机:
操作步骤:
¤第一步接通机床电源;
¤第二步机床通电;
¤第三步开启压力开关;
¤第四步启动系统电源。
2、机床回参考点
操作步骤:
¤第一步“方式选择”选钮指向“回参考点”;
¤第二步“轴选择”选“Z”,Z轴指示灯亮;
¤第三步按“轴移动”“+”向,主轴头向上移动,当机床回零后,“参考点”对应的“Z”上方指示灯亮;
¤第四步“轴选择”选“X”,X轴指示灯亮;
¤第五步按“轴移动”“—”向,工作台沿X轴负向移动,当机床回零后,“参考点”对应的“X”上方指示灯亮;
¤第六步“轴选择”选“Y”,Y轴指示灯亮;
¤第七步按“轴移动”“+”向,工作台沿Y轴正向移动,当机床回零后,“参考点”对应的“Y”上方指示灯亮;
注意:
¤不是每次回参考点都能顺利实现,当系统报警显示不能回参考点时,应重新进行回零操作。
¤当超程时,需要解除报警,具体操作:
按住“方式选择”选钮指向“JOG”,“轴向选择”选择对应已超程的轴,“超程解除”按钮,按“轴移动”对应的超程反方向移动工作台。
¤为保证安全,应先保证“Z”轴先回参考点。
¤回参考点时,“快速/手轮倍率按键”功能同时起作用。
3、手轮移动工作台
操作步骤:
¤第一步机床回零;
¤第二步“方式选择”旋钮指向“手轮”;
¤第三步“主轴、进给保持旋钮”旋钮指向“进给I”位;
¤第四步“轴选择”选“X”,X轴指示灯亮;
¤第五步“快速/手轮倍率按键”选定“100μm”档位;
¤第六步顺时针旋转手轮,移动工作台沿X正向移动至中间位置;
¤第七步“轴选择”选“Y”,Y轴指示灯亮;
¤第八步逆时针旋转手轮,移动工作台沿Y负向移动至中间位置;
¤第九步“轴选择”选“Z”,Z轴指示灯亮;
¤第十步逆时针旋转手轮,移动主轴沿Z负向移动至适当位置;
¤第十一步“快速/手轮倍率按键”选定不同档位,重复1-10步骤。
4、“JOG”方式移动工作台
操作步骤:
¤第一步机床回零;
¤第二步“方式选择”旋钮指向“JOG”;
¤第三步“主轴、进给保持旋钮”旋钮指向“进给I”位;
¤第四步“轴选择”选“X”,X轴指示灯亮;
¤第五步按“轴移动”“+”按键,移动工作台沿X正向移动至中间位置;
¤第六步“轴选择”选“Y”,Y轴指示灯亮;
¤第七步按“轴移动”“-”按键,移动工作台沿Y负向移动至中间位置;
¤第八步“轴选择”选“Z”,Z轴指示灯亮;
¤第九步按“轴移动”“-”按键,移动主轴沿Z负向移动至适当位置;
¤第十步“快速/手轮倍率按键”选定不同档位,重复1-10步骤。
注意:
¤使用“轴移动”快速移动时,如果同时按“快移”键,移动速度与“快速/手轮倍率按键”选定档位相适应,否则以机床默认速度移动。
实训课题2程序的录入与编辑
一、实训目的:
¤掌握程序录入的方法。
¤熟悉程序编辑方式。
二、相关知识:
(一)程序的录入:
操作步骤:
¤第一步“方式选择”选择”EDIT”方式。
¤第二步按下“PROG”键。
¤第三步按下地址键“O”,输入程序号。
¤第四步按下“INSERT”键。
¤第五步输入程序,每个程序段尾按“EOB”键,程序段自动录入。
(二)、程序的编辑
¤首先“方式选择”选择”EDIT”方式。
按下“PROG”键。
选择要进行编辑的程序。
检索一个将要修改的字。
执行替换、插入、删除字等操作。
1、字的检索
¤字的检索可以通过简单的在文本中移动光标(扫描程序)、字检索或者是地址检索实现。
移动光标检索操作步骤:
¤第一步按下光标键“→”。
光标在画面上向前一个字一个字的移动,光标显示在所选的字上。
¤第二步按下光标键“←”。
光标在画面上往回一个字一个字的移动,光标显示在所选的字上。
¤第三步续按下光标键“→”或“←”对字进行连续扫描。
¤第四步当按下光标“↓”时,检索下一个程序段的第一个字。
¤第五步当按下光标“↑”时,检索上一程序段的第一个字。
¤第六步持续按下光标键↓或↑会连续的将光标移动到各程序段的开头。
¤第七步按下翻页键“page”显示下一页,并检索该页中的第一个字。
¤第八步按下翻页键“page”显示前一页,并检索该页中的第一个字。
¤第九步持续按下“翻页键”会连续显示各页面。
字检索的步骤(例如检索S12):
¤第一步键入地址“S”。
键入“12”。
¤第二步按下“[检索↓]”键开始检索过程。
检索完成后,光标停留在“S12”上。
检索一个地址的操作步骤(例如检索M03):
¤第一步键入地址“M”。
¤第二步按下“[检索↓]”键。
在检索完成后,光标停留在“M03上”。
2、字的插入
插入一个字的步骤:
¤第一步检索或扫描插入位置前的字。
¤第二步键入将要插入的地址字。
¤第三步键入数据。
¤第四步按下“INSERT”键。
3、字的替换
字的替换步骤
¤第一步检索或扫描将要替换的字。
¤第二步输入将要插入的地址字。
¤第三步输入数据。
¤第四步按下“ALTER”键。
4、字的删除
删除一个字的步骤:
¤第一步检索或扫描将要删除的字。
¤第二步按下“DELETE”键。
(三)、程序的删除
1、程序号检索方法:
¤第一步选择“EDIT”
¤第二步按下“PROG”键显示程序画面。
¤第三步输入地址“O”。
¤第四步输入要检索的程序号。
¤第五步按下“[O检索]”。
¤第六步检索结束后,检索到的程序号显示在画面的右上角。
2、删除一个程序段的步骤:
¤第一步检索或扫描将要删除的程序段地址“N”。
¤第二步按“EOB”键。
¤第三步按“DELETE”键。
3、删除多个程序段的步骤:
¤第一步检索或扫描将要删除的第一个程序段的第一个字。
¤第二步键入地址“N”。
¤第三步键入将要删除的最后一个程序段的顺序号。
¤第四步按下“DELETE”键。
4、删除一个程序的步骤
¤第一步选择“EDIT”方式。
¤第二步按下“PROG”键,显示程序画面。
¤第三步键入地址“O”。
¤第四步键入要删除的程序号。
¤第五步按下“DELETE”键。
输入的程序号的程序被删除。
5、删除所有程序的步骤
¤第一步选择“EDIT”方式。
¤第二步按下“PROG“键,显示程序画面。
¤第三步键入地址“O”。
¤第四步键入“—9999”。
¤第五步按下“DELETE”键,所有的程序都被删除。
三、实训项目
1、录入下列程序,以“O1234”程序名命名。
N5G21;
N10G0G17G40G49G80G90;
N20G54G0G90X-36.Y-12.499S2000M3;
N25G43H1Z50;
N30Z10;
N35G1Z-.7F100;
N40X31;
N45G3Y-6.25R3.125;
N50G1X-31;
N55G2Y0R3.125;
N60G1X31;
N65G3Y6.25R3.125;
N70G1X-31;
N75G2Y12.499R3.125;
N80G1X36;
N85G0Z50;
N90X-36.Y-12.499;
N95Z9.3;
N100G1Z-1;
N105X31;
N110G3Y-6.25R3.125;
N115G1X-31;
N120G2Y0.R3.125;
N125G1X31;
N130G3Y6.25R3.125;
N135G1X-31;
N140G2Y12.499R3.125;
N145G1X36;
N150G0Z50;
N155M5;
N160G91G28Z0;
N165G28X0Y0;
N170M30;
%
2、录入下列程序,以“O2345”程序名命名。
N30Z10;
N35G1Z-.85F150;
N40X25.F200;
N45G2X35.5Y12.5R10.5;
N50G1Y-12.5;
N55G2X25.Y-23.R10.5;
N60G1X-25;
N65G2X-35.5Y-12.5R10.5;
N70G1Y12.5;
N75G2X-25.Y23.R10.5;
N80G0Z50;
N85Y18;
N90Z10;
N95G1Z-.85F150;
N100X25F200;
N105G2X30.5Y12.5R5.5;
N110G1Y-12.5;
N115G2X25.Y-18.R5.5;
N120G1X-25;
N125G2X-30.5Y-12.5R5.5;
N130G1Y12.5;
N135G2X-25.Y18R5.5;
N140G0Z50;
N145Y17.5;
N150Z10;
N155G1Z-0.85F150;
N160X25F200;
N165G2X30Y12.5R5;
N170G1Y-12.5;
N175G2X25Y-17.5R5;
N180G1X-25;
N185G2X-30Y-12.5R5;
N190G1Y12.5;
N195G2X-25Y17.5R5;
N200G0Z50;
N205Y23;
N210Z9.15;
N215G1Z-7F150;
N220X25F200;
N225G2X35.5Y12.5R10.5;
N230G1Y-12.5;
N235G2X25.Y-23.R10.5;
N240G1X-25;
N245G2X-35.5Y-12.5R10.5;
N250G1Y12.5;
N255G2X-25.Y23.R10.5;
N260G0Z50;
N265Y18;
N270Z9.15;
N275G1Z-7F150;
N280X25F200;
N285G2X30.5Y12.5R5.5;
N290G1Y-12.5;
N295G2X25Y-18.R5.5;
N300G1X-25;
N305G2X-30.5Y-12.5R5.5;
N310G1Y12.5;
N315G2X-25Y18.R5.5;
N320G0Z50;
N325Y17.5;
N330Z9.15;
N335G1Z-7F150;
N340X25F200;
N345G2X30Y12.5R5.;
N350G1Y-12.5;
N355G2X25Y-17.5R5;
N360G1X-25;
N365G2X-30Y-12.5R5;
N370G1Y12.5;
N375G2X-25Y17.5R5;
N380G0Z50;
N385Y23;
N390Z8.3;
N395G1Z-2.F150;
N400X25F200;
N405G2X35.5Y12.5R10.5;
N410G1Y-12.5;
N415G2X25Y-23.R10.5;
N420G1X-25;
N425G2X-35.5Y-12.5R10.5;
N430G1Y12.5;
N435G2X-25.Y23R10.5;
N440G0Z50;
N445Y18;
N450Z8.3;
N455G1Z-2.F150;
N460X25F200;
N465G2X30.5Y12.5R5.5;
N470G1Y-12.5;
N475G2X25.Y-18.R5.5;
N480G1X-25;
N485G2X-30.5Y-12.5R5.5;
N490G1Y12.5;
N495G2X-25.Y18.R5.5;
N500G0Z50;
N505Y17.5;
N510Z8.3;
N515G1Z-2.F150;
N520X25.F200;
N525G2X30Y12.5R5;
N530G1Y-12.5;
N535G2X25Y-17.5R5;
N540G1X-25;
N545G2X-30Y-12.5R5;
N550G1Y12.5;
N555G2X-2517.5R5;
N560G0Z50;
N565M5;
N570G91G28Z0;
N575G28X0Y0;
N580M30;
%
3、录入下列程序以“O3456”命名。
N5G40G90G55;
N10M03S1200;
N15G40G90X0.Y0.;
N20G00G43Z6.H01;
N25G00X-100.Y60.;
N30G01Z-5.F100;
N35G41X-55.Y-13.D01F200;
N40X2;
N45Y-27.;
N50X-2;
N55Y0.;
N60G00Z6.;
N65G40X0.Y0.;
N70G49Z50.;
N75M00;
N80M98P387;
N85M00;
N90M98P386;
N95M30;
%
4、分别删除程序“O1234”、“O2345”、“O3456”。
注意:
¤同一按键有两个字母时,如果输入小写字母,须要先按“SHIFT”按键。
实训课题三手动操作、对刀与分中
一、实训目的:
¤掌握对刀的方法。
¤熟悉机床坐标的方向,掌握坐标设定方法。
¤掌握刀具补偿的设置方法。
二、相关知识:
(一).刀具安装与拆卸
1.装刀步骤:
¤第一步方式选择旋钮,选择手轮或JOG方式。
¤第二步将装好刀具的刀柄放入主轴下端的锥孔内,对齐刀柄。
¤第三步按“刀具拉紧”键。
2.卸刀步骤:
¤第一步手抓刀柄。
¤第二步按“刀具松开”键。
(二).对刀
¤对刀:
使编程原点与加工原点重合,需要进行坐标系设定。
¤G54坐标系设定操作:
当程序坐标用G54设定时,需要在机床内保证G54的机械坐标(即G54原点机械坐标)与编原点重合。
1、程序原点在工件左上角上表面时坐标设定步骤:
¤第一步“方式选择”选择手轮方式。
¤第二步调整“快进/手轮倍率”
¤第三步“主轴进给保持打开”
¤第四步旋转手轮分别移动工作台和主轴。
对Z轴:
“轴向选择”:
选Z轴,使刀具与工件上表面接触,记下Z轴机械坐标值(例如Z-149.989);
对Y轴:
“轴向选择”:
选Y轴,旋转手轮,使刀具与工件Y原点所在侧面接触,记下主轴机械坐标值(例如Y252.483);
对X轴:
“轴向选择”:
选X轴,旋转手轮,使刀具与工件X原点所在侧面接触,记下主轴机械坐标值(例如X-518.696)。
¤第五步按下“OFFSET”键,再按“坐标系”对应软键,把光标移到“(01)G54”,输入X坐标加半径值、Y坐标减去刀具半径后的数值(如图1-3工件坐标系设定)。
图1-3工件坐标系设定
回零后按“POS”键,“机械坐标”显示(如图1-4机械坐标)
图1-4机械坐标
或者按下“OFFSET”键,再按“坐标系”,把光标移“番号00(EXT)”对应的坐标,X输入刀具半径正值、Y上到输入刀具半径负值。
(如图1-5坐标偏移)此时在G54坐标系下,当刀具回零时,刀具中心与编程原点重和,而G54原点不与编程原点。
采用如下方法判断加或减掉半径值:
对好刀后,根据右手定则来判断,为了保证刀具中心与编程原点重和,当刀具需正向移动相应的输入半径正值;刀具需负向移动相应的输入半径负值。
图1-5坐标偏移
回零后按POS键,“机械坐标”显示(如图1-6全部坐标)
图1-6全部坐标
2、程序原点在工件对称中心时坐标设定步骤(分中对刀):
¤第一步装夹工件。
¤第二步对“Z”向,在工件上面放置好“Z向设定仪(50mm)”,主轴停转并逐渐靠近“Z向设定仪”上表面,刀具接触设定仪后注意观察表针转动,使表针指向“0”位。
¤第三步按下“OFFSET”键,再按“坐标系”对应软键,把光标移到“(01)G54Z”,输入Z50。
¤第四步提刀,移动工作台与主轴,使刀具接触工件一侧。
¤第五步按“POS”键,显示“相对坐标”,输入“X”按“起源”软键。
¤第六步移动工作台与主轴,使刀具接触工件另一侧,记住X轴坐标值。
¤第七步按下“OFFSET”键,再按“坐标系”对应软键。
¤第八步把光标移到“(01)G54X”,输入“X”后,键入X/2值,按“测量”软键。
¤第九步提刀,移动工作台与主轴,使刀具接触工件一侧。
¤第十步按“POS”键,显示“相对坐标”,输入“Y”按“起源”软键。
¤第十一步移动工作台与主轴,使刀具接触工件另一侧,记住Y轴坐标值。
¤第十二步按下“OFFSET”键,再按“坐标系”对应软键。
¤第十三步把光标移到“(01)G54Y”,输入“Y”后,键入Y/2值,按“测量”软键。
(三)刀具直接补偿的设定
操作步骤:
¤第一步按“OFFSETSETTING”键若干次,出现如图1-7所示画面;
图1-7刀具直接补偿的设定
¤第二步按“光标移动”键,将光标移至需要设定刀补的相应位置;
¤第三步输入补偿量;
¤第四步按“INPUT”键。
(四)刀具测量补偿的设定
¤第一步“方式选择”旋至“手轮”或“JOG”方式;
¤第二步安装基准刀具;
¤第三步Z向对刀;
¤第四步按“POS”键若干次,直至出现如图1-8所示画面;
图1-8相对坐标
¤第五步按地址键“Z”,按起源,将Z轴的相对坐标值复位为“0”;
¤第六步按“OFFSETSETTING”键,出现如图1-9所示画面。
图1-9工具补正
¤第七步按屏幕下方右侧“画面转换软件”出现如图1-10所示画面;
图1-10补正输入
¤第八步安装要测量的刀具,手动操作移动对刀,使其于基准刀同一对刀点位置接触。
两把刀的长度差显示在屏幕画面的相对坐标系中;
¤第九步按“光标移动”键,将光标移至需要设定刀补的相应位置;
¤第十步按地址键“Z”;
¤第十一步按“[C.输入]”对应的软件,Z轴的相对坐标被输入,并被显示为刀具长度偏置补偿。
二、实训项目:
对刀:
工件原点在工件中心上表面,加工用3把刀具直径分别为:
ø6、ø12、ø30立铣刀,现选择ø6刀具为基准刀,对刀并设定刀补。
操作步骤:
¤第一步安装ø6立铣刀(基准刀);
¤第二步刀具接触工件一侧;
¤第三步按“POS”键


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 数控 铣床 基本 操作
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 对中国城市家庭的教育投资行为的理论和实证研究.docx
对中国城市家庭的教育投资行为的理论和实证研究.docx
-
二年级下册数学练习题大全.docx
-
二十年后回故乡的优秀作文.docx
-
软基换填施工方案.docx
-
《黑白装饰画》教案.docx
-
课堂教学改革实施方案5篇.docx
-
返璞归真简约致美解读《给予树》教学设计语文.docx
-
离职证明范本精选多篇.docx
-
《天局》全文.docx
-
我害怕作文集合15篇.docx
-
伏魔战记39详细攻略.docx
-
幼儿园学期计划.docx
-
雅思分类打印版Word格式文档下载.docx
-
年产1万吨竹子纤维加工项目可行性研究报告文档格式.docx
-
电商产业化项目投资经营商业计划书Word文件下载.docx
-
医学多媒体课件的设计与制作Word文档格式.docx
-
中学生中秋节想象作文Word格式.docx
-
等保20之漏洞扫描系统技术方案建议书Word文档格式.docx
-
培训学校个人工作计划模板5篇Word格式.docx
-
北京各区二模试题分类汇编文言文阅读Word文档下载推荐.docx
-
不同职业病危害因素的防护常识Word格式文档下载.docx
-
一年级上册同音形近字练习汇总Word文档格式.docx
-
班级家长会上班主任教师讲话稿Word下载.docx
-
科斯塔环载波恢复Word文件下载.docx
-
浙教义务版六年级语文下册教案 花潮Word文件下载.docx
-
集成电路设计与集成系统专业Word格式文档下载.docx
-
开工第一课专题讲座观后感文档格式.docx
-
东城区学年第一学期高三期末化学试题及答案Word格式文档下载.docx
-
苏教版六年级语文下册第七单元测试题Word格式文档下载.docx
-
学长征精神做红色传人活动方案文档格式.docx
-
读书笔记150字30篇文档格式.docx
-
中级经济法考前必背法条精华版备考资料Word格式.docx
-
小学三年级英语阅读理解专项训练40篇Word文档格式.docx
-
10000单词word版Word格式文档下载.docx
-
煤矿作业规程编制指南资料Word格式.docx
-
人教统编版一年级上学期语文课文第14课《小蜗牛》同步练习C卷Word格式.docx
-
盛大商贸新员工入职培训Word文件下载.docx
-
人事工作总流程培训课件精Word文件下载.docx
-
XX培训学校合伙协议 律师审过Word文档格式.docx
-
我国第三方物流企业现状及发展战略探讨Word下载.docx
-
全国注册监理工程师考试监理概论及法规讲义一word文档下载Word文档下载推荐.docx
-
生物化学复习要点酶Word文件下载.docx
-
xx市邮政局购置营业房建设可行性研究报告Word格式文档下载.docx
-
部编版人教版一年级语文上册知识点整理Word文档格式.docx
-
Protel SE 国家题库试题及答案Word下载.docx
-
波粒二象性导学案Word格式.docx
-
上饶万年万年县兴建万头种猪场建设项目可行性研究报告Word格式文档下载.docx
-
日本钢铁行业的并购模式和经验Word文档格式.docx
-
小学生圣诞节校园广播稿Word文档格式.docx
-
保险石勇强代资证考试文档格式.docx
-
全套合同管理制度范本Word格式.docx
