 焊锡条焊锡丝检验指导以及相关知识.docx
焊锡条焊锡丝检验指导以及相关知识.docx
- 文档编号:6299166
- 上传时间:2023-01-05
- 格式:DOCX
- 页数:12
- 大小:29.27KB
焊锡条焊锡丝检验指导以及相关知识.docx
《焊锡条焊锡丝检验指导以及相关知识.docx》由会员分享,可在线阅读,更多相关《焊锡条焊锡丝检验指导以及相关知识.docx(12页珍藏版)》请在冰豆网上搜索。
焊锡条焊锡丝检验指导以及相关知识
广东步步高电子工业有限公司电脑电玩厂
BBKELECTRONICSCORP.,LTD
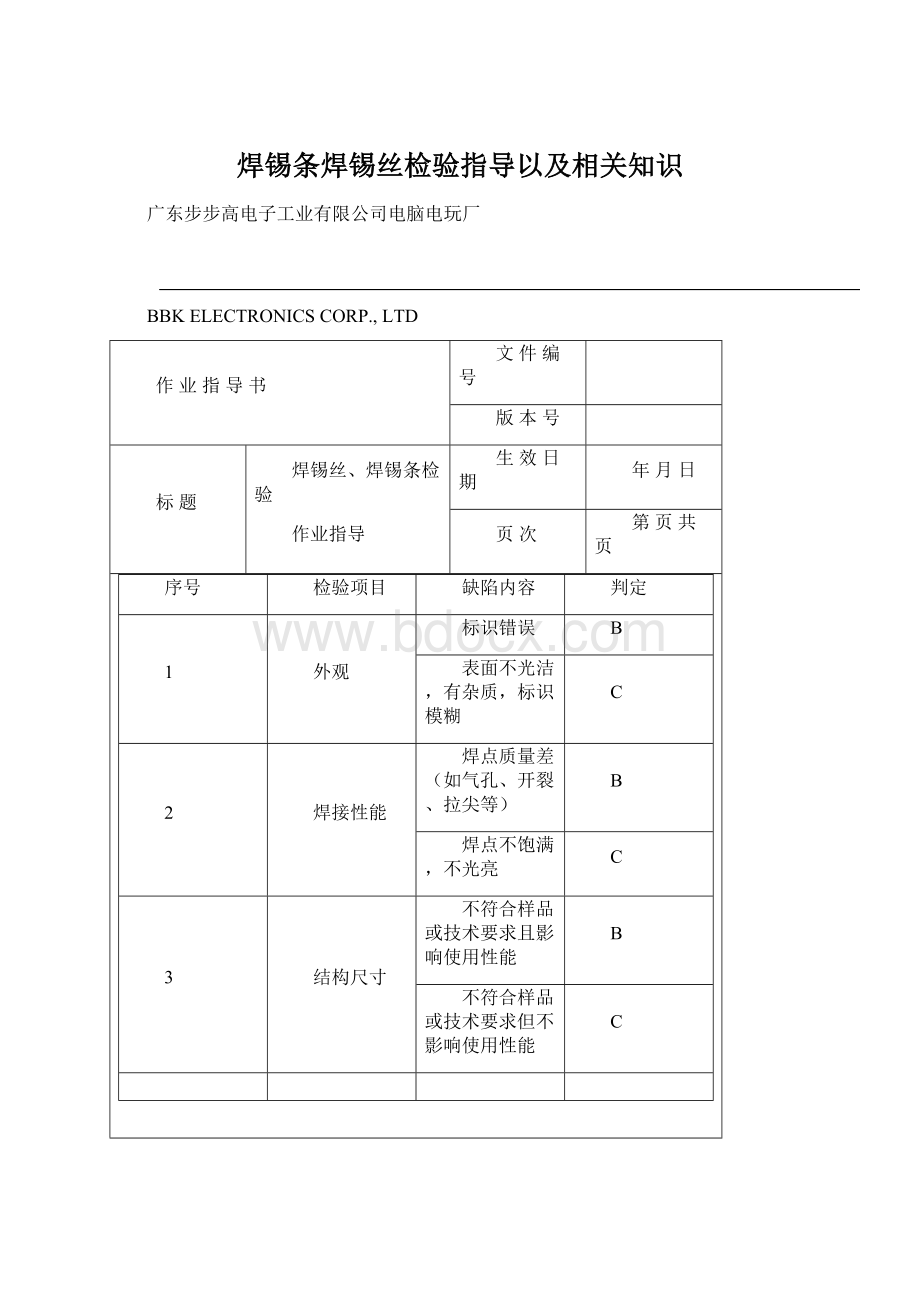
作业指导书
文件编号
版本号
标题
焊锡丝、焊锡条检验
作业指导
生效日期
年月日
页次
第页共页
序号
检验项目
缺陷内容
判定
1
外观
标识错误
B
表面不光洁,有杂质,标识模糊
C
2
焊接性能
焊点质量差(如气孔、开裂、拉尖等)
B
焊点不饱满,不光亮
C
3
结构尺寸
不符合样品或技术要求且影响使用性能
B
不符合样品或技术要求但不影响使用性能
C
检验项目
抽样方案
检查水平
判别水平
AQL
RQL
判定数组
5.1
GB2828-87正常检查一次抽样
II
B=1.0
C=2.5
5.2,5.3
GB2829-87一次抽样
II
B=8
n=20,Ac=0,Re=1
C=15
n=20,Ac=1,Re=2
1目的:
掌握焊锡丝、焊锡条检验标准,使来料质量更好的符合我公司的品质要求。
2适用范围:
电脑电玩厂所使用的焊锡丝、焊锡条。
3检验仪器和设备:
游标卡尺、卷尺、锡炉、电烙铁。
4检验项目及技术要求:
4.1外观:
4.1.1焊锡丝卷轴标签及焊锡条上产品型号标识清楚、正确。
4.1.2表面光洁,无杂质。
4.2焊接性能:
熔化状况良好,焊点饱满光亮,无气孔、开裂、拉尖等不良。
4.3结构尺寸:
符合样品或技术要求。
5检验方法
5.1外观:
目测法。
5.2焊接性能:
5.2.1用电烙铁把焊锡丝熔化在线路板上,检查焊点质量。
5.2.2把焊锡条放入锡炉中熔化,然后将PCB板浸锡,检查PCB板焊点质量。
5.3结构尺寸:
用游标卡尺测量。
6缺陷分类
7抽样方案:
8处理方法:
按《进货检验标准总则》执行。
拟制
审核
批准
助焊剂的特性
1、化学活性(ChemicalActivity)
要达到一个好的焊点,被焊物必须要有一个完全无氧化层的表面,但金属一旦曝露于空气中会生成氧化层,这中氧化层无法用传统溶剂清洗,此时必须依赖助焊剂与氧化层起化学作用,当助焊剂清除氧化层之后,干净的被焊物表面,才可与焊锡结合。
助焊剂与氧化物的化学反应有几种:
1、相互化学作用形成第三种物质;2、氧化物直接被助焊剂剥离;3、上述两种反应并存。
松香助焊剂去除氧化层,即是第一中反应,松香主要成份为松香酸(AbieticAcid)和异构双萜酸(Isomericditerpeneacids),当助焊剂加热后与氧化铜反应,形成铜松香(Copperabiet),是呈绿色透明状物质,易溶入未反应的松香内与松香一起被清除,即使有残留,也不会腐蚀金属表面。
氧化物曝露在氢气中的反应,即是典型的第二种反应,在高温下氢与氧发生反应成水,减少氧化物,这种方式长用在半导体零件的焊接上。
几乎所有的有机酸或无机酸都有能力去除氧化物,但大部分都不能用来焊锡,助焊剂被使用除了去除氧化物的功能外,还有其他功能,这些功能是焊锡作业时,必不可免考虑的。
2、热稳定性(ThermalStability)
当助焊剂在去除氧化物反应的同时,必须还要形成一个保护膜,防止被焊物表面再度氧化,直到接触焊锡为止。
所以助焊剂必须能承受高温,在焊锡作业的温度下不会分解或蒸发,如果分解则会形成溶剂不溶物,难以用溶剂清洗,W/W级的纯松香在280℃左右会分解,此应特别注意。
3、助焊剂在不同温度下的活性
好的助焊剂不只是要求热稳定性,在不同温度下的活性亦应考虑。
助焊剂的功能即是去除氧化物,通常在某一温度下效果较佳,例如RA的助焊剂,除非温度达到某一程度,氯离子不会解析出来清理氧化物,当然此温度必须在焊锡作业的温度范围内。
另一个例子,如使用氢气做为助焊剂,若温度是一定的,反映时间则依氧化物的厚度而定。
当温度过高时,亦可能降低其活性,如松香在超过600℉(315℃)时,几乎无任何反应,如果无法避免高温时,可将预热时间延长,使其充分发挥活性后再进入锡炉。
也可以利用此一特性,将助焊剂活性纯化以防止腐蚀现象,但在应用上要特别注意受热时间与温度,以确保活性纯化。
4、润湿能力(WettingPower)
为了能清理材表面的氧化层,助焊剂要能对基层金属有很好的润湿能力,同时亦应对焊锡有很好的润湿能力以取代空气,降低焊锡表面张力,增加其扩散性。
5、扩散率(SpreadingActivity)
助焊剂在焊接过程中有帮助焊锡扩散的能力,扩散与润湿都是帮助焊点的角度改变,通常“扩散率”可用来作助焊剂强弱的指标。
本公司提供不同规格的锡线,可有各种不同合金成份,不同助焊剂类型以及线径选择。
产品具有下列优点:
可焊性好,润湿时间短;
钎焊时松香飞溅;
线内松香分布均匀,连续性好;
无恶臭味,烟雾少,不含毒害健康之挥发气体;
卷线整齐、美观,表面光亮。
无铅锡线:
配合无铅化电子组装需求,本公司的具有Sn-Cu,Su-Ag,Sn-Bi,Sn-Sb,Sn-Ag-Cu等合金成份的无铅锡线。
产品中铅含量严格控制在1000ppm以下。
另辅有精心改进的助焊剂以适应更高焊接温度下的活性需求,从而帮助您顺利过渡到无铅化制程。
免洗锡线:
配合全球限制使用CFC溶剂的《蒙特利尔国际公约》以及满足高精度、高可靠性电子产品的免清洗组装工艺,本公司配有多种合金比例和线径的免洗锡线供客选择。
具有焊点可靠、清洁、美观,焊后绝缘电阻高、离子污染低及焊后残留物极少等特点。
松香芯锡线:
采用高品质松香配制而成。
松香芯分为:
R型(非活化),RMA型(中度活性)和RA型(高度活性)共三种。
具有焊接时润湿性佳,焊点可靠,各种技术性能指针优良,用途广泛等特点。
永康市堰头福利厂配有多种合金比例和线径供客选择。
水溶性锡线:
符合当今取消ODS物质的电子产品水清洗工艺流程。
具有焊接速度快、焊点光亮美观、焊后残留物极易用温水清洗等特点。
永康市堰头福利厂配有多种合金比例和线径供客选择。
焊锡丝焊接(线路)技术
焊接材料焊锡丝作为所有三种级别的连接:
裸片(die)、包装(package)和电路板装配(boardassembly)的连接材料。
另外,锡/铅(tin/lead)焊锡丝通常用于元件引脚和PCB的表面涂层。
考虑到铅(Pb)在技术上已存在的作用与反作用,焊锡丝可以分类为含铅或不含铅。
现在,已经在无铅系统中找到可行的、代替锡/铅材料的、元件和PCB的表面涂层材料。
可是对连接材料,对实际的无铅系统的寻找仍然进行中。
这里,总结一下锡/铅焊接材料的基本知识,以及焊接点的性能因素,随后简要讨论一下无铅焊锡丝。
焊锡丝通常定义为液化温度在400°C(750°F)以下的可熔合金。
裸片级的(特别是倒装芯片)锡球的基本合金含有高温、高铅含量,比如Sn5/Pb95或Sn10/Pb90。
共晶或临共晶合金,如Sn60/Pb40,Sn62/Pb36/Ag2和Sn63/Pb37,也成功使用。
例如,载体CSP/BGA板层底面的锡球可以是高温、高铅或共晶、临共晶的锡/铅或锡/铅/银材料。
由于传统板材料,如FR-4,的赖温水平,用于附着元件和IC包装的板级焊锡丝局限于共晶,临共晶的锡/铅或锡/铅/银焊锡丝。
在某些情况,使用了锡/银共晶和含有铋(Bi)或铟
剂类型以及线径选择。
产品具有下列优点:
可焊性好,润湿时间短;
钎焊时松香飞溅;
线内松香分布均匀,连续性好;
无恶臭味,烟雾少,不含毒害健康之挥发气体;
卷线整齐、美观,表面光亮。
无铅锡线:
配合无铅化电子组装需求,本公司的具有Sn-Cu,Sn-Ag,Sn-Bi,Sn-Sb,Sn-Ag-Cu等合金成份的无铅锡线。
产品中铅含量严格控制在1000ppm以下。
另辅有精心改进的助焊剂以适应更高焊接温度下的活性需求,从而帮助您顺利过渡到无铅化制程。
免洗锡线:
配合全球限制使用CFC溶剂的《蒙特利尔国际公约》以及满足高精度、高可靠性电子产品的免清洗组装工艺,本公司配有多种合金比例和线径的免洗锡线供客选择。
具有焊点可靠、清洁、美观,焊后绝缘电阻高、离子污染低及焊后残留物极少等特点。
松香芯锡线:
采用高品质松香配制而成。
松香芯分为:
R型(非活化),RMA型(中度活性)和RA型(高度活性)共三种。
具有焊接时润湿性佳,焊点可靠,各种技术性能指针优良,用途广泛等特点。
本公司配有多种合金比例和线径供客选择。
水溶性锡线:
符合当今取消ODS物质的电子产品水清洗工艺流程。
具有焊接速度快、焊点光亮美观、焊后残留物极易用温水清洗等特点。
本公司配有多种合金比例和线径供客选择。
灯头专用锡线:
针对照明行业的灯头焊接而开发,具有润湿性特佳、焊点可靠饱满、残渣无腐蚀等特点,本公司配有多种合金比例和线径供客选
择。
(In)的低温焊锡丝成分。
焊锡丝可以有各种物理形式使用,包括锡条、锡锭、锡线、锡粉、预制锭、锡球与柱、锡膏和熔化状态。
焊锡丝材料的固有特性可从三个方面考虑:
物理、冶金和机械。
物理特性对今天的包装和装配特别重要的有五个物理特性:
冶金相化温度(Metallurgicalphase-transitiontemperature)有实际的暗示,液相线温度可看作相当于熔化温度,固相线温度相当于软化温度。
对给定的化学成分,液相线与固相线之间的范围叫做塑性或粘滞阶段。
选作连接材料的焊锡丝合金必须适应于最恶劣条件下的最终使用温度。
因此,希望合金具有比所希望的最高使用温度至少高两倍的液相线。
当使用温度接近于液相线时,焊锡丝通常会变得机械上与冶金上"脆弱"。
焊锡丝连接的导电性(electricalconductivity)描述了它们的电气信号的传送性能。
从定义看,导电性是在电场的作用下充电离子(电子)从一个位置向另一个位置的运动。
电子导电性是指金属的,离子导电性是指氧化物和非金属的。
焊锡丝的导电性主要是电子流产生的。
电阻-与导电性相反-随着温度的上升而增加。
这是由于电子的移动性减弱,它直接与温度上升时电子运动的平均自由路线(mean-free-path)成比例。
焊锡丝的电阻也可能受塑性变形的程度的影响(增加)。
金属的导热性(thermalconductivity)通常与导电性直接相关,因为电子主要是导电和导热。
(可是,对绝缘体,声子的活动占主要。
)焊锡丝的导热性随温度的增加而减弱。
自从表面贴装技术的开始,温度膨胀系数(CTE,coefficientofthermalexpansion)问题是经常讨论到的,它发生在SMT连接材料特性的温度膨胀系数(CTE)通常相差较大的时候。
一个典型的装配由FR-4板、焊锡丝和无引脚或有引脚的元件组成。
它们各自的温度膨胀系数(CTE)为,16.0×10-6/°C(FR-4);23.0×10-6/°C(Sn63/Pb37);16.5×10-6/°C(铜引脚);和6.4×10-6/°C(氧化铝Al2O3无引脚元件)。
在温度的波动和电源的开关下,这些CTE的差别增加焊接点内的应力和应变,缩短使用寿命,导致早期失效。
两个主要的材料特性决定CTE的大小,晶体结构和熔点。
当材料具有类似的晶格结构,它们的CTE与熔点是相反的联系。
熔化的焊锡丝的表面张力(surfacetension)是一个关键参数,与可熔湿性和其后的可焊接性相关。
由于在表面的断裂的结合,作用在表面分子之间的吸引力相对强度比焊锡丝内部的分子力要弱。
因此材料的自由表面比其内部具有更高的能量。
对熔湿焊盘的已熔化的焊锡丝来说,焊盘的表面必须具有比熔化的焊锡丝表面更高的能量。
换句话说,已熔化金属的表面能量越低(或金属焊盘的表面能量越高),熔湿就更容易。
冶金特性在焊锡丝连接使用期间暴露的环境条件下,通常发生的冶金现象包括七个不同的改变。
1. 塑性变形(plasticdeformation)。
当焊锡丝受到外力,如机械或温度应力时,它会发生不可逆变的塑性变形。
通常是从焊锡丝晶体结合的一些平行平面开始,它可能在全部或局部(焊锡丝点内)进行,看应力水平、应变率、温度和材料特性而定。
2. 连续的或周期性的塑性变形最终导致焊点断裂。
3. 应变硬化(strain-hardening),是塑性变形的结果,通常在应力与应变的关系中观察得到。
回复过程(recoveryprocess)是应变硬化的相反的现象,是软化的现象,即,焊锡丝倾向于释放储存的应变能量。
该过程是热动力学过程,能量释放过程开始时快速,其后过程则较慢。
对焊接点失效敏感的物理特性倾向于恢复到其初始的值。
仅管如此,这不会影响微结构内的可见的变化。
4. 再结晶(recrystallization)是经常在使用期间观察到的焊接点内的另一个现象。
它通常发生在相当较高的温度下,涉及比回复过程更大的从应变材料内释放的能量。
在再结晶期间,也形成一套新的基本无应变的晶体结构,明显包括晶核形成和生长过程。
再结晶所要求的温度通常在材料绝对熔点的三分之一到二分之一。
5. 溶液硬化(solution-hardening),或固体溶液合金化过程,造成应力增加。
一个例子就是当通过添加锑(Sb)来强化Sn/Pb成分。
6. 沉淀硬化(precipitaion-hardening)包括来自有充分搅拌的微沉淀结构的强化效果。
7. 焊锡丝的超塑性(superplasticity)出现在低应力、高温和低应变率相结合的条件下。
科学分析助焊剂特性及化学组成
助焊剂
1.助焊剂的特性:
助焊剂是SMT焊接过程中不可缺少的辅料.在波峰焊中,助焊剂和焊锡分开使用,而回流焊中,助焊剂则作为焊膏的重要组成部分.焊接效果的好坏,除了与焊接工艺.元器件和PCB的质量有关外,助焊剂的选择是十分重要的.性能良好的助焊剂应具有以下作用:
(1).去除焊接表面的氧化物,防止焊接时焊锡和焊接表面的再氧化降低焊锡的表面张力.
(2).熔点比焊料低,在焊料熔化之前,助焊剂要先熔化,才能充分发挥助焊作用.
(3).浸润扩散速度比熔化焊料快,通常要求扩展在90%左右或90%以上.
(4).粘度和比重比焊料小,粘度大会使浸润扩散困难,比重大就不能覆盖焊料表面.
(5).焊接时不产生焊珠飞溅,也不产生毒气和强烈的刺激性臭味.
(6).焊后残渣易于去除,并具有不腐蚀.不吸湿和不导电等特性.
(7).不沾性,焊接后不沾手,焊点不易拉尖.
(8).在常温下贮存稳定.
2.助焊剂的化学组成:
传统的助焊剂通常以松香为基体.松香具有弱酸性和热熔流动性,并具有良好的绝缘性.耐湿性.无腐蚀性.无毒性和长期稳定性,是不多得的助焊材料.
目前在SMT中采用的大多是以松香为基体的活性助焊剂.由于松香随着品种.产地和生产工艺的不同,其化学组成和性能有较大差异,因此,对松香优选是保证助焊剂质量的关键.
通用的助焊剂还包括以下成分:
活性剂.成膜物质.添加剂和溶剂等.
a.活性剂:
活性剂是为了提高助焊能力而在焊剂中加入的活性物质.活性剂的活性是指它与焊料和被焊材料表面氧化物起化学反应以便清洁金属表面和促进润湿的能力.活性剂分为无机活性剂,如氯化锌.氯化铵等;有机活性剂,如有机酸及有机卤化物等.通常无机活性剂助焊性好,但作用时间长.腐蚀性大,不宜在电子装联中使用;有机活性剂作用柔和.时间短.腐蚀性小.电气绝缘性好,适宜在电子装联中使用.活性剂含量约为2%-10%,若为含氯化合物,其含氯量应控制在0.2%以下.
b.成膜物质:
加入成膜物质,能在焊接后形成一层紧密的有机膜,保护了焊点和基板,具有防腐蚀性和优良的电气绝缘性.常用的成膜物质有松香.酚醛树脂.丙烯酸树脂.氯乙烯树脂.聚氨酯等.一般加入量在10%-20%,加入过多会影响扩展率,使助焊作用下降.在普通家电或要求不高的电器装联中,使用成膜物质,装联后的电器部件不清洗,以降低成本,然而在精密电子装联中焊后仍要清洗.
c.添加剂:
添加剂是为适应工艺和环境而加入的具有特殊物理和化学性能的物质.常用的添加剂有:
(1).调节剂:
为调节助焊剂的酸性而加入的材料,如三乙醇胺可调节助焊剂的酸度;在无机助焊剂加入盐酸可抑制氧化锌生成.
(2).消光剂:
能使焊点消光,在操作和检验时克服眼睛疲劳和视力衰退.一般加入无机卤化物.无机盐,有机酸及其金属盐类,如氯化锌.氯化锡.滑石.硬脂酸铜.钙等.一般加入量约5%.
(3).缓蚀剂:
加入缓蚀剂能保护印制板和元器件引线,具有防潮.防霉.防腐蚀性能,又保持了优良的可焊性.用缓蚀剂的物质大多是含氮化物为主体的有机物.
(4).光亮剂:
能使焊点发光,可加入甘油.三乙醇胺等,一般加入量约为1%.
(5).阻燃剂:
为保证使用安全,提高抗燃性而加入的材料.
d.溶剂:
实用的助焊剂大多是液态的.为此必须将助焊剂的固体成分溶解在一定的溶剂里,使之成为均相溶液.大多采用异丙醇和乙醇作为溶剂.
特性:
(1).对助焊剂中各种固体成分均具有良好的溶解性.
(2).常温下挥发程度适中,在焊接温度下迅速挥发.
(3).气味小.毒性小.
3.助焊剂的分类:
(1).按状态分有液态.糊状和固态三类.
(2).按用途分有涂刷.喷涂和浸渍三类.
(3).按助焊剂的活性大小分为无活化.低活化.适度活化.全活化和高度活化五类.
最佳化学成分(93.3Sn/3.1Ag/3.1Bi/0.5Cu)提供更高的强度,以及比63Sn/37Pb高大约200%的疲劳寿命。
”
锡/银/铜/铋的最佳化学成分,从SMT制造的观点来看,是很有用的,特别是因为它提供较低的回流温度,这是需要的关键所在。
最佳化学成分
在锡/银/铜/铋系统中的三个元素都会影响所得合金的熔点1,2。
目标是要减少所要求的回流温度;找出在这个四元系统中每个元素的最佳配剂,同时将机械性能维持在所希望的水平上,这是难以致信的复杂追求,也是科学上吸引人的地方。
以下是在实际配剂范围内一些有趣的发现(所有配剂都以重量百分比表示):
∙熔化温度随着铜的增加而下降,在0.5%时达到最小。
超过0.5%的铜,熔化温度几乎保持不变。
∙类型地,当增加银时熔化温度下降,在大约3.0%时达到最小。
当银从3.0%增加到4.7%时合金熔化温度的减少可以忽略。
∙铋对进一步减少熔化温度起主要作用。
可是,可加入的铋的量是有限的,因为它对疲劳寿命和塑性有非常大的破坏作用。
适当的铋的量大约为3~3.5%。
美国专利5,520,752透露了一种从锡/银/铋/铜所选的无铅合金:
在重量上,大约86~97%的锡、大约0.3~4.5%的银、大约0~9.3%的铟、大约0~4.8%的铋和大约0~5%的铜。
3
在3.0~3.1%的铋和3.0~3.4%的银、0.5%的铜时,最有效地增加疲劳寿命。
再增加任何铜都不会影响疲劳寿命。
当铋保持在3~3.1%和铜在0.5~2%时,3.1%的银是达到最大疲劳寿命的最有效的配剂。
在系统化设计出来的化学成分之中,显示所希望性能的最好平衡,即,熔化温度、强度、塑性和疲劳寿命。
基本的特性与现象
基于Sn/Ag与Sn/Cu的二元相图,银与锡之间的相互作用形成一种Ag3Sn的金属间化合物,而铜与锡反应形成Cu6Sn5的金属间化合物。
对锡/铋相互作用,预料铋原子作为替代原子进入晶格位置达1.0%;超过1.0%之后,铋原子作为独立的第二相沉淀出来。
铋的角色是非常“有力的”2。
人们认为,铋的沉淀-强化机制通常遵循Mott和Nabbaro应力场理论1,2,因为所测得的合金强度与铋的沉淀体积分数成比例关系。
这说明铋沉淀物的强化作用主要来自长期内部应力。
93.3Sn/3.1Ag/3.1Bi/0.5Cu可能具有最细的微结构特征尺寸,这解释了它的高疲劳寿命和塑性。
银含量高于大约3%预料会增加Ag3Sn颗粒的体积分数,结果强度更高但塑性和疲劳寿命更低。
所观察到的高含银量的较低疲劳寿命与较大的Ag3Sn颗粒有关,它使Ag3Sn颗粒体积分数更高。
据推测,在含有3~3.4%的银和3~3.1%的铋的锡/银/铜/铋系统中,0.5%的铜最有效地产生适量的、具有最细的微结构尺寸的Cu6Sn5颗粒,因此得到高的疲劳寿命、强度和塑性。
与63Sn/37Pb的比较
最佳的化学成分(93.3Sn/3.1Ag/3.1Bi/0.5Cu)提供较高的强度,以及比Sn63/Pb37高出大约200%的疲劳寿命。
与96.5Sn/3.5Ag的比较
93.3Sn/3.1Ag/3.1Bi/0.5Cu具有209°~212°C的熔点温度,比共晶的96.5Sn/3.5Ag低9°C。
比较它们基本的机械性能,最佳成分在强度和疲劳寿命上表现较好,如高出大约155%的疲劳寿命。
它的塑性比96.5Sn/3.5Ag低,但足够。
与99.3Sn/0.7Cu的比较
93.3Sn/3.1Ag/3.1Bi/0.5Cu比99.3Sn/0.7Cu表现出好得多的强度与疲劳寿命,但塑性较低。
其熔点温度比96.5Sn/3.5Ag低15°C。
与Sn/Ag/Cu的比较
甚至是与锡/银/铜系统中的最佳性能的化学成分(95.4Sn/3.1Ag/1.5Cu)相比较时,93.3Sn/3.1Ag/3.1Bi/0.5Cu表现出高得多的强度(屈服强度与抗拉强度)。
其疲劳寿命较低,但还是优越于其它二元焊锡。
锡/银/铜/铋系统超过锡/银/铜系统最重要的优点是较低的熔化温度。
最佳成分提供比锡/银/铜共晶熔点(216~217°C)低至少5°C。
这种锡/银/铜共晶合金熔化温度还太高,不能适应当今SMT结构下的各种电路板的应用(熔化温度低于215°C更现实一点)。
推荐
熔化比锡/银/铜共晶合金低几度,锡/银/铜/铋化学成分在表面贴装制造中处于优势的位置。
考虑到各种印刷电路板(PCB)装配与过程窗口的要求,具有低于215°C熔点的合金对保持已建立的SMT结构的可制造性是必要的。
锡/银/铜/铋系统中最佳的无铅焊锡化学成分是93.3Sn/3.1Ag/3.1Bi/0.5Cu。
它具有比63Sn/37Pb更高的强度和疲劳阻抗,而塑性方面也不逊色。
其相对较低的熔化温度(209~212°C)、狭窄的粘滞范围(小于或等于3°C)和熔湿(wetting)性能特别适合于作为表面贴装应用中的63Sn/37Pb的替代品。
该合金也具有比任何二元合金(63Sn/37Pb或96.5Sn/3.5Ag或99.3Sn/0.7Cu)更高的强度。
93.3Sn/3.1Ag/3.1Bi/0.5Cu是值得考虑与评估的63Sn/37Pb替代候选合金。
助焊剂
1.助焊剂的特性:
助焊剂是SMT焊接过程中不可缺少的辅料.在波峰焊中,助焊剂和焊锡分开使用,而回流焊中,助焊剂则作为焊膏的重要组成部分.焊接效果的好坏,除了与焊接工艺.元器件和PCB的质量有关外,助焊剂的选择是十分重要的.性能良好的助焊剂应具有以下作用:
(1).去除焊接表面的氧化物,防止焊接时焊锡和焊接表面的再氧化降低焊锡的表面张力.
(2).熔点比焊料低,在焊料熔化


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊锡条 焊锡丝 检验 指导 以及 相关 知识
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 铝散热器项目年度预算报告.docx
铝散热器项目年度预算报告.docx
-
牛津上海版通用小学英语三年级上册Unit 12同步练习2II 卷.docx
-
论我国私营企业员工激励机制.docx
-
人教版五年级品德与社会上册全册教案.docx
-
开学啦国旗下讲话稿三分钟.docx
-
露天采矿学复习题.docx
-
六年级英语教师年度考核个人总结.docx
-
某路站综合体项PC吊装施工方案.docx
-
人教版九年级历史上册期末考试试题一套.docx
-
隆昌妇幼保健院.docx
-
芦二矿抽采达标中长期规划.docx
-
看拼音写词语.docx
-
模拟磁盘调度算法系统的设计毕业设计.docx
-
每周一条名言警句或一首诗词.docx
-
棉花膜下滴灌示范工程设计总结报告.docx
-
九年级化学教案第十单元酸和碱教案新人教版.docx
-
宁波市水资源公报.docx
-
农业实用技术培训工作意见与农业局上半年工作总结范例两篇汇编.docx
-
平行线的判定.docx
-
内部会计管理制度11成本核算制度.docx
-
盘扣式脚手架支撑方案.docx
-
旅游规划模板.docx
-
煤矿大本大专毕业设计大采高综采工作面作业规程.docx
-
美学选择题整理课件资料.docx
-
名家论腹泻慢性肠炎.docx
-
宁夏银川市第一中学学年高一上学期期中考试地理试题解析解析版.docx
-
年产吨精密纤维纸项目建设建议书.docx
-
农技推广中心工作总结.docx
-
彭宇案的法逻辑批判.docx
-
宁夏仕奇房产网发布份房地产交易情况.docx
-
项目推荐书智能温控节能系统.docx
-
区县节日期间加强消防安全讲话稿与区发改委领导班子述职述廉报告汇编.docx
-
客户开发期末试题及答案.docx
-
客服实习个人工作总结五篇.docx
-
口号标语之客服团队名字和口号.docx
-
课外阅读指导课.docx
-
跨境保税业务服务合同.docx
-
孔融让梨读后感10篇.docx
-
篮球 足球 羽毛球 运动会拉拉队的口号大全.docx
-
离散数学课本习题.docx
-
理正深基坑设计原理配筋部分.docx
-
立井井筒的结构与设计.docx
-
两位数乘两位数竖式计算.docx
-
岭南版新教材小学美术三年级下册教案全册.docx
-
六年级科学实验计划docx.docx
-
六年级下册劳技浙教版教案.docx
-
路基路面施工组织设计.docx
-
论突击性排练方法在中学校园合唱活动中的运用.docx
-
旅游大巴租赁合同.docx
-
梅花魂梅花魂教学设计一等奖.docx
-
美术史考研洪再新《中国美术史》考研配套考研真题.docx
