 精选QI75202表面处理检验标准A1.docx
精选QI75202表面处理检验标准A1.docx
- 文档编号:6179468
- 上传时间:2023-01-04
- 格式:DOCX
- 页数:23
- 大小:46.94KB
精选QI75202表面处理检验标准A1.docx
《精选QI75202表面处理检验标准A1.docx》由会员分享,可在线阅读,更多相关《精选QI75202表面处理检验标准A1.docx(23页珍藏版)》请在冰豆网上搜索。
精选QI75202表面处理检验标准A1
1.0目的
建立表面处理标准,制订烤漆、电镀、氧化、丝印检验标准,从而提高制程品质,降低生产成本和工时。
2.0范围
适用于本公司表面处理标准
3.0内容
3.1产品外观的分级标准
(1)A级或1级:
关键表面(如正常情况下可见的表面)
(2)B级或2级:
非关键表面(如正常情况下不可见的表面)
(3)C级或3级:
在隐蔽的区域内仅用于防腐目的(如框架内表面)
3.2产品外观检验的条件
(1)无论何时,光源(相当于至少85英尺烛光强度的均匀照明或者正常的工厂照明)应该位于头顶上方,如观察范例一样(最好是水平面),以大约45度的角度观察。
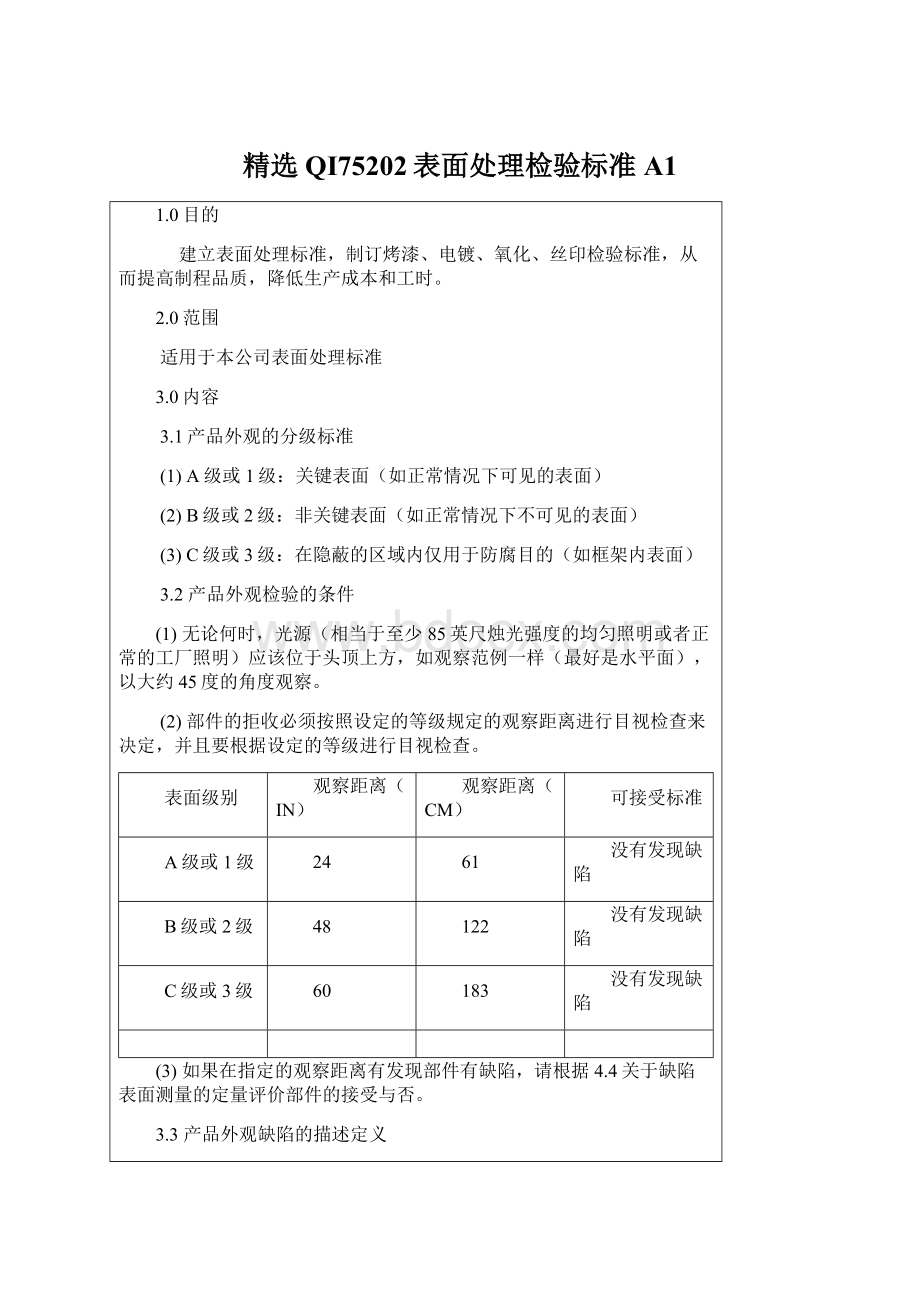
(2)部件的拒收必须按照设定的等级规定的观察距离进行目视检查来决定,并且要根据设定的等级进行目视检查。
表面级别
观察距离(IN)
观察距离(CM)
可接受标准
A级或1级
24
61
没有发现缺陷
B级或2级
48
122
没有发现缺陷
C级或3级
60
183
没有发现缺陷
(3)如果在指定的观察距离有发现部件有缺陷,请根据4.4关于缺陷表面测量的定量评价部件的接受与否。
3.3产品外观缺陷的描述定义
外观表面应无划伤滚轮痕迹、腐蚀、条纹状、变形、刮花、碰伤、凹凸不平、生锈、横波、锌层脱落、裂纹、穿通气孔、压折、折痕、矫直辊印等不良现象。
颜色依样板。
(板材不允许有分层,划伤宽度不超过0.5mm,长度不超过20mm,深度不超过0.03mm.数量<2处,金属表面花斑缺陷面积不超过被测面积的5%;当检测面积≤6400Mm2时,金属表面单个凹坑不大于0.5Mm2,数量不大于2个.当检测面积大于6400Mm2时,金属表面单个凹坑不大于1Mm2,数量不大于3个.当6400Mm2<检测面积<48600Mm2时,金属表面单个异物面积小于0.2Mm2,数量不大于2个.当检测面积>48600Mm2时,金属表面单个异物面积不大于0.3Mm2,数量不大于4个)上述單個缺陷間距不小於20mm,否則視為同一缺陷,面積按其總和計算。
3.4金属基材的表面缺陷
(1)平面度:
弓形或者波形的外观超过军用规格或者图纸要求。
(2)磨痕:
生产过程中表面处理形成的刮痕或者一些留在表面磨损痕迹。
(3)点焊:
焊接结合处的粗糙表面和凹痕超出图纸的规格。
(4)工具痕:
由工具引起的折皱或凹痕。
(5)焊接孔:
焊接处的小孔。
(6)焊珠:
吸附在焊点附近的焊渣和金属微粒。
(7)毛刺和锋利边缘:
人手容易接近的地方易划伤人体的突出和锋利边缘。
3.5产品外观测量标准
金属或塑胶基材表面缺陷测量
缺陷描述
A级或1级
可接受标准
B级或2级
可接受标准
C级或3级
可接受标准
平面度
根据客户的图纸
而定
根据客户的图纸而定
根据客户的图纸
而定
磨擦痕
视距内不可见
视距内不可见
如果使用最少180粗沙可接受
点焊
无凸起凹陷不超过0.025inch(0.64mm)
无凸起
无凸起
工具痕
视距内不可见
可接受
可接受
焊接孔
不可接受
接受
接受
焊接砂眼
视距内不可见
牢固粘附在不可见的凹处很难接触到的区域可接收,其他的作为基材缺陷处理
牢固粘附在不可见的凹处可接收其他的作为缺陷处理
毛刺/锋利边缘
不可接受
不可接受
不可接受
螺栓头(埋入螺丝)
接受
接受
接受
备注:
1)有直径小于0.010inch[0.25mm]的缺陷均可视为不见
2)任何外露基材的缺陷均不可接受
3.6电镀件:
3.6.1电镀件表面要求:
(1)彩锌/蓝、白锌:
镀层结晶均匀,细致,连续,不允许有镀层粗糙,麻点,手印,发黑,露白,黑点,起泡,剥落和严重条纹,钝化膜疏松,局部无镀层,起粉及明显的钝化液痕迹等不良现象,允许轻微的挂具印(面积小于1*1mm2).
(2)镀锡:
镀层结晶均匀,细致,连续,不允许有斑点,黑点,烧焦,粗糙,针孔,麻点,起泡,起皮,脱落,雾状,露铜底,局部无镀层(盲孔内,以及涂度大于直径的孔内部分除外),允许有轻微的挂具印.(面积小于1*1mm2).
3.6.2电镀表面缺陷
(1)气泡:
在镀层中或下面的泡。
(2)灼伤沉淀:
由使用过大的电流密度引起的边缘和角落部分的粗糙电镀。
(3)化学品渗出:
一般发生在焊接接合部的电镀过程的化学品渗出。
(4)镀层不足:
镀层厚度不足,不符合客户标准。
(5)剥离/剥落:
附着力不足,一般是因为电镀过程中污染物造成的。
(6)镀层修补:
用刷镀或者涂漆来修补有缺陷或者电镀不足的地方。
(7)镀层不良:
区域性粉状洛酸盐镀层或少镀。
(8)划伤/磨损:
金属电镀层表面的磨损摩擦伤痕。
(9)水印/污点:
随机大小和分布的污点通常是由不当清洗引起的。
3.6.3电镀件包装
电镀后的零件包装必须采用中性的、清洁的软质材料作内包装,件与件、层与层隔离保护;避免使用会吸潮的材料、以防止潮气与电镀面直接接触(不能使用PVC、报纸、以及非中性的包装材料与金属表面直接接触)。
3.6.4膜厚测试(每个供应商每周至少抽检一次):
(1)凡20㎜的球不能接触到的区域,盲孔内,以及涂度大于直径或开口宽度的部分对厚度不作要求。
(2)电镀锌:
随机抽取5件产品,在每件产品上用膜厚计测取10个点,平均膜厚应在6-10um范围以内,在局部低电位区,其膜厚不得低于5um,(客户有特殊要求时依其执行).
(3)电镀锡:
对于钢基体在镀镍时必须先打铜底,其总厚度必须达到8um以上,其中铜镀层3um以上,锡镀层为5um以上(当客户有特殊要求时依其执行).
3.6.5附着力测试(每个供应商每周至少抽检一次):
(1)百格刀测试:
在试样上横向划10行间距为1㎜的平行线,然后在纵向划10行间距为1㎜的平行线,要求交叉且垂直,这样就形成100个面积为1㎜2的方格,然后用3M标准胶带粘贴,在贴胶带时应使胶带与试验区紧密结合,不能有气泡或起皱,2-3分钟后拉起,没有钝化膜或镀层脱落现象.
3.6.6盐雾试验(每个供应商每周至少抽检一次):
(1)电镀六价五彩锌/三价五彩锌:
96H
(2)电镀蓝锌:
48H
(3)电镀亮锡/哑锡:
16H
(4)电镀白锌:
24H
(5)试验样品结果按QB/T3832标准进行评价。
(6)氧化:
168H
3.6.7RoHS符合性要求(每个供应商每月抽检一次):
对供应商来料的电镀产品,要求供应商提供第三方检测机构测试的报告,如SGS报告(报告字迹清晰、在有效期一年内、有可追溯编号、测试出的HS数据低于欧盟要求的HS限值)。
备注:
1、取拿产品检查时需戴干净手套,禁止裸手触摸电镀产品。
2、除了以上检验项目外,客户还有其它特殊要求的测试按客户要求执行(如FCI电镀件需做高温烘烤试验,每个供应商每周有来料至少抽检一次)。
3、检验不合格的产品由IQC工程师验证,确认无误后在来料送检入库单上签字。
4、电镀供应商每批(每天超出一批则按一批记)送货时,需提供二块试片给我司做测试使用。
3.6.8电镀表面缺陷接受标准
缺陷描述
A级或1级
可接受标准
B级或2级
可接受标准
C级或3级
可接受标准
气泡
不接受
不接受
视距内不可见
灼伤沉淀
视距内不可见
视距内不可见
视距内不可见
化学品渗出
从结合处测量最大为0.062inch[1.59mm]
从结合处测量最大为0.125inch[3.18mm]
从结合处测量最大为0.25inch[6.2mm]
镀层不足
依据客户要求的厚度
依据客户要求的厚度
依据客户要求的厚度
镀层修补
不接受
只修补受损区域,在视距内不可见为可接受
接受
镀层转化不良(注3)
视距内不可见
视距内不可见
视距内不可见
剥离/剥落
不接受
不接受
不接受
划伤/磨损
(注5)
最大0.003inch[0.076mm]
最大0.006inch[0.15mm]
最大0.012inch[0.3mm]
污点
表面的5%
表面的10%
表面的20%
磨擦痕
视距内不可见
用信用卡以45度角置于印记上如可以滑动即可接受
如果使用最少180粗沙允许
点焊
凸出或者凹陷不超过0.025inch[0.644mm]
不允许凸出
不允许凸出
工具痕
视距内不可见
接受
接受
焊接砂眼
不接受
接受
接受
焊珠
视距内不可见
牢固粘附在不可见的凹处,很难接触到的区域可接收。
其他的作为基材缺陷处理
牢固粘附在不可见的凹处很难接触到的区域可接收其他的作为基材缺陷处理
毛刺/锋利边缘
不接受
不接受
不接受
螺栓头印(埋入螺丝)
接受
接受
接受
缺陷描述
A级或1级
可接受标准
B级或2级
可接受标准
C级或3级
可接受标准
不平坦的表面外观
视距内不可见
视距内不可见
接收
备注
1)有直径小于0.010inch[0.25mm]的缺陷均可视为不见
2)任何外露基材的缺陷,均不可接受
3)根据表面处理289和1842,颜色是彩色的主要是黄色,金色或铜色
4)因为电镀的自然特性所引起的不平坦的表面外观(例如:
彩虹色)
5)最大的刮痕长度指的是在整个表面的区域上每16平方CM里面的刮痕长度。
3.7喷粉件:
3.7.1喷涂表面缺陷:
(1)气泡:
类似水泡的附着的突起点。
(2)凹缺或崩缺:
已经破损、有缺口或掉漆的表面部位。
(3)颜色:
表面之间或在同一表面上的颜色不一致或不符合在图纸上规定的观察标准或客户批准的样办颜色。
(4)鱼眼:
由于受到有机物污染引起的陷穴。
(5)异物:
在漆中夹带的灰尘纤维屑或者其他杂质。
(6)光泽不均匀:
表面间或者同一表面的光泽不均匀或不符合样办。
(7)桔皮(漆病):
类似桔皮样的不规则或粗糙的表面。
(8)效果差的补漆:
用喷漆或者刷漆修补来隐藏的缺陷。
(9)流漆曲痕或油漆过多:
指漆过多而且由重力引起漆流淌的区域。
(10)剥离和剥落:
漆的附着力不足。
(11)划伤/磨损:
指漆表面的磨损,摩擦伤痕。
(12)纹理表面处理不一致:
表面间或者同一表面纹理不匀或不符合图纸规定的观察标准或客户批准的样办。
3.7.2喷粉件喷涂设施要求
(1)喷涂间应保持环境清洁,避免灰尘、油污等污染。
(2)喷涂间的温、湿度应能控制在以下范围:
温度15-35℃相对湿度30-80%
(3)喷涂间最好设有单独的零件进、出通道,尤其是要控制进入喷涂间的零件不会受到污染。
(4)所有设备应保持清洁、良好的状态。
喷涂的设备应无油无水。
(5)压缩空气应无油无水。
(操作者可用压缩空气对着干净的镜子吹2~3min,检查镜子上应无油、水痕迹。
)
(6)烘房内温度应保持均匀,有效烘烤区的温差应能控制在±5℃以内;温度控制、显示仪表的精度不低于1级。
(7)喷涂生产、检验所用的各种计量仪表和仪器必须确保在有效校验周期内。
3.7.3各种颜色涂层所对应的色差和光泽要求(喷粉件)
颜色名称
色差要求⊿E≤
光泽
白砂纹
0.8
12±5
灰砂纹
0.8
12±5
黑砂纹
1.5
12±5
蓝砂纹
1.5
12±5
灰桔纹
0.8
25±5
无光灰
0.8
15±5
灰银色
1.0
20±5
灰白色桔纹
0.8
25±5
3010冷灰砂纹
1.5
12±5
3010浅灰
1.0
12±5
3.7.4喷涂件外观检查:
(1)喷涂后的产品包装用纸不作要求,但需保证件与件、层与层隔离保护;
(2)目视涂层表面应均匀、连续、色泽一致,无夹杂外来物,无缩孔、起泡、针孔、开裂、剥落、粉化、颗粒、流挂、露底等缺陷;非桔纹粉或无特殊纹理要求时不能出现桔皮现象.
3.7.5膜厚测试(每个供应商每周至少抽检二次):
用膜厚仪测试时,测量一般漆层厚度为30-50um,砂纹粉涂层为60-80um,桔纹粉涂层为80-120um.(客户有明确要求时依其执行:
如FCI红兰粉膜厚要求为80-150um;北电BTS粉膜厚要求为80-120um).
3.7.6附着力测试(每次供应商送货均需测试):
在试样上横向划10行间距为1㎜的平行线,然后在纵向划10行间距为1㎜的平行线,要求交叉且垂直,这样就形成100个面积为1㎜2的方格,然后用标准胶带粘贴,在贴胶带时应使胶带与试验区紧密结合,不能有气泡或起皱,2-3分钟后拉起,要求所有试样上的底漆与面漆与基体之间都应100%附着.
3.7.7抗冲击性(仅针对粉末来料时测试,在试片上进行):
按GB/T1732对喷有面漆的一面进行正冲试验,要求每一试样上的漆层都有应达到50kg.cm.(塑料基材不进行此项测试)
3.7.8RoHS符合性要求(每个供应商每月抽检一次):
对供应商来料的喷粉产品,要求供应商提供第三方检测机构测试的报告,如SGS报告(报告字迹清晰、在有效期一年内、有可追溯编号、测试出的HS数据低于欧盟要求的HS限值)。
3.7.9喷粉缺陷表面接受标准
缺陷描述
A级或1级
可接受标准
B级或2级
可接受标准
C级或3级
可接受标准
气泡
不可接受
最大0.062inch(1.59mm)
可接受
屑片或空洞
不可接受
不可接受但允许修补
允许修补
颜色
参看样办
参看样办
鱼眼
最大0.030inch(0.76mm)
最大0.062inch[1.59mm]
可接受
异物
最大0030inch[0.76mm].
最大0.062inch[1.59mm]
最大0.125inch[3.2mm]
光泽不均匀
特定范围内个别的点
特定范围内均匀
特定范围内10%不均匀现象
桔皮
在视距内看不见
在视距内看不见
可接受
流粉曲痕
在视距内看不见
在视距内看不见
可接受
补粉(注4)
不可接受(只对悬挂标记而言)
允许视距内不见
可接受
剥离/剥落
不可接受
不可接受
不可接受
刮伤/磨损(注5)
最大0.003inch(0.076mm)
最大0.006inch[0.15mm]
最大0.012inch[0.3mm]
纹理不一致
在观察标准的距离内不可见
在观察标准的距离内不可见
不重要
磨擦痕
视距内不可见
视距内不可见
如果使用最少180粗沙,可接受
点焊
不允许凸出,凹陷不超过0.025inch[0.644mm]
不允许凸出
不允许凸出
工具痕
视距内不可见
可接受
可接受
焊接孔隙
不可接受
可接受
可接受
焊珠
视距内不可见
牢固粘附在不可见的凹处或很难接触到的区域可接受,其他拒收
牢固粘附在不可见的凹处很难接触到的区域可接收,其他的按基材缺陷处理
毛刺/锋利边缘
不可接受
不可接受
不可接受
螺栓头印(埋入螺丝)
可接受
可接受
可接受
备注
1)所有直径小于0.010inch[0.25mm]的缺陷均可被认为不可见的。
2)任何外露基材的缺陷,均不可接受。
3)对1级情况目测标准可直接应用于接近外表面对2级情况与外表面相距1inch[25.4mm]。
4)挂钩标记孔外部分必须修补,孔内(物料厚度)可不必修补。
5)最大的刮痕长度指的是在整个表面的区域上每16平方CM里面的刮痕长度。
备注:
1、检验不合格的产品由IQC工程师验证,确认无误后在来料送检入库单上签字。
2、喷粉供应商每批(每天超出一批则按一批记)送货时,需提供二块试片给我司做测试使用。
3.8喷漆件
3.8.1喷漆件缺陷定义:
1)起泡:
在有机漆层鼓起中空的类似水泡的现象。
2)碰伤:
由于碰撞而引起漆层破裂、脱落等现象。
3)异色点:
在喷漆件表面出现的颜色异于表面周围的点。
4)颗粒:
在喷漆件表面上附着的细小颗粒,与异色点不同的是表面颗粒凸出表面造成局部表面不平。
5)结瘤:
在喷漆件的喷涂面上出现局部的油漆堆积现象。
6)桔纹:
在喷漆件或电镀件表面出现的普遍的细小的起伏不平。
7)色差:
喷漆件表面呈现出与标准样品(客户承认样品)的颜色的差异,称为色差
8)光泽不良:
产品表面的光泽不在标准光泽(15%度)的公差(±2%度)范围内。
9)手印:
在喷漆件表面或零件光亮面出现的手指印痕。
10)透底:
在喷漆件表面出现的局部的漆层过薄而露出基体颜色的现象。
11)麻点:
漆装表面出现的明显的凹坑。
12)掉漆:
漆层全部或局部脱落。
13)流漆:
涂装后表面有单个或多个如水滴般的漆点
14)白点:
在烤漆过程中由白色漆状杂质在表面形成的异色点,与色板颜色对比明显,用户不易接受;如果机箱颜色为浅颜色,其对比明显的颜色如黑色等,同样按此标准判断。
15)杂质:
通常是指涂料或空气中杂物在喷漆或干燥期间碰到烤漆件。
16)溢漆:
喷到不需要或不得喷到漆的地方。
17)鱼眼:
某个区域固定出现不同的亮度。
18)刮伤:
母材刮伤涂装后仍可见到或漆面本身的刮伤;这里指有感刮伤,一般露出底材或深度较深(大于0.2MM),用指甲可以感觉出来。
19)擦伤:
表面之间相互摩擦造成,这里没有造成表面缺失的划痕,深度较浅。
20)磨痕:
指重工的研磨痕,烤漆后仍可见到。
21)焊痕:
焊接后留下的痕迹,涂装后仍可见到。
22)掉漆:
漆异常脱落,如碰、撞…等,露出底材的情况下有时被称为露白;这里所规定的掉漆指没有露出底材的情况。
23)凹凸痕:
表面异常凸起或凹陷。
24)异物残留:
在生产制程中,由于作业疏忽,致外物残留于工件,例:
磁铁、胶、贴纸…等。
25)变形:
指不确定因素造成的外观形状变异。
26)污秽:
一般为加工过程中因油渍或污物造成。
27)生锈:
母材起化学变化产生锈蚀。
3.8.2喷漆件检验环境
(1)光源:
避免太阳直射光线下的明亮场所,照度为200-3001UX(相当于40W日光灯距工件1000MM)
(2)以裸眼在正常视力下进行目视
(3)眼晴离工件的距离为:
500MM,3秒钟检查100cm2.
(4)眼晴与工件所存在的角度是45°或90°
3.8.3检验方法
产品表面等级
视距
方法
A级表面漆层
视距为0.3m
应不断改变光线的入射方向和观察角度,达到最佳鉴别条件,反复检查及评定漆层表面缺陷程度;
B级表面漆层
视距为0.5m
应在入射光和反射光的法线方向检验及评定漆层表面缺陷程度。
C级表面漆层
视距为0.8m
应在入射光和反射光的法线方向检验及评定漆层表面缺陷程度。
注:
*:
如目视无法确定时,用电脑色差仪测试,要求色差值⊿E≤0.8;对于黑色,要求
⊿E≤1.0)。
**:
划痕深浅的界定:
伤及金属基体为深划痕;未伤及金属基体为浅划痕,下同。
3.8.4表面喷漆外观质量要求:
(1)A级表面外观质量要求:
涂层类别
检验项目
平态涂层
美术涂层
(洒点等)
光泽(与样板比较)
无明显差异
美术纹理(与样板比较)
无明显差异
颜色
与色板比较
在色差范围内*
同批工件比较
无明显差异
不允许缺陷
起泡、露底、起皮、起皱、裂纹、粉化、桔皮、麻点、结瘤、手印、流痕、掉漆、色差超限度、深划痕**、杂质、刮伤、擦伤、磨痕、掉漆、变形、生锈等缺陷
浅划痕**
长度≤10mm,数量≤5条/m2
流挂
不可见
针孔和斑点
数量:
≤3个/m2,直径:
≤0.5mm
修补(与正常涂层相比)
无明显差异,数量≤3处/m2
杂质
数量(个/m2)
≤8
直径(mm)
≤0.5
间距(mm)
≥50
(2)B级表面外观质量要求
涂层类别
检验项目
平态涂层
美术涂层
(洒点等)
光泽(与样板比较)
无明显差异
美术纹理(与样板比较)
无明显差异
颜色
与色板比较
在色差范围内
同批工件比较
无明显差异
不允许缺陷
起泡、露底、起皮、起皱、裂纹、粉化、桔皮、深划痕、杂质、刮伤、擦伤、磨痕、掉漆、变形、生锈等缺陷
浅划痕
长度≤20mm,数量≤7条/m2
流挂
不允许有明显流挂
针孔和斑点
直径:
≤0.5mm
修补(与正常涂层相比)
无显著差异
杂质
数量(个/m2)
≤12
直径(mm)
≤1
间距(mm)
≥30
(3)C级表面外观质量要求
涂层类别
检验项目
平态涂层
美术涂层
(洒点等)
光泽(与样板比较)
无明显差异
美术纹理(与样板比较)
无明显差异
颜色
与色板比较
在色差范围内
同批工件比较
无明显差异
不允许缺陷
起泡、露底、起皮、起皱、裂纹、粉化、桔皮、深划痕、杂质、刮伤、擦伤、磨痕、掉漆、变形、生锈等缺陷
浅划痕
长度≤50mm
流挂
不允许有显著流挂
针孔和斑点
直径:
≤0.7mm
修补(与正常涂层相比)
无显著差异
杂质
数量(个/m2)
≤20
直径(mm)
≤2
间距(mm)
≥20
3.8.5喷漆厚度:
厚度应符合图纸要求;如图纸未注明厚度要求的,则规定:
喷漆平均厚度:
15-35微米。
检验时,采用适当涂层测厚仪选取距试件边缘大于10mm的六个不同点进行测量。
(对补漆部位一般不作测量)
3.8.6喷漆附着力要求:
检验方法:
采用划格法:
在试样表面涂层上,用切割刀具(刃口角30°,刃口厚度50-100μm)按同一方向以20~50mm/s的速度划11条间距为1mm的平行线,深达基体金属,再按垂直方向划11条间距为1mm的平行线,这样可形成100个1mm2方格;用软毛刷沿格阵两对角线往复轻刷五次后,用胶带(附着力强度为10±1N/25mm)紧密粘贴于划格部位,保持5min后,以垂直于涂层方向迅速拉起(若涂层厚度大于40μm时,划格间距为2mm)。
质量要求:
有小块涂层脱落的十字划割面积不大于5%(即GB/T9286—98中规定的一级和一级以上)为合格。
注:
试验应在温度23±2℃和相对湿度50%±5%环境中放置不少于16h后进行试验。
3.8.7耐化学溶剂性
检验方法:
在涂层表面放上用酒精润湿的四层重叠的脱脂纱布,横向加力1kg以每秒一个来回的速度移动,移动的距离为50mm,连续30个来回后检查涂层的表面质量。
质量要求:
经试验后,涂层的颜色及光泽等应无明显变化。
3.8.8耐污染性
检验方法:
用滴管向水平放置的涂层表面滴下2滴红色墨水,在室温条件下经5min后用水洗净表面,然后用肉眼观察涂层。
质量要求:
涂层无明显斑痕。
3.8.9抗冲击性(抗冲击性检查应在试片或样件上进行)
按GB/T1732对喷有面漆的一面进行正冲试验,要求每一试样上的漆层都有应达到1kg/50cm.(塑料基材不进行此项测试).
3.8.10涂层的硬度
涂层的铅笔硬度不低于2H,要求铅笔与试件保持45º施加约1㎏的力,向前移动10㎜,选择不同的地方做5次应合格.
3.8.11色差
比对样板或PANTONE,涂


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 精选 QI75202 表面 处理 检验 标准 A1
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 对中国城市家庭的教育投资行为的理论和实证研究.docx
对中国城市家庭的教育投资行为的理论和实证研究.docx
-
二年级下册数学练习题大全.docx
-
二十年后回故乡的优秀作文.docx
-
软基换填施工方案.docx
-
《黑白装饰画》教案.docx
-
课堂教学改革实施方案5篇.docx
-
返璞归真简约致美解读《给予树》教学设计语文.docx
-
离职证明范本精选多篇.docx
-
《天局》全文.docx
-
我害怕作文集合15篇.docx
-
伏魔战记39详细攻略.docx
-
幼儿园学期计划.docx
-
雅思分类打印版Word格式文档下载.docx
-
年产1万吨竹子纤维加工项目可行性研究报告文档格式.docx
-
电商产业化项目投资经营商业计划书Word文件下载.docx
-
医学多媒体课件的设计与制作Word文档格式.docx
-
中学生中秋节想象作文Word格式.docx
-
等保20之漏洞扫描系统技术方案建议书Word文档格式.docx
-
培训学校个人工作计划模板5篇Word格式.docx
-
北京各区二模试题分类汇编文言文阅读Word文档下载推荐.docx
-
不同职业病危害因素的防护常识Word格式文档下载.docx
-
一年级上册同音形近字练习汇总Word文档格式.docx
-
班级家长会上班主任教师讲话稿Word下载.docx
-
科斯塔环载波恢复Word文件下载.docx
-
浙教义务版六年级语文下册教案 花潮Word文件下载.docx
-
集成电路设计与集成系统专业Word格式文档下载.docx
-
开工第一课专题讲座观后感文档格式.docx
-
东城区学年第一学期高三期末化学试题及答案Word格式文档下载.docx
-
苏教版六年级语文下册第七单元测试题Word格式文档下载.docx
-
学长征精神做红色传人活动方案文档格式.docx
-
读书笔记150字30篇文档格式.docx
-
中级经济法考前必背法条精华版备考资料Word格式.docx
-
精编安全生产青建管质安全许可证延期Word文档下载推荐.docx
-
全国羽毛球业余俱乐部赛竞赛规程模板Word下载.docx
-
精选湘教版初中地理七年级下册第五节 北极地区和南极地区习题精选九十八文档格式.docx
-
人教版小学四年级数学下册教学计划文档格式.docx
-
日历表一月一张打印版14273Word文档格式.docx
-
三级医院药剂科药品质量管理制度文件汇编评审用DOCWord下载.docx
-
上海企业人力资源管理人员职业资格鉴定指导手Word文档下载推荐.docx
-
社会工作实务第3阶段练习题及答案这是其中一个阶段共3个阶段答案在后面Word格式文档下载.docx
-
沈阳机床实习报告Word格式文档下载.docx
-
使用计算器计算相关系数Word文件下载.docx
-
校园透明厨房明厨亮灶工程解决方案Word文档格式.docx
-
唐诗宋词里唯美的句子Word格式文档下载.docx
-
新教科版六年级下册科学知识点总结与归纳 期末复习专用Word下载.docx
-
托福入学测试模拟卷Word下载.docx
-
学校未来五年发展规划Word下载.docx
-
新希望专升本20届人体解剖学答题卡Word文件下载.docx
-
五年级数学竖式计算200题Word文档格式.docx
-
事业单位建筑工程基础知识Word文档格式.docx
-
学年第一学期高一地理期末考试含答案Word文档格式.docx
