 新型一体化氧化沟工艺的节能特点.docx
新型一体化氧化沟工艺的节能特点.docx
- 文档编号:5916209
- 上传时间:2023-01-02
- 格式:DOCX
- 页数:8
- 大小:45.04KB
新型一体化氧化沟工艺的节能特点.docx
《新型一体化氧化沟工艺的节能特点.docx》由会员分享,可在线阅读,更多相关《新型一体化氧化沟工艺的节能特点.docx(8页珍藏版)》请在冰豆网上搜索。
新型一体化氧化沟工艺的节能特点
新型一体化氧化沟工艺的节能特点
到2010年,我国城市污水治理率将从目前的不到10%提高到40%,这个任务非常艰巨,而资金紧缺则会是面临的首要问题。
因此,选择并推广一些适合中小城市、具有高效、节能、投入低而且可靠的污水处理新技术有着巨大的现实意义。
近几年发展较快的一体化氧化沟技术对解决上述问题有针对性,其较多的经济和节能特点是该技术得以广泛推广的基础。
目前应用该技术在国内兴建的污水处理厂已超过10余座,现以四川省示范工程——成都城北污水处理厂为例,阐述该技术在节能方面的特点。
1 城北污水厂概况
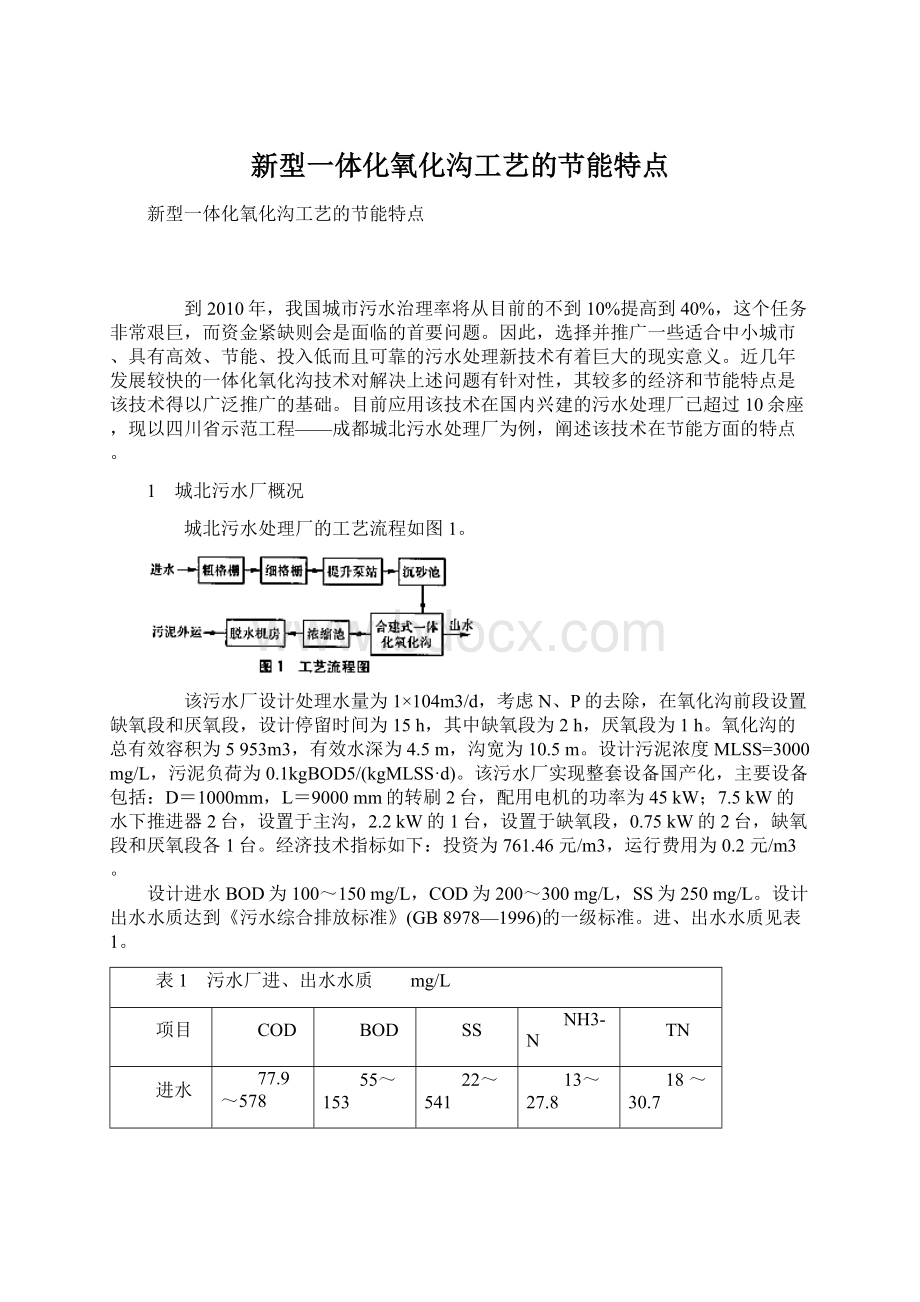
城北污水处理厂的工艺流程如图1。
该污水厂设计处理水量为1×104m3/d,考虑N、P的去除,在氧化沟前段设置缺氧段和厌氧段,设计停留时间为15h,其中缺氧段为2h,厌氧段为1h。
氧化沟的总有效容积为5953m3,有效水深为4.5m,沟宽为10.5m。
设计污泥浓度MLSS=3000mg/L,污泥负荷为0.1kgBOD5/(kgMLSS·d)。
该污水厂实现整套设备国产化,主要设备包括:
D=1000mm,L=9000mm的转刷2台,配用电机的功率为45kW;7.5kW的水下推进器2台,设置于主沟,2.2kW的1台,设置于缺氧段,0.75kW的2台,缺氧段和厌氧段各1台。
经济技术指标如下:
投资为761.46元/m3,运行费用为0.2元/m3。
设计进水BOD为100~150mg/L,COD为200~300mg/L,SS为250mg/L。
设计出水水质达到《污水综合排放标准》(GB8978—1996)的一级标准。
进、出水水质见表1。
表1 污水厂进、出水水质 mg/L
项目
COD
BOD
SS
NH3-N
TN
进水
77.9~578
55~153
22~541
13~27.8
18~30.7
进水平均值
197.4
73.2
123.1
20
23.4
出水
26.0~46.0
9.2~20.6
3.0~21.0
0.8~2.3
3.1~12.4
出水平均值
33.6
15.4
13.1
1.5
6.9
该厂出水TP指标未能达到标准(0.5mg/L),主要是由于进水有机物浓度较低及运行调试期间未正常排泥所致。
目前总磷去除率可达70%左右,若排泥正常则去除率更高。
2 节能特点及机理
2.1 固液分离和污泥无泵自动回流
一体化氧化沟比常规活性污泥法具有节能优势,其首要特点在于用固液分离器取代了传统的二沉池,并同时实现了污泥无泵自动回流。
固液分离器的设计表面负荷一般为50~65m3/(m2·d),该值是传统二沉池设计的1.5~2倍。
成都城北污水处理厂的固液分离器采用侧沟式和中心岛式(尚未启用),在固液分离的同时实现污泥自动回流,省却了一道机械回流,从而大大降低了运行能耗。
传统的氧化沟法须设污泥回流系统,以MLSS=4000mg/L,SVI=150设计,就需100%的回流比,该回流比需设置NWL240—8立式污泥泵2台,运行功率为22kW,电耗增加约0.053(kW·h)/m3。
而实现污泥自动回流,则节能可达15%左右。
固液分离及回流机理见图2。
主沟内混合液在流经组件进入分离器内部时,由于特殊的分离器组件结构和水力条件,流动方向发生了多次变化,客观上消耗了液流的能量,为固液分离打下了基础。
分离后的污泥通过絮凝,体积变得越来越大,在其沉降过程中,不断受到从主沟进入到分离器内的液流向上的冲击,形成污泥反冲。
当这一冲击作用与污泥的重力持平时,污泥便悬浮在分离器中,保持动态静止,形成一悬浮污泥层。
当混合液由下而上通过悬浮层时,混合液中的污泥便被悬浮污泥“网捕”下来,这就比传统二沉池单靠静沉作用多了一重作用。
在分离器底部,混合液受到组件下侧板的反力作用,该力可分解组件下侧板流动的两束流——上向流和下向流,因流速差的存在形成压力差,该压力差就直接导致了污泥自动回流。
成都城北污水厂一年多的运行情况表明,只要保证固液分离器底部的推动力并及时排泥,就能保证稳定的分离及回流效果。
2.2 水力内回流
合建式一体化氧化沟其节能之处不仅在于曝气/沉淀一体化,实现了污泥无泵自动回流(见图3中的a),还在于直接将缺氧区和好氧区共壁合建实现了水力内回流。
该设计的独到之处在于硝化液是通过好氧区的循环流动直接流至缺氧区,与厌氧池中的出水混合后进行反硝化反应的,这样就再次省却了一道机械内回流,并充分利用了一体化氧化沟的能量分区及水力分布特点(见图3中的b)。
固液分离器和转刷分别位于氧化沟的两侧,氧化沟在本质上属于延时曝气,污泥负荷很低,曝气池内氧利用率高,使好氧段溶解氧浓度只要达到1.5~2.0mg/L就能较好地去除BOD及进行硝化反应。
而在分离器底部及缺氧区内回流进口处——为好氧段的溶解氧最低处,经测定只有0.6mg/L左右,实际上已经处于缺氧阶段(可称为预缺氧段),并进行着小规模的反硝化反应。
其回流比的大小对缺氧区溶解氧浓度影响不大,而氧化沟的完全混合加循环推流的独特水力特征,保证了在不用外加能量的情况下保持300%~600%的回流比。
而一般A2/O法为取得良好的脱氮效果,通常要求有200%~500%的高回流比。
以设计r=200%,Q=1×104m3/d的机械内回流系统为例,需设置WQ80—12—45潜污泵1台,运行功率为45kW,意味着电耗增加0.108(kW·h)/m3,而且高回流比往往会使缺氧段溶解氧浓度升高而影响脱氮效果。
相比之下,一体化氧化沟的内回流就具有节省能耗及控制简单两方面的优势,仅水力内回流就可节能近30%。
当原水流经厌氧池后,可快速降解有机物浓度大大增加,其出水与水力内回流的硝化液混合(经测定在混合处的COD/TN≥7.2),即充足的碳源、理想的DO条件及高回流比的硝化液使反硝化反应进行得非常彻底。
反应的结果是NO3-作为电子受体代替溶解氧去除大量的有机物质,使整个系统耗氧量可节省近1/3,从而进一步降低了运行费用。
此外,缺氧段反硝化反应的顺利进行,也为厌氧池磷的释放打下了基础,因为厌氧池含磷污泥是从缺氧区回流的(见图3中的c),该回流液中NO3-含量越低,释磷就越充分。
合建式氧化沟实现了:
①将不同功能的反应器以功能分区的形式融合在同一空间中,免去了频繁的空间调配;②结合设备配置,做到各功能区优化和能量投入可调;③利用水力内回流而省却了机械回流措施。
2.3 合理配置设备和优化运行模式
曝气转刷与水下推进器的合理配置,不仅能解决氧化沟沟深加大的问题,而且为节能运行提供了基础。
水下推进器的配置使转刷从众多的功能中独立出来,以充氧功能为主,而混合推动则由水下推进器来承担,转刷可根据不同目的灵活应用。
试验表明,仅水下推进器单独运行时,沟中的流速分布与转刷单独运转时相反;两台转刷同时开启时,氧化沟底部有积泥产生;而当1台转刷和主沟的两台水下推进器同时开启时,混合推动效果非常好且无沉泥现象,这说明曝气转刷和水下推进器具有很大的互补性。
从水力学的角度来说,侧沟式一体化氧化沟比船式、BMTS等氧化沟的水头损失更小,流态更好。
城北污水厂的主沟有效水深达4.5m,单独使用转刷则混合推动得不到保证,而水下推进器的设计功率仅为4W/m3左右,它与转刷的合理配置达到了充氧混合和循环流动的目的,使运行能耗得到了降低。
为进一步降低能耗,城北污水厂在日常还采取了优化运行的模式,即采取连续流间歇曝气。
该方式是让曝气转刷周期性开启,根据需要的溶解氧浓度调整周期,而水下推进器保持连续运行。
现在该污水厂最常用的运行方式是保持1台转刷长期运行,另1台以2h为周期间歇运行。
这种运行方式加快了好氧/缺氧的交替频率,有利于整个系统的脱氮除磷。
与连续进水、连续曝气相比,其对COD与SS的处理效果略有下降,但均在达标范围之内,即NO3-N基本不变,而TN和TP的去除效果均优于连续曝气。
这主要是因为系统的间歇运行能充分利用氧化沟中的内源代谢产物,进行预缺氧反硝化,脱除部分NO3-N,使前置缺氧段内的C/N提高,从而维持较高的反硝化速率。
其次,间歇运行还能使沟中溶解氧的利用率得到提高,这是因为氧化沟是延时曝气活性污泥系统,BOD负荷大大低于普通活性污泥法,活性污泥的能量水平低,故即使DO浓度值较低(低于2mg/L),也可使活性污泥絮体处于好氧状态。
另外,间歇曝气的运行方式还可使系统内氧转移速率增大,氧利用率高则为系统节能创造了条件。
在达到同种处理要求的条件下,间歇曝气比连续曝气节能达22%左右,两种运行方式的能耗比较见表2。
表2 两种运行方式能耗比较
项目
Q(m3/d)
总电耗(kW·h)
吨水电耗(kW·h)/m3
连续进水连续曝气
11100
2727
0.248
10500
2604
0.248
11500
3143
0.273
7500
1900
0.253
8000
2120
0.265
12000
3120
0.260
1500
3360
0.269
平均
10442
2710
0.260
间歇进水间歇曝气
9800
1960
0.200
10200
2000
0.196
12500
2467
0.197
7800
1440
0.185
10800
2114
0.196
11800
2439
0.207
11500
2177
0.189
平均
10629
2085
0.196
3 结论
①合建式一体化氧化沟工艺节能之处在于成功实现了固液分离和无泵污泥自动回流,同时实现了水力内回流,从而省却了两道机械回流系统。
②设备的合理配置和优化的运行管理模式也是实现节能的一种重要手段。
③该工艺因其巨大的节能优势及技术特点,在中小城市的污水治理中有良好的推广及应用前景。
序批式活性污泥法(SBR)计算机辅助设计
概述
从目前的污水好氧生物处理的研究、应用及发展趋势来看,序批式活性污泥法能称得上是一种简易、快速且低耗的污水处理工艺,非常适用于水质水量变化大的中小城镇的生活污水处理,以及易生物降解的工业废水处理。
因此,SBR工艺是一种适合我国国情的处理工艺,具有很大的发展潜力和应用前景。
近年来,计算机辅助设计(CAD)已渗透到水处理专业,并被专业人员接受和使用。
但目前建筑给排水CAD软件应用广泛,污水处理工程设计CAD系统则研究较少。
SBR艺计算机辅助设计系统的开发,不仅能够提高设计效率及设计质量,也是计算机技术同污水处理技术有机结合的积极实践,对促进当前污水处理工程CAD的进一步发展具有积极的意义。
1SBR工艺设计计算
SBR工艺设计计算包括SBR反应池容积的确定以及需氧量、污泥量的计算。
SBR工艺设计方法主要分两大类:
经验设计法。
动力学模式设计法[1]。
经验设计法指污泥负荷率法,污泥负荷率是影响曝气反应时间的主要参数,污泥负荷率的大小关系到SBR反应池容积的大小。
这种方法在目前的工程设计中应用较广泛。
动力学模式设计法则是根据进水、出水和SBR系统的各种参数条件,建立数学模型后进行设计。
由于动力学模式设计方法用于工程设计还有待进一步研究、优化,因此本系统在开发过程中针对生活污水的处理仍沿用经验设计法。
1.1参数选取
污泥负荷率与SBR反应池内的混合液污泥浓度是SBR设计与运行的重要参数[2]。
①对生活污水,污泥负荷普遍采用BOD污泥负荷,其参数值为:
高负荷运行时取0.2-0.4kg[BOD5]/(kg[MLSS]·d),低负荷运行时选用0.03-0.07kg[BOD5]/(kg[MLSS].d)。
②反应池内的污泥浓度(MLSS)可考虑取值3000-5000mg/L。
③SVI值取90-150mL/g。
④每周期运行时间一般tr=4.8-12h。
1.2设计计算步骤
①确定一个运行周期内曝气时间所占的比例e,根据BOD污泥负荷Ns,计算所需污泥量M;
Ns=QS0/eXV
(1)
M=XV=QS0/eNs
(2)
式中:
X——混合液中活性污泥浓度(MLSS),mg/L;
Q——平均日污水量,m3/d;
S0——进水基质浓度,mg/L;
V——反应池总有效容积,m3。
②根据SVI值和污泥量,计算沉淀时所需的污泥体积Vm;
Vm=SVI·M(3)
③确定SBR反应池的个数n,引入每周期运行时间tR,计算每周期所需处理污水的体积Vw;
V=Q/[n×(24/tr)(4)
④计算SBR反应池单个池有效容积VO。
VO=VW+Vm/n(m3)(5)
1.3其他参数的确定
计算出反应池有效容积后,可以确定工艺设计所需的其它数据,如反应池长、宽、池深等,同时根据水质水量可以确定需氧量、污泥量等。
此外,根据污水性质与工艺设计计算结果,还应对处理工艺中配套的构筑物如格栅、沉砂池等作相应的设计计算。
计算方法与传统活性污泥法类似。
2SBR工艺计算机辅助设计系统分析与设计
对于水处理专业的设计者来讲,其适应计算机的能力是有限的。
要提高SBR艺计算机辅助性及系统的适应性,必须在系统的开发设计中充分考虑到设计者的特点,以解决CAD系统适应用户需要的问题。
因此系统必须体现和突出专业内容,用户界面友好,使用方便,符合水处理工程设计者的设计习惯。
2.1系统分析和设计
本系统是集工程计算、数据管理、图形生成、打印输出的功能为一体的工程应用系统。
系统的研究与开发完全基于软件工程的思想。
图1是SBR计算机辅助设计系统的结构形式。
2.2系统的实现方法
系统中控制平台的主要模块及数据的输入、输出、贮存、修改等功能应用了开发工具VisualBasic5.0;AutoCAD中图形程序用AUTOLISP语言编写。
采用数据文件共享型接口方式,实现了不同语言程序模块之间的参数化传递和数据共享,并充分利用各种语言输人输出格式的灵活性,从而使系统形成协调、统一的整体。
AutoCAD作为开发平台,有效地利用AutoCAD原有的功能,同时,系统留有与AutoCAD或其他水处理CAD软件的接口,可以用AutoCADR14或其他相关软件的功能来补充和完善工程设计。
2.3各功能子模块简介
在系统的设计过程中,将系统按功能划分为各个独立的模块,当要修改某一模块时,只涉及该模块本身,而不引起其它模块的变更,可以避免相互间的于扰。
各模块相互独立又有机的结合,给程序的编制、维护和升级提供了方便。
本系统分3个模块。
工艺流程模块和设计计算模块用VisualBasic语言实现,绘图模块以R14为开发平台,充分利用了AutoCAD的二次开发功能。
①工艺流程模块
在进行污水处理工艺设计前,需要了解与工程相关的设计资料。
污水处理工艺流程的选定是一项比较复杂的系统工程,在系统中输人工程设计中常用的水质指标及污水排放标准,根据这些指标,设计者可以作初步的水质分析、工艺流程选择及技术经济分析。
②设计计算模块本系统中工艺计算采用经验设计法,工艺流程中除核心部分SBR反应池的计算外,还包括其它配套构筑物的计算。
设计人员根据工艺计算界面选择所需要的构筑物进行计算。
设计计算模块提供必备的资料、数表以及专家经验。
在进行设计计算时,设计人员采用人一机交互方式逐一输人计算所需的数据,数据输人完成后,按(显示计算结果)按钮进行计算并保存计算结果。
在计算过程中如果显示一对话框提示参数不满足要求,需重新设置参数,否则,按(取消)按钮退回工艺计算界面。
③绘图模块
通过计算机辅助绘制专业图,是系统的一个重要环节。
针对SBR工艺专业绘图的特点,本系统主要采用DWG形式图形库和hP形式图形库。
在进行工程CAD设计之前,要先进行绘图环境的初始化。
进行图形绘制时,绘图模块从计算模块中获得所需的数据,在启动进人AutoCAD的同时启动AUTOLISP程序,调用下拉菜单中相应的命令,并按紧接着的提示输人绘图所需的一些参数及基点坐标,即可绘制出所需的构筑物施工图。
考虑到工程设计的多样性、构筑物具体应用中不可缺少的文字说明等,图形绘制完成后,设计人员可以对图形进行必要的修改,实现自动化计算、参数化绘图的全过程。
系统流程如图2所示。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 新型 一体化 氧化 工艺 节能 特点
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 铝散热器项目年度预算报告.docx
铝散热器项目年度预算报告.docx
-
牛津上海版通用小学英语三年级上册Unit 12同步练习2II 卷.docx
-
论我国私营企业员工激励机制.docx
-
人教版五年级品德与社会上册全册教案.docx
-
开学啦国旗下讲话稿三分钟.docx
-
露天采矿学复习题.docx
-
六年级英语教师年度考核个人总结.docx
-
某路站综合体项PC吊装施工方案.docx
-
人教版九年级历史上册期末考试试题一套.docx
-
隆昌妇幼保健院.docx
-
芦二矿抽采达标中长期规划.docx
-
看拼音写词语.docx
-
模拟磁盘调度算法系统的设计毕业设计.docx
-
每周一条名言警句或一首诗词.docx
-
棉花膜下滴灌示范工程设计总结报告.docx
-
九年级化学教案第十单元酸和碱教案新人教版.docx
-
宁波市水资源公报.docx
-
农业实用技术培训工作意见与农业局上半年工作总结范例两篇汇编.docx
-
平行线的判定.docx
-
内部会计管理制度11成本核算制度.docx
-
盘扣式脚手架支撑方案.docx
-
旅游规划模板.docx
-
煤矿大本大专毕业设计大采高综采工作面作业规程.docx
-
美学选择题整理课件资料.docx
-
名家论腹泻慢性肠炎.docx
-
宁夏银川市第一中学学年高一上学期期中考试地理试题解析解析版.docx
-
年产吨精密纤维纸项目建设建议书.docx
-
农技推广中心工作总结.docx
-
彭宇案的法逻辑批判.docx
-
宁夏仕奇房产网发布份房地产交易情况.docx
-
项目推荐书智能温控节能系统.docx
-
区县节日期间加强消防安全讲话稿与区发改委领导班子述职述廉报告汇编.docx
-
甘肃省天水市学年高一英语下学期第二次月考试题B卷.docx
-
福建省龙岩市届高三下学期教学质量检查 英语 Word版含答案.docx
-
PE管道定向钻穿越公路工程施工方案.docx
-
处级干部试用期总结.docx
-
二年级数学上册第二单元备课教案.docx
-
地理信息系统选择题及判断.docx
-
福建医科大学药物分析练习题集.docx
-
护士个人实习心得体会.docx
-
川藏铁路工程建设安全面临的挑战与对策.docx
-
安全自查报告汇总7篇.docx
-
阜阳市颍东区衡水实验中学学年高一上学期第四次调研考试物理试题含答案.docx
-
度标准市安监局工作总结.docx
-
教育学习文章教师年度考核个人工作总结1.docx
-
国民收入的分配历史教学设计.docx
-
国旗下演讲稿让我们的美永远在校园流淌多篇.docx
-
第二学期小学综合实践工作总结与第二学期小班班主任工作总结汇编doc.docx
-
八年级道德与法治下册复习提纲0528.docx
-
改自我鉴定.docx
-
海螺岛通岛临时路项目.docx
