 焊接材料消耗定额准则.docx
焊接材料消耗定额准则.docx
- 文档编号:5888136
- 上传时间:2023-01-01
- 格式:DOCX
- 页数:15
- 大小:146.90KB
焊接材料消耗定额准则.docx
《焊接材料消耗定额准则.docx》由会员分享,可在线阅读,更多相关《焊接材料消耗定额准则.docx(15页珍藏版)》请在冰豆网上搜索。
焊接材料消耗定额准则
焊接材料消耗定额标准
Q/HZMB103-79
二零零四年十月
使用说明:
1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产
时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所
用的焊条选用之。
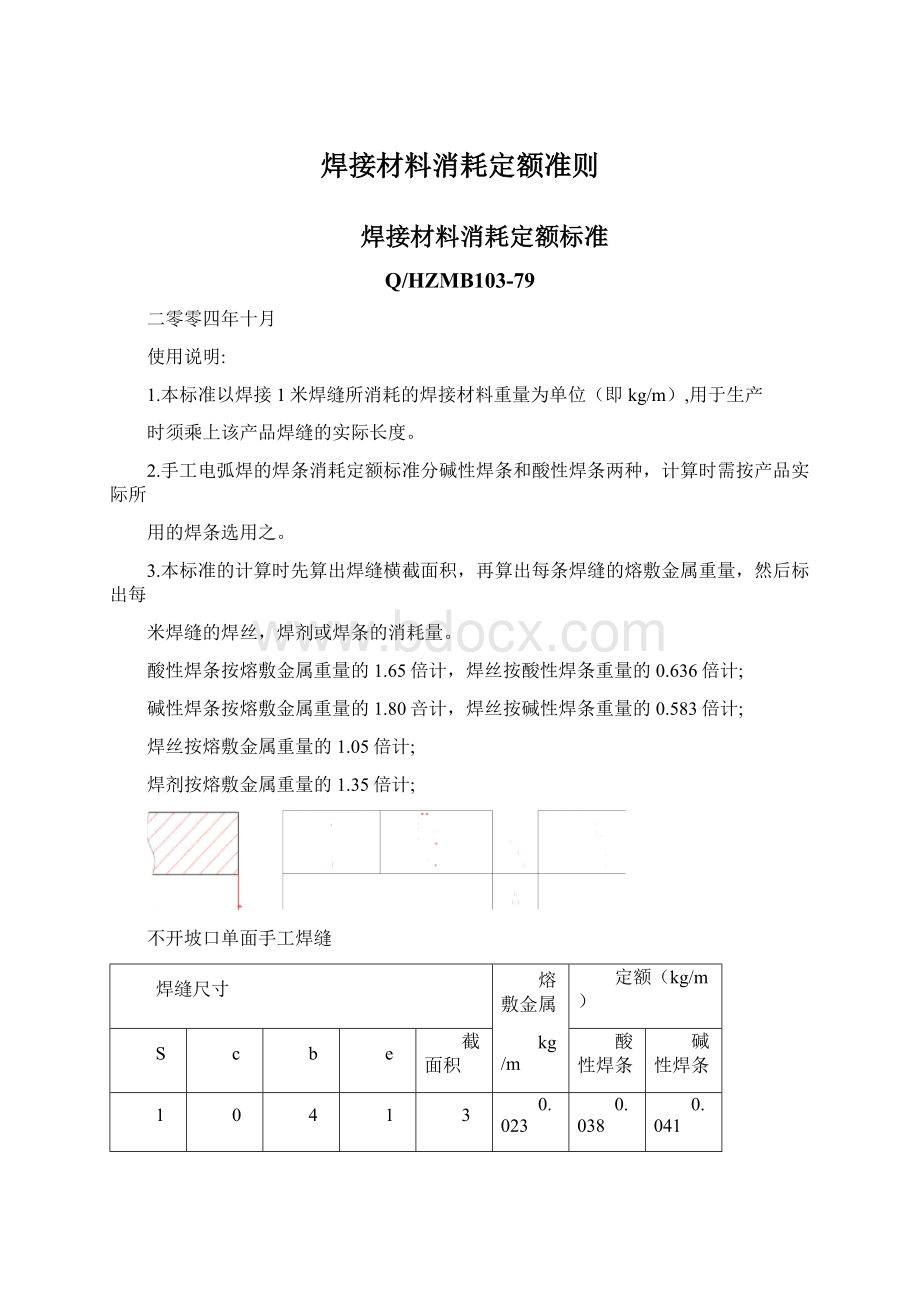
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每
米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;
碱性焊条按熔敷金属重量的1.80咅计,焊丝按碱性焊条重量的0.583倍计;
焊丝按熔敷金属重量的1.05倍计;
焊剂按熔敷金属重量的1.35倍计;
不开坡口单面手工焊缝
焊缝尺寸
熔敷金属
kg/m
定额(kg/m)
S
c
b
e
截面积
酸性焊条
碱性焊条
1
0
4
1
3
0.023
0.038
0.041
1.5
0
5
1
4
0.031
0.051
0.056
2
1
6
1
6
0.047
0.078
0.085
3
1
8
1
9
0.7
0.115
0.126
焊缝尺寸
熔敷金属
kg/m
定额(kg/m)
s
c
b
e
截面积
酸性焊条
碱性焊条
3
1
8
1
14
0.109
0.18
0.196
4
2
10
1
21
0.164
0.27
0.295
4.5
2
10
1
22
0.172
-0.28
0.31
5
2
12
1
26
0.204
0.34
0.37一
6
2
14
1
30
0.235
0.39
0.42
8
2.5
16
1.5
51
0.400
0.66
0.72
10
2.5
18
1.5
57
0.448
0.74
0.81
1_
Z3
三V型坡口单面手工焊缝
/<
J、'、]'-{
”/..■■--•\x J—,WF—'T 、■- ...X. : 'W7, ? ;--' \ 0 二J匸-,■>J-- 焊缝尺寸' 1 熔敷金属 kg/m 定额(kg/m) s a P: c b e 截面积 酸性焊条 碱性焊条 3 700 1' 1.5 8 1 12.6 0.098 0.162 0.176 4 700 1 1.5 8 1 17.6 0.137 0.226 0.247 5 700 1 1.5 10 1 25.3 0.197 0.325 0.355 6 700 2 2.5 10 1 32.8 0.256 0.423 0.460 8 700 2 2.5 14 1.5 59.2 0.462 0.763 0.830 10 650 2 2.5 16 1.5 85.8 0.670 1.110 1.210 12 650 2 2.5 18 1.5 118 0.920 1.524 1.660 14 650 2 3 20 1.5 176 1.370 2.260 2.470 焊缝尺寸 熔敷金属 kg/m 定额(kg/m) S a P c b b1 e=0 截面积 酸性焊条 碱性焊条 5 7CP 2 2 10 8 1 28.3 0.221 0.365 0.398 6 7CP 2 2 10 8 1 35.2 0.274 0.452 0.494 8 70° 2 2 14 10 1.5 65.2 0.510 .0.841 0.920 10 6呼 2 2 16 10 1.5 86.7 0.676 0.120 1.220 四V型坡口双面手工焊缝 aryV V.… 五对称双面X型坡口手工焊缝 焊缝尺寸, 熔敷金属 kg/m 定额(kg/m) S a P c b e 截面积 酸性焊条 碱性焊条 12 650 2 '3 12 1 83.8 0.665 1.08 1.18 14 650 2 3' 14 1 104.4 0.83 1.37 1.49 16 600 2 3 15 1.5 134.5 1.05 1.73 1.89 20 600 2 3 16 1.5 185.5 1.45 2.39 2.61 22 600 2 3 17 1.5 215.5 1.68 2.77 3.02 25 600 2 3 19 1.5 265.5 2.07 3.42 3.72 28 600 2 3 21 1.5 321 2.50 4.12 4.50 30 600 2 3 22 1.5 359.5 2.80 4.62 5.05 32 600 2 3 23 1.5 402 3.19 5.16 5.74 36 600 2 3 26 1.5 493 3.84 6.35 6.91 40 650 2 3 28 2 610.6 4.76 7.85 8.56 46 600 2 3 31 2 810.6 6.31 10.4 11.35 50 600 2 3 34 2 905.6 7.06 11.65 12.75 焊缝尺寸 熔敷金属 kg/m 定额(kg/m) S b e 截面积 酸性焊条 碱性焊条’ 12 16 1.5 148 1.16 1.92 2.09 14 16 1.5 180 1.41 2.34 -2.54 1 16 20 1.5 219 1.72 2.84 3.10 24 22 2 282 3.00 4.95 5.40 26 24 2 429 3.36 5.55 6.05 18 20 1.5 255 2.00 -3.30 3.60 20 22 2 302 2.37 3.92- 4.28 22 22 2 341- 2.67 4.40 4.80 28 24 2 473 3.72 6.15 6.70 30 24 2 519 4.08 6.75 7.35 七不开坡口丁字接头单面手工焊缝 焊缝尺寸 熔敷金属 kg/m 定额(kg/m) S k e 截面积 焊丝 酸性焊条 碱性焊条 2 2 1 4 0.0312 0.0328 0.0515 0.0562 3 3 1 8 0.0625 0.0656 0.103 0.113 4 4 1 12 0.0936 0.0983 0.155 0.169 5 5 1 18 0.14 0.147 0.23 0.252 —m2 6 6 1.5 27 0.21 0.221 0.347 0.378 7 7 1.5 35 0.275 0.289 0.454 0.495 8 8 1.5 44 0.344 0.361 0.568 0.62 9 9 1.5 54 0.424 0.445 0.70 0.763 10 10 1.5 65 0.51 0.536 0.843 0.92 11 11 1.5 77 0.604 0.634 0.997 1.087 12 12 1.5 90 0.703 0.738 1.16 1.27 13 13 1.5 104 0.82 0.861 1.35 1.48 14 14 1.5 119 0.93 0.977 1.53 0.68 15 15 1.5 135 1.06 1.113 1.75 1.91 16 16 1.5 152 1.19 1.25 1.97 2.14 18 18 1.5 189 1.48 1.554 2.44 2.67 20 20 1.5 230 1.8 1.89 2.97 3.24 22 22 2 286 2.23 2.342 3.68- 4.02 24 24 2 336 2.64 2.772 4.36 4.75 25 25 2 363 2.83 2.972 4.67 5.1 28 28 2 448 3.5 3.675 5.77 6.3 30 30 2 510 4.0 4.2 6.6 7.2 八单面V型坡口角度手工焊缝(双面焊) 焊缝尺寸 熔敷金属 kg/m 定额(kg/m) S b e k 截面积 酸性焊条 碱性焊条 4 8 1 3 23.2 0.181 0.299 0.326 5 9 1 3 30 0.234 0.386 0.421 6 11 1 3 38.7 0.302 0.50 0.544 8 14 1.5 5 72.7 0.567 0.935 1.02 10 17 1.5 5 100.7 0.785 1.30 1.41 12 20 1.5 5 134.5 1.05 1.73 1.89 注: 双面焊定额加倍.S1>S. 14 23 1.5 5 174 1.36 2.24 2.45 16 26 1.5 7 231 1.80 2.97 3.24 20 32 2 7 349.1 2.72 4.5 4.9 22 34 2 7 410.3 3.2 5.28 5.76 25 38 2 7 515.6 4.02 6.65 7.25 28 42 2 7 633.5 4.93 8.15 8.9 30 46 2 7 721.3 5.62 9.3 10.1 九油缸缸底焊缝焊丝定额 d d外 d1 H 焊缝长度 (m) 焊丝重量 (Kg) 每米焊丝定额 (Kg), a ©63 ©83 ©67 3 0.236 0.114 0.484 0o 2 0.12 0.491 15o 2 0.1 0.414 0o ©89 ©67 2 0.245 0.18 0.713- 0o ©71 2 0.252 0.13- 0.51 0o ©80 ©102 ©84 2 0.293 0.15 0.51 0o ©107 0.301 0.23 0.77- 0o ©100 ©121 ©104 2 0.354- -0.17 0.46 0o ©127 ©104 0.363 0.24 0.67 0o ©105 0.365 0.26 0.712 0o ©109 0.371 0.19 0.51 0o ©110 ©133 ©114 2 0.388 0.22 0.554 0o 0.37 0.944 45o ©125 ©146 ©129 1 2 0.432 0.2 0.459 0o ©152 ©129 1 0.442 0.34 0.77 0o 0.41 0.924 15o ©159X20 ©12'9 0.453 0.68 1.49 15o ©140 ©168X18 ©144 3 0.49 0.46 0.933 0o 2 0.41 0.83 0o ©168 ©146 2 0.494 0.36 0.72 0o ©1641 ©144 2 0.484 0.3 0.605 0o ©168 2 0.49 0.49 1.00 15o ©160 ©194X21 ©164 2 0.563 0.7 1.23 0o 0.84 1.49 15o ©168 0.569 0.66 1.15 0o ©180 ©219X24 ©184 2 0.634 1.04 1.63 0o 1.26 1.98 15o ©186 0.637 0.93 1.46 0o ©200 ©245X28 ©204 2 0.706 1.53 2.17 0o 1.88 2.66 15o ©206 0.709 1.4 1.98 0o 1.72 2.42 15o ©230 ©273X28 ©234 2 0.797 1.58 1.98 0o 1.93 2.42 15o ©236 0.8 1.44 1.80 0o 1.76 2.20 15o ©238 0.803 1.31 1.63 0o 1.59 1.98 15o ©250 ©299X30 ©254 2 0.869 2.24 2.58 0o 2.75 3.16 15o CG1-30型气割机切割规范 割嘴编号 切割厚度 mm 氧气压力 MPa 乙炔压力 MPa 切割速度 mm/min 00 5~10 0.20~0.30 600~450 0 10~20 >0.03 480~380 1 20~30 0.25~0.35 400~320 2 30~50 350~280 3 50~70 0.3~0.4 — -300~240 4 70~90 ■>0.04 260~200 5 90~120 0.4~0.5 210~170 钢板常用材料: A3、A3F、B3F、20、35、45、l6Mn、16MnCu、15MnV 常用厚度: 5、6、810、12、14、16、18、20、22、25、2830、32、 36、40、46、50、60 碳当量计算公式(国际焊接学会): Cec=C+Mn/6+(C叶Mo+V)/5+(Ni+Cu)/15(%) I 当Cec>0.4%寸,焊接接头淬硬倾向大,易出现冷裂纹,需预热. Ito-Bessyo计算预热温度公式: I T0=35O、—(C)' ――To预热温度(C) [C]=[C]x+[C]P 尺寸碳当量: [C]p=0.005S[CX(S为板厚)成分碳当量: [C]x=C+(Mn+Cr)/9+Ni/18+7Mo/90 钢板最小弯曲半径 板材 弯曲半径 经退火 不经退火 钢Q2351530 0.5t t 钢A535 0.8t 1.5t 钢45 t 1.7t 铜 0.8t 铝 0.2t 0.8t 圆钢最小弯曲半径 钢管最小弯曲半径I. 钣金展开公式 L=(0.5nXR+Y系数XT)X(0/90) L: 钣金展开长度;R: 折弯处的内侧半径;T: 材料厚度;0: 折弯角度;丫系数: 由折弯中线的位置决定的一个常数,与K系数的关系: 丫=(n/2)XK。 材料 Y系数 K系数 软黄铜(Softbrass)和铜(copper) 0.55 0.35 硬黄铜(Hardbrass)和铜、软钢(SoftSteel) 、铝(Aluminum) 0.640.41 硬铜、青铜(Bronze)、冷轧钢(Hardsteel) 、弹簧钢(Springsteel) 0.71 0.45 油缸油漆定额换算 (以长度1米为计量单位) ①50 ①76X15 0.239 0.029 0.058 0.013 ①63 ①89X16 0.279 0.034 0.068 0.016 ①80 ①102X14 0.320 0.039 0.078 0.018 ①107X18 0.336 0.041 0.082 0.019 ①100 ①114X10 0.358 0.043 0.086 0.020 ①121X16 0.380 0.046 0.092 0.021 ①127X17 0.399 0.048 0.096 0.022 ①110 ①133X15 0.418 0.051 0.102 0.023 ①127X11 0.399 0.048 0.096 0.022 ①125 ①159X20 0.499 0.060 0.120 0.027 ①152X17 0.477 0.058 0.116 0.026 ①146X18 0.458 0.055 0.110 0.025 ①140 ①168X18 0.528 0.064 0.128 0.029 ①164X18 0.515 0.062 0.124- 0.028 ①180X25 0.565 0.068 "0.136 0.031 ①160 ①194X22 0.609 0.073 0.146 0.033 ①180 ①232X31 0.728 0.088 0.176 0.040 ①219X24 0.688 0.083 0.166 0.038 ①200 ①245X28 0.769 0.093 0.186 0.042 ①230 ①299X30 0.857 0.103 0.206 0.047 ①250 299X30 0.939 0.113 0.226 0.051 ①280 325X30- 1.021 0.123 0.246 0.056 ①300 ①351X30 —1.102 0.133 0.266 0.060 ①320 ①377X34 1.184 0.142 0.284 0.064 ①360 ①426X38' 1.338 0.161 0.322 0.073 ①400 ①480X45 1.507 0.181 0.362 0.082 ①465X38 1.460 0.176 0.352 0.080 注: 1)底漆及面漆的型号、颜色,根据设计要求确定。 2)稀释剂品种根据漆的品种来选定。 3)底漆: 0.1~0.12kg/m稀释剂: (底漆+面漆)X(0.15~0.18)结构件底漆: 0.1~0.12kg/rT;面漆: 0.24kg/m(两次);稀释剂: (底漆+面漆)X0.3。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊接 材料 消耗 定额 准则
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 对中国城市家庭的教育投资行为的理论和实证研究.docx
对中国城市家庭的教育投资行为的理论和实证研究.docx
-
二年级下册数学练习题大全.docx
-
二十年后回故乡的优秀作文.docx
-
软基换填施工方案.docx
-
《黑白装饰画》教案.docx
-
课堂教学改革实施方案5篇.docx
-
返璞归真简约致美解读《给予树》教学设计语文.docx
-
离职证明范本精选多篇.docx
-
《天局》全文.docx
-
我害怕作文集合15篇.docx
-
伏魔战记39详细攻略.docx
-
幼儿园学期计划.docx
-
雅思分类打印版Word格式文档下载.docx
-
年产1万吨竹子纤维加工项目可行性研究报告文档格式.docx
-
电商产业化项目投资经营商业计划书Word文件下载.docx
-
医学多媒体课件的设计与制作Word文档格式.docx
-
中学生中秋节想象作文Word格式.docx
-
等保20之漏洞扫描系统技术方案建议书Word文档格式.docx
-
培训学校个人工作计划模板5篇Word格式.docx
-
北京各区二模试题分类汇编文言文阅读Word文档下载推荐.docx
-
不同职业病危害因素的防护常识Word格式文档下载.docx
-
一年级上册同音形近字练习汇总Word文档格式.docx
-
班级家长会上班主任教师讲话稿Word下载.docx
-
科斯塔环载波恢复Word文件下载.docx
-
浙教义务版六年级语文下册教案 花潮Word文件下载.docx
-
集成电路设计与集成系统专业Word格式文档下载.docx
-
开工第一课专题讲座观后感文档格式.docx
-
东城区学年第一学期高三期末化学试题及答案Word格式文档下载.docx
-
苏教版六年级语文下册第七单元测试题Word格式文档下载.docx
-
学长征精神做红色传人活动方案文档格式.docx
-
读书笔记150字30篇文档格式.docx
-
中级经济法考前必背法条精华版备考资料Word格式.docx
-
精选审批稿新建防洪堤保护圈土建工程设计实施项目可行性方案Word格式文档下载.docx
-
最新教育随笔教育故事Word格式.docx
-
锅炉水处理作业人员考核作业指导书Word文档格式.docx
-
九年级物理 第十四章 压强和浮力复习教案 人教新课标版Word格式文档下载.docx
-
八年级语文下册第六单元检测题带答案文档格式.docx
-
XXXX综合医院弱电智能化系统工程初步设计方案Word格式文档下载.docx
-
国培研修总结与反思Word文档格式.docx
-
20XX焊工安全培训测试题库及答案Word格式文档下载.docx
-
课本文言文知识归纳Word文档下载推荐.docx
-
爱国爱岗爱企征文7篇文档格式.docx
-
爆破等级划分表全集文档Word文档格式.docx
-
大学生知识竞赛主持词8篇Word文件下载.docx
-
开学第一课安全主题班会记录Word格式.docx
-
何凯文1575词汇考研高频词汇Word下载.docx
-
本专业技术工作总结多篇范文与本人工作总结多篇范文汇编Word文档下载推荐.docx
-
201X年第二学期初三班主任工作总结范文Word文档格式.docx
-
大学英语视听说第三册答案文档格式.docx
-
词语搭配病句类型病句类型的标志词Word文档格式.docx
-
考试常用会计分录汇总文档格式.docx
