 工业炉设计说明书.docx
工业炉设计说明书.docx
- 文档编号:5783202
- 上传时间:2023-01-01
- 格式:DOCX
- 页数:66
- 大小:499.09KB
工业炉设计说明书.docx
《工业炉设计说明书.docx》由会员分享,可在线阅读,更多相关《工业炉设计说明书.docx(66页珍藏版)》请在冰豆网上搜索。
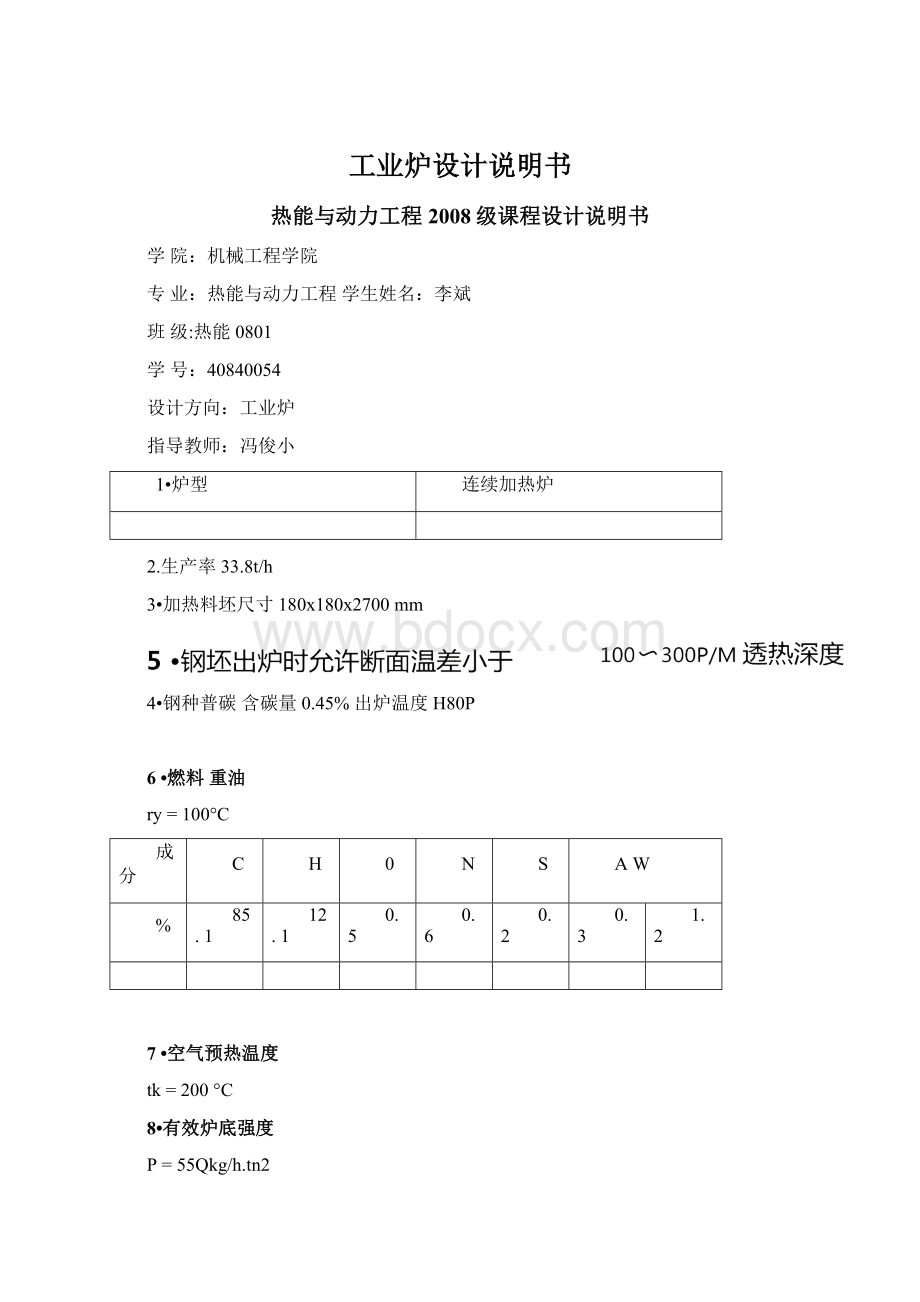
工业炉设计说明书
热能与动力工程2008级课程设计说明书
学院:
机械工程学院
专业:
热能与动力工程学生姓名:
李斌
班级:
热能0801
学号:
40840054
设计方向:
工业炉
指导教师:
冯俊小
1•炉型
连续加热炉
2.生产率33.8t/h
3•加热料坯尺寸180x180x2700mm
4•钢种普碳含碳量0.45%出炉温度H80P
6•燃料重油
ry=100°C
成分
C
H
0
N
S
AW
%
85.1
12.1
0.5
0.6
0.2
0.3
1.2
7•空气预热温度
tk=200°C
8•有效炉底强度
P=55Qkg/h.tn2
设计过程或说明
结果
备注
一.初步设计
1.1炉型
1.1丄生产方式:
连续式
1.1.2.炉型:
推钢式
选择原因:
钢坯尺寸为180x180x2700mm是规则的几何形状,
采用推钢式加热运行成本和维护费用相对较低。
1.1.3加热制度:
三段式加热
选择原因:
生产率>30〃/?
三段式可提高生产率,出炉温差小,
容易实现操作。
1.1.4.加热方式:
双面加热
选择原因:
由于料坯尺寸适中,长度较长采用双面加热可增人加热面积。
1.1.5.装出料方式:
端进端出
选择原因:
由于连续推钢所以需要端进,料坯较宽较长宜采用端出,推钢操作设施简便。
1.1.6.布料方式:
单排布料
选择原因:
本炉设计产量为33.8t/h,属于较低产量,适宜采用单
排布料,双排或多排布料操作麻烦,温度不均。
1.1.7.炉顶:
拱顶
选择原因:
料坯长为2700mm单排布置,故炉内宽B=2700+2*a
a=200mm~300mm,所以B不超过4m。
1.2炉衬结构:
三层浇注料,采用耐火层+绝热层+保温层三层结构外加钢结构保护层。
选择原因:
浇注料灵活好用,工序先进简单。
1.3燃料:
重油(题目给定)
1.4燃烧装置:
低压油喷嘴,空气预热
选择原因:
空气预热温度<300°C选用低压油喷嘴较为经济。
烧嘴采用侧面布置,这样安置简单,炉长方向易均匀,单个烧嘴能力人。
1.5预热装置:
金属换热器
选择原因:
利用炉内排出的高温烟气对空气进行预热,可节约燃料,提高效率和理论燃烧温度。
选择小型金属换热器安装位置在炉顶上部专用的钢结构支撑。
1.6供风装置:
加热炉上供燃烧用的一般都采用离心式风机,供通风用的一般都选用轴流式风机。
1.7排烟方式:
采用自然排烟方式
1.8冷却方式:
水冷
选择原因:
炉子内部采用水管冷却,炉头处采用水冷梁冷却,纵横冷水管滑道支撑能力好。
1.9炉子的机械化规模:
1.9.1仪控系统:
热工检测和自动调节装置。
测量参数:
(1)温度(炉温.料坯.预热空煤气•烟气温度)
(2)压力(炉压.风压.油压)
(3)流量(重油量.蒸汽量.风量)
(4)烟气成分分析
自动调节参数:
(1)炉温调节(炉内供热)
(2)燃烧调节(空燃比)
(3)炉压调节
1.9.2炉子各部位机械结构:
炉门选择:
炉尾:
车底式炉门
炉头:
扇轮式炉门
选择依据:
装出料方式决定炉门大小和安放位置
预留孔洞:
检测用:
测温孔•测压孔.烟气分析孔
其它用:
扒渣孔•人孔.窥视孔
钢结构支架:
主要有:
侧立柱.拱角梁.水平拉杆.炉尾钢板
二.技术设计
2.1燃料燃烧计算
内容包括
(1)
单位燃料完全燃烧空气需要量
Ln
(2)
单位燃料完全燃烧燃烧产物量
匕
(3)
燃烧产物成分分析及其密度
P
(4)
理论燃烧温度
6
(5)
燃料低位发热屋
0
2.1.1燃料类型和成分重油
成分
C
H
0
N
S
A
W
%
85.1
12.1
0.5
0.6
0.2
0.3
1.2
2.1.2燃料低位发热量计算
Qd=339ACy+1030Hy-108.9(0〉'—S')—25.12W'
=41257.6AV/Kg
2.1.3空气消耗系数的确定
液体低压烧嘴:
1.10-1.15,取n=1.12
2.1.4空气需要量与燃烧产物量
(1)理论空气需要量
Uo=0.0889Cy+0.2667Hy+0.0333(S'—O')=10.8w3/Kg
Eo=Z?
'ox(l+0.00124g:
o)=10.8x(l+0.00124xl8.9)
=11.05/Kg
(2)实际空气需要量
Un=11x1/0=1.12xl0.8=12.096/Kg
设计过程或说明
结果
备注
Un=nxUo=1.12x11.05x12.376/w3/kg
(3)实际燃烧产物量
%=比。
2+%。
+%+%+%
其中.乂(入=0.0187xCy=1.59m3//^
%=0.112xH〉+0.0124W'+0.00124g=xUn
=1.653"/Kg
匕s=0.0075v=0.001W/Kg
V(K=0.2l(n-l)I^o=0.272屛/Kg
Vv,=0.008A^v+0.79Z?
/?
=9.56m5/Kg
W=1.59+1.653+0.0014+0.272+9.56
=13.(W/Kg
2.1.5燃烧产物成分及密度
(1)燃烧产物成分:
V159
CO.-5x100—、xlOO-12.16
-Vn13.08
HQ-Vhz°xlOO-1,653xlOO-12.64
-Vn13.08
Vn777
O;—QxlOO—•xlOO-2.08
・Vn13.08
SO;-X100-00014X100-0.0107
-Vn13.08
N\-VnzXlOO-9,56xlOO-73
・Vn13.08
(2)燃烧产物密度:
设计过程或说明
结果
备注
44CO;+18HQ+64SO;+320;+28N;
p=====
22.4x100
=1.283Kg/卅
2.1.6理论燃烧温度与实际温度
(1)理论燃烧温度1
耳_2+严+严-0,其中,。
可忽略不计
0=41257.6KJ/Kg
/
a=200X[(1.12X11.05X13097)+(0.00124x18.9x1.12x11.05x1.5174)]
=3330(KJ/Kg)
若不估计分解热则
可估计理论燃烧温度为1800°C,此时
Cp=(12.16x2.4226+12.64x1.9055+2.08x1.5559+73x1.4705)/100
=1.64/CJ/CC*m3)
‘=0+0=41257.6+3330=207%
"VnxCp13.08x1.64
在温度为2078°C情况下,若考虑产物分解
假设炉压为2內,则CO/分压约为O.12xlO5P«,fco2=0.173
HQ分压约为).13xl0'Pa,九°=0.057
则
Q(=12600x0.173xl.59+10800x0.057x1.653=4483.5(AV/Kg)
于是f_Q,+Q一©_41257.6+3330-4483.5_]沪op
/VnxCp13.08x1.64
与假设有较大落差,重新估计理论燃烧温度为1900度,炉压不变贝畑=0.072,fHzO=0.027
/
于是=0+Z=41257.6+3330-1924=血化
VnxCz,13.08x1.64
与假设相差不大,故理论燃烧温度取两者平均值1944°C
(1)实际燃烧温度ts=f?
lxfl
根据连据连续加热炉,强度为P=550Kg/h•nr
取%=0.725,所以实际燃烧温度^=0.725x1944^1400^
2.2炉膛尺寸确定
2.2.1炉子的基本尺寸确定
(1)有效炉长
G_33.8x1000~nLP,."1x2.7x550
根据钢坯尺寸取推钢比为200,允许的最人推钢长度为0.18*200=36m,大于炉宽,所以不需要采用双排布料。
(2)炉子内宽
B=nl+(n+l)a,a为每排料坯之间的间隙d=0・2〜03取0.25
3=2.7+0.5=3.2加
(3)炉膛高度和炉型曲线
根据经验可选取各部位炉膛高度
预热段比=比=1.1m,加热段Q=//,=1.6m,均热段亿=l-5m
炉尾抬髙段H5=1.6m,火压高度比=25+(100〜150)
=360+(100〜150)取480mm
2.3三段式炉温制度和供热制度
钢坯入炉时表面温度tmz0=20"C,钢坯入炉时屮心温度%。
=20"C
钢坯预热终了进入加舸时表面温度,助间=700。
C,
钢坯预热终了进入加舸时中心温度,/心后期计算决定,
钢坯加热终了进入均牺时表面温度,助,心=1180°C,
钢坯预加终了进入均舸时中心温度,/”心后期计算决定,钢坯出炉时表面温度,仁3=1180。
。
钢坯入炉时中心温度,/,”护题目给定的允许断面雄决定
烟气出炉温度,取或=750°(7,
烟气从加热段进入预臟时的温度,取^=iio(rc,
烟气从均热段进入加臟时的温度,取^=1400°C,烟气在均热段温度,取庐=仁3+(20〜40)取1210°C,
2.3.2供热制度
三段式制度炉温分为预热段•加热段•和均热段,炉型也分为三段,燃料主要消耗于均热锻和加热段。
有三个供热点,均热段.上加热.卞加热。
各段燃料供入比例为均热:
上加热:
卞加热为30:
40:
60,按其总量的130%计算。
2.4加热时间的确定
2.4.1预热时间计算
(1)炉气平均温度
—1
4=-g+Q)=0.5x(750+1100)=925°C
(2)钢坯表面平均温度
——2?
G+亍(%厂仁。
)=20+-x(700-20)=473P
(3)总合导热系数的计算
A,辐射系数计算
计算项目
计算公式
炉底面和
\f=bl\
炉壁面和
|F;=(3+2H)L
炉膛体积
S-3.6V.
气层有效厚度
Fg
炉气平均温度
_氧化碳PS值
_氧化碳黑度
杳图
水葵气PS宿■
水菱气黑度
—查图二^
Cw
Cc
炉气黑度
£o=氏Q+C/j
钢坯表面黑度
钢坯表面和
角度系数
问严耳冴]
5.760
•
1.37
2.07
1201K
1523K
16.95
25.69
0.13
0.154
17.51
26.47
0.144
1.55
0.97
0.97
1.05
1.05
0.276
0.312
0.8
0.8
卩•叫2.&Z,
0.540.41
设计过程或说明
结
果
备
注
厂厂
[(訝-(制]a辐厂〒—
辭_”曲,由以上表中数据计算炉气.炉壁对金表面的
导来辐射系数
C_5.6766[1+俺(1-6)]
0126+%(1-6)(6+6-)
_5.67x0.35x0.8[1+0.52(1-0.35)]_?
肿屮
035+0.52(1-0.35)(0.35+0.8-035x0.8)'
C一5・67£。
6[1+%(1—6)]
"^0+^120-^o)(^O+e2~£Q£Q)
__5.67x0.35x0.8[U0.52(l-0.35)]_3珊/府f
0.35+0.52(1—0.35)(0.35+0.8—0.35x0.8)'
3.3[(12.01)—(7.46忙]2&4皿冲
辐1201-746
5对流辐射系数计算
©对=5.7x(1+0.55x1.23x1.5)=11.48w/m2-k
所以a=a酉+a对=]28.4+11.48=140w/m2•k
(4)热流密度:
q=必/=140(925—473)=63280w/〃/
(5)料坯导热系数a(假设预热后端面平均4A差0为70。
0
预热段料坯平均温度v=tmsl-=473--x70=426°C
(6)预热时间计算(用第二类边界条件分析计算)
查考资料得到含碳量).45%的普碳钢导热系数i=42.8\v/〃7・°C,导温系数为
1.013xl0-5m2/5,根据计算简化条件不妨假设r>5'-°°9'一-266.54s,
3a3x1.013x10-'
再NXS,由厶式f'始+2%几[s'+"S)3人C
甬r/222.S2“cc“、242.82.0.092
得=[(Ccl_Cv0)x—x—--1x一=[(700_20)xx-—lx
預zzulqs32a632800.0932xl.013xl0-5
s2o092
-3820$〉-s-266.545,所以假设成立,预热时可为环-3820s
3a3x1.013x10-'饮
令x=o,由上式求得的预热结束后料坯中心点温度为
设计过程或说明
结果
备注
qSr2ar1_
Sd=CncO+
2~3]
…632800.097xl.013xl0"5x38201
-20+
—x——[;j=633vC,
2
42.80.0923
预热结束时,料坯断面品差为M-9x$-63280x009-66.5P,
2X242.8
与假设的爼=7(rc相差不大,上述结果可取。
预热结束时断面怙温差
为人均=也
2?
一一x/V=700--x66.5=656°C
33
2.4.2加热时间的计算
(1)加热段平均温度(瞅方均温)
⑺心)4=|
[(几J+SsJ4]=少7『+1453“]=心厂1279K,仏=1006°C
(2)加热段平均温度(几何均值计算)
(人丿4=J(T4岸一厂"心)了J一广呦)+(人心)4
=J(1673"
-1453’)(1373"-9734)+(1279)4
=>j^=1543K,:
=1270°C
(3)综合传热系数
炉气.炉壁对金属表面的导來畐射系数
C_5.67£°6[1+%(1-£。
)]
012”
久(1—勺胰+冬一勺勺)
__5.67x0.35x0.8[l+0.52(l-0.35)]—33计/K4
0.35+0.52(1—0.35)(0.35+0.8—0.35x0.8)"
由此求出辐射给热系数
Qn[(
T“T
&2/1ffts2
100}(100)」_3.3[(15.43)—(12.79)“]一7小,血*
%
Tx2~Tms21543-1279
所以综合传热系数为z=a辐+Q对=374.1+11.48=385.53加加?
弋(4)料坯导热系数a(假设预热后端面平均JA差d为70°C)
22
预热段料坯平均温度、,=-—2=1006-—x70=959.3°C
•33
(5)加热时间计算
查表得到导热系数l=27.2w/zn°C,导温系数为0.53xl0f/s
设计过程或说明
结果
备注
由公式胃:
-,罗)计算得%(<,罗)
G一-均y九、.儿
1270-1180_.
--0.147
1270-656
由于“S=385.53x0.09=]276
227.2
查图得到处-1.7,所以5L7xS[1.7x0.09:
_2598sS2川a0.53x10-5
由公式鱼一也-①”“•(;,°:
)计算得
心一人均5z
—/—、水#CIT%
fmc2-2一4一4均)g”c(s2,)
=1270-(1270-656)•①”“(1.7,1.278)
=1270-614x0.25=1116.5^
所以加热结束时料坯断帀温差为=/V”心-Gg
=1180-1116.5=63.5P和假设的=7(TC很接近上述结果可取。
加热结束时断面平均鍛为
27
切=Uz-jxAZ=1180-亍x63.5=1137.7°C
2.4.3均热段时间计算(第-类边界条件)
(1)均热段钢坯表面平塑度(算术平均温度)
f"“3=+仁3)=1180P
(2)均热结束时断面温差
△厶VSX(100〜300)=0.09x100=0.9°C取7°C
(3)料坯导温系数?
查资料得到L180°C,钢坯导热系姒=29.7w加°C,密度
p=7820Kg/汩,Cp=0.69IK//Kg•。
C,所以
/29.7c■4\c-5r,
a===0.34x10nrIs
Cp・p0.691x7820x1000
(4)均热时间计算(表面越维持不变)
5=0(£),由于5=垄=丄=0.11,所以①(W)=0.17
均热时间:
TjUn=1200S
S-\t263.5S・
查图可得Z=0.&所以环=0.8x°°9-=1200s
S'JJ0.54xl0-5
2.5各段长度的确定
总加热时间%.=3820+2598+1200=126.97mm
T2090
%=126.97niii预〜热段
Ly=11Am
加热段
Lj=7.77加
均热段
厶加=3.59,«
预热段长度Ly=」xL,=——x22.76=11.4/^占全长的50.1%
'%效7618
T。
气9只
加热段长度Lj=-^xL,=^—x22.76=7.77/w,占全长的34.1%
"T&“7618
均热段长度L^=HlxL效=222x22.76=3.59,占全长的15.8%
%.7618
2.6砌体设计
砌体设计的主要内容式:
正确选择耐火材料与绝热材料;正确决定炉墙、炉顶与炉底结构:
确定砌体的系列尺寸;按照炉子的热工要求正确设计燃烧室、排烟道等。
2.6.1、预热段
预热段炉膛内壁温度用经验公式求得:
g=750°C
心=乙+(50~100),°C可以取750°C
材料选择和参数假设如F
N
料材
度
温C)高e最
11/二.h导mA/扌八al
KC
5)驚
耐火层
R
绝热层
00
9
R
保温层
00
6
S
0—tl
Ri
七2R2七3只3七4
①,兄3
耐火层
隔热层
保温层
温度假设:
t]=750°C、
t2=
650°C、
t3=400°C.t4=70°C
_p2(T>/T
无=由上表得知,兄与T为线性关系
T「l\
:
.Z=o+*b(7]+T2)
人=[0.72+0.5xlO-3x-x(750+650)]x1.16
2
=1.241w/m°C
=[0.062+0.177xl0_3xix(650+400)]xl.l6
=O.18Ow/〃7・°C
入=[0.04+0.16x107x*(400+70)]x1.16
=0.09vv//n-°C
a=(7.1+0.052Z4)x1.16=12.46w/m2-°C热阻R=2+冬+冬+l=1.245°c/w
\&a
750-70,
热流q==586.34w/〃厂
1.245
温度验算:
=640°C<900°C丄q=>r3=262°C<600°C
Z2
e
◎—『4=-r~c]n—=66.6°C
・几3
与假设接近,且符合材料适用温度限制。
21=1.241w/m°C
22=0.180w/7?
.°C
兄3=0.09vt7w°C
a=l2A6w/m2・°C
/?
=1.245°C/w
q=586.34vv//i2
262、加热段
加热段炉壁温度:
6[1+(1-6)(1-6)0•[厂_殆
6+久(1-6)6+6(1-6)]°■
式中:
厶、7\、T2——分别为炉气,炉膛内壁.物料表面温度
%6——分别为炉气和物料表面温度
%一一炉壁对物料表面角系数
由前面计算知7;=1543K,0=1279K,将加热段的参数带入上式计算得:
7;=1450K、t]=1177°C°
材料选择和参数假设:
$材
最咼温度(°C)
rph
•滞/m取八al
Kc
團1(r
耐火层
砖O
二1
-
\7质QN
/ H R 绝热层 F R 保温层 E E 物料表 面温度 用平均 温度计 参考书 [31P81 及P96 表4・16 耐火层隔热层 _rA(T)dT 兀=,由上表得知,兄与T为线性关系 TT =0.549vv/wr°C : .2=o+*b(7]+T2) 人=[0.25+0.22xlO-3x|x(U77+850)]xl.l6 =0.549W/W? ・°C =[0.062+0.177xl0-3xlx(850+520)]xl,16 =0.183w/m-°C 23=[0.04+0.16xl0-3xlx(520+70)]xl.l6 =0.101vv/w-°C a=(7.1+0.052)xl.16=12.5w/m2•°C? •+冬+生+丄=2.34°C/w ]177—20 热流q==492・3w/用 234 温度验算: =^-t/=>G=761°C<900oC 人


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 工业炉 设计 说明书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 铝散热器项目年度预算报告.docx
铝散热器项目年度预算报告.docx
-
牛津上海版通用小学英语三年级上册Unit 12同步练习2II 卷.docx
-
论我国私营企业员工激励机制.docx
-
人教版五年级品德与社会上册全册教案.docx
-
开学啦国旗下讲话稿三分钟.docx
-
露天采矿学复习题.docx
-
六年级英语教师年度考核个人总结.docx
-
某路站综合体项PC吊装施工方案.docx
-
人教版九年级历史上册期末考试试题一套.docx
-
隆昌妇幼保健院.docx
-
芦二矿抽采达标中长期规划.docx
-
看拼音写词语.docx
-
模拟磁盘调度算法系统的设计毕业设计.docx
-
每周一条名言警句或一首诗词.docx
-
棉花膜下滴灌示范工程设计总结报告.docx
-
九年级化学教案第十单元酸和碱教案新人教版.docx
-
宁波市水资源公报.docx
-
农业实用技术培训工作意见与农业局上半年工作总结范例两篇汇编.docx
-
平行线的判定.docx
-
内部会计管理制度11成本核算制度.docx
-
盘扣式脚手架支撑方案.docx
-
旅游规划模板.docx
-
煤矿大本大专毕业设计大采高综采工作面作业规程.docx
-
美学选择题整理课件资料.docx
-
名家论腹泻慢性肠炎.docx
-
宁夏银川市第一中学学年高一上学期期中考试地理试题解析解析版.docx
-
年产吨精密纤维纸项目建设建议书.docx
-
农技推广中心工作总结.docx
-
彭宇案的法逻辑批判.docx
-
宁夏仕奇房产网发布份房地产交易情况.docx
-
项目推荐书智能温控节能系统.docx
-
区县节日期间加强消防安全讲话稿与区发改委领导班子述职述廉报告汇编.docx
-
江苏省南京市届高三第二次模拟考试化学Word文档格式.docx
-
教师节祝福语简短一句话Word文档格式.docx
-
尼康D80完全用机指南文档格式.docx
-
沪粤版八年级物理上册知识点复习提纲文档格式.docx
-
通信中级考试试题及答案73877Word格式.docx
-
关于超级速读的原理文档格式.docx
-
临床实践工作总结报告Word格式文档下载.docx
-
浆砌石挡土墙专项施工方案Word文件下载.docx
-
教育管理原理Word格式文档下载.docx
-
年终分析报告中小企业融资现状分析与对策研究Word文档下载推荐.docx
-
妇幼保健院宣传工作计划文档格式.docx
-
工作自我鉴定范文4篇与工作自我鉴定范文500字精选篇汇编Word文件下载.docx
-
关于护士的演讲稿范文五篇Word下载.docx
-
画家与牧童教学设计意图5篇Word下载.docx
-
会计电算化与会计职能的全新扩展分析Word下载.docx
-
关于励志班会的最佳作文Word文件下载.docx
-
涂膜防水屋面工程施工方案Word格式.docx
-
关于远行作文800字合集多篇Word文件下载.docx
-
六年级上册综合实践活动教案Word格式.docx
