 装载机生产厂家结构单元设计计算书.docx
装载机生产厂家结构单元设计计算书.docx
- 文档编号:5695009
- 上传时间:2022-12-31
- 格式:DOCX
- 页数:40
- 大小:32.26KB
装载机生产厂家结构单元设计计算书.docx
《装载机生产厂家结构单元设计计算书.docx》由会员分享,可在线阅读,更多相关《装载机生产厂家结构单元设计计算书.docx(40页珍藏版)》请在冰豆网上搜索。
装载机生产厂家结构单元设计计算书
结构车间技改设计说明
1结构车间
1.1车间任务和生产纲领
1)车间任务
承担3t—12t装载机前车架、后车架、铲斗、动臂、摇臂、拉杆、摆动架等结构件的焊接、加工等任务。
2)生产纲领
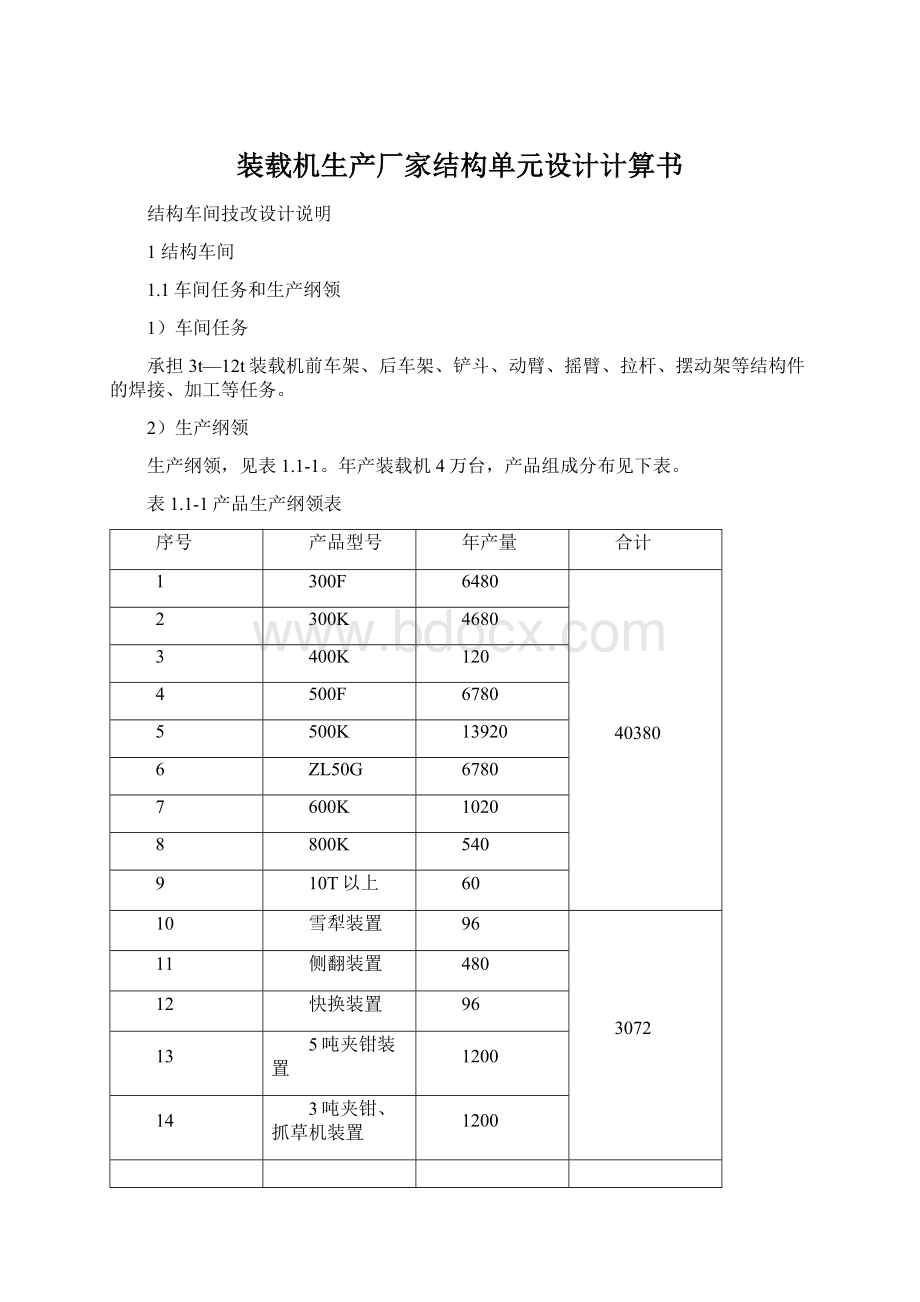
生产纲领,见表1.1-1。
年产装载机4万台,产品组成分布见下表。
表1.1-1产品生产纲领表
序号
产品型号
年产量
合计
1
300F
6480
40380
2
300K
4680
3
400K
120
4
500F
6780
5
500K
13920
6
ZL50G
6780
7
600K
1020
8
800K
540
9
10T以上
60
10
雪犁装置
96
3072
11
侧翻装置
480
12
快换装置
96
13
5吨夹钳装置
1200
14
3吨夹钳、抓草机装置
1200
3)产品特点:
车间生产性质为多品种大批量生产。
产品特点:
焊接零部件材质主要为Q345,板厚6~70mm。
1.2工作制度及年时基数
每月工作日:
22天
工作制度:
三班制
年工时总额:
1680000h
1.3设计原则及指导思想
1)设计原则
⑴设计中根据结构件加工工艺特点将车间规划为前车架生产区、后车架生产区、动臂生产区、铲斗生产区、小总成件(摇臂、拉杆摆动架等)生产区、变形产品生产区、大吨位产品生产区,每个生产区生产内容包括焊接和机加工,其中铲斗生产区布局成流水线形式。
⑵为提高焊接质量以及焊接加工效率,工艺设计主要结构件焊缝采用机器人自动焊接工艺。
⑶焊接工艺措施以防止和减小结构件变形作为贯穿整个工艺过程的控制要点。
⑷按产品及生产工艺相似的原则组织流水生产线,工艺路线从焊接--机加工--涂装体现一个流的思想。
1.4主要工艺说明
1.4.1结构件工艺流程
1)前车架工艺流程
(1)K系列前车架
耳座组对点焊——机器人焊接——镗专机加工
铰接架组对点焊——机器人焊接——镗专机加工——
立柱组对点焊——机器人焊接
前车架组对点焊——机器人焊接——镗铣专机加工——人工补焊
(2)300F前车架
立柱组对点焊——机器人焊接
上铰接架组对点焊——人工焊接——
下铰接架组对点焊——人工焊接——数控钻孔
前车架组对点焊——机器人焊接——镗铣专机加工——人工补焊
(3)500F前车架
翻斗缸耳座组对点焊——机器人焊接——专机镗孔——专机铣面
铰接架组对点焊——机器人焊接——专机镗孔——钻孔——专机铣面
立柱组对点焊——机器人焊接
——前车架组对点焊——机器人焊接——镗铣专机加工——人工补焊
(4)Z5G前车架
耳座组对点焊——机器人焊接——镗专机加工
铰接架组对点焊——人工——
立柱组对点焊——机器人焊接
前车架组对点焊——机器人焊接——镗铣专机加工——专机铣面——
钻孔——人工补焊
2)后车架工艺流程
(1)500K、Z5G后车架
铰接架组对点焊——人工焊接——专机镗孔
——
附支体组对点焊——人工焊接——专机镗孔——专机铣面
后车架组对点焊——机器人焊接——补焊——数控钻孔——气动攻丝
(2)500F后车架
铰接架组对点焊——人工焊接——专机镗孔
大梁组对点焊——专机焊接——调平——钻孔——
附支体组对点焊——人工焊接——专机镗孔——专机铣面
后车架组对点焊——机器人焊接——补焊——数控钻孔——气动攻丝
(3)300F后车架
尾板合件组对点焊、焊接——调平——数控钻孔
下铰接板合件组对点焊、焊接——数控钻孔——
附支体组对点焊——人工焊接——专机镗孔——专机铣面
后车架组对点焊——机器人焊接——专机镗孔——专机钻孔
——气动攻丝——补焊
(4)300K后车架
尾板合件组对点焊、焊接——调平——数控钻孔
——
附支体组对点焊——人工焊接——专机镗孔——专机铣面
后车架组对点焊——机器人焊接——专机镗孔——专机钻孔
——气动攻丝——补焊
3)铲斗工艺流程
法兰及铰接板组对机器人焊接
——
斗底护板组对点焊——机器人焊接
铲斗组对点焊——机器人焊接——专机镗孔——补焊
4)动臂工艺流程
横梁组对点焊——专机焊接——专机铣面
座梁组对点焊——机器人焊接——专机镗孔——
耳板及法兰组对专机焊接
动臂组对点焊——机器人焊接——液压校正——专机镗孔
5)摇臂工艺流程
摇臂组对点焊——机器人焊接——专机镗孔——小件焊接
6)摆动架工艺流程
摆动架组对点焊——机器人焊接——专机镗孔
6)拉杆工艺流程
拉杆及法兰组对专机焊接——专机镗孔
7)转向耳座工艺流程
转向耳座组对点焊——人工焊接——镗孔
8)驾驶室支架工艺流程
驾驶室支架组对点焊——人工焊接
1.4.2主要工艺说明
(1)结构车间位于联合厂房内,生产区长130m,由12个24m跨组成,中间设有两个18m跨天井。
(2)前车架:
前车架拆分成立柱、铰接架、耳座等小总成件,各小总成以及总成件的拼装采用高效组对工装。
焊接方面,耳座焊接变形较大,采用机器人焊接,通过合理编排焊接顺序减小焊接变形。
前车架及小总成焊接使用焊接机器人,提高前车架焊接自动化程度。
小总成件可实现焊接机器人完全焊接,前车架内腔机器人不易焊到的焊缝人工补焊。
前车架加工设备采用专机形式,提高加工效率和质量。
前车架生产区域共配置焊接机器人46台,焊接变位机23台,专用加工机床24台。
(3)后车架:
后车架拆分成铰接架、附支体等小总成件。
小总成件焊缝短,机器人焊接经济性差,因此采用人工焊接,辅以焊接变位机翻转。
后车架总成采用机器人焊接,机器人不易焊到的焊缝人工补焊。
镗加工方面,铰接架、附支体采用镗专机加工,小总成加工到位,总成采用数控钻专机钻孔、攻丝。
后车架生产区域共配置焊接机器人30台,焊接变位机32台,专用加工机床台12。
(4)动臂:
动臂横梁采用专机焊接,焊后铣端面,以保证横梁及动臂板无间隙贴合。
摇臂座梁及动臂总成焊接采用焊接机器人,提高焊接质量级效率。
动臂焊后用液压校正工装进行焊接变形校正,提高校正工序效率。
摇臂座梁以及动臂总成加工采用组合专机,提高加工效率和质量。
动臂生产区域共配置焊接机器人10台,专用加工机床台10。
(5)铲斗:
铲斗生产采用高自动化流水线形式,缩短铲斗加工节拍。
铲斗铰接板及法兰用焊接专机形成小总成,铲斗用焊接机器人焊接,编排合理焊接顺序,减小铲斗焊接变形。
机器人不易焊到的焊缝人工补焊,辅以焊接变位机进行翻转,铲斗焊后输送到镗专机进行镗加工。
铲斗生产区域共配置焊接机器人30台,焊接变位机12台,专用加工机床台7。
(6)变形产品:
变形产品受结构条件限制,不宜用机器人焊接,因此采用人工焊机,辅以翻转变位机,提高焊接效率,降低工人劳动强度。
加工方面,变形产品种类较多,采用通用加工设备,如数控对镗等。
变形产品生产区域配置通用加工机床3台。
(7)大吨位:
大吨位受产量限制,在保证产能的基础上少量采用焊接机器人和专用加工机床等设备,主要加工设备仍为通用机床,如对镗、落地镗、意加等(搬迁设备),保证大吨位产品加工的柔性,大吨位生产区域配置通用加工机床、加工中心等10台。
1.5物流方案
●铲斗生产单元物流方式:
RGV+KBK行车;
●动臂生产单元物流方式:
KBK行车+滚道+轨道小车;
●前车架产单元物流方式:
KBK行车+滚道+轨道小车;
●后车架产单元物流方式:
KBK行车+滚道+轨道小车;
●变形产品及小总成件生产单元物流方式:
行车+轨道小车;
●大吨位装载机生产单元物流方式:
行车;
1.6风险及规避措施
通过本次技改规划,目标是将装载机结构件年产量由目前的1.3万台套增至4万台套,大量的新工艺、新方法、新设备的应用,理论上提高了生产效率,提升产品质量。
全新的生产模式在管理、质量、设备以及外协件配套供货等方面都存在着一定的风险。
1.6.1可能存在的风险
1)管理风险:
●前、后车架等结构件生产按产品单元化作业进行规划,产能是均衡测算的,需要保证生产计划的严肃性,确保结构件上线需求。
●大量焊接机器人、专机等数字化自动化设备的使用,需要及之相匹配的管理人员、维修人员和一线操作人员。
2)质量风险:
●结构件焊接、加工质量对于焊接机器人、镗加工专机等设备的存在着一定的依赖,期望通过设备保证产品质量。
●对前道工序质量期望过高,用前道工序质量保证本道工序质量和提高本道工序效率。
●规划布局体现一个流的物流思想,产品出现不合格品后会造成物料回流。
3)设备风险:
●设备故障
●加工设备大多为专机,设备柔性差,对以后产品改型存在着制约。
4)外协配套风险:
●产量大幅增加,需要相应提升外协配套件的生产制造能力和质量保证能力。
1.6.2风险规避措施
1.7劳动量
结构件工时定额根据技改后新加工工艺进行制定,各零部件工时见表1.7-1。
表1.7-1
序号
产品型号
年生产纲领
劳动量
单台工时(h)
年工时(h)
1
300F
6480
32.2
208850
2
300K
4680
32.6
152800
3
400K
120
42.8
5130
4
500F
6780
36.1
244870
5
500K
13920
41
571640
6
ZL50G
6780
41.8
283400
7
600K
1020
81.7
83300
8
800K(含10T以上)
600
81.7
49000
9
雪犁装置
96
29.2
2800
10
侧翻装置
480
32
15360
11
快换装置
96
25
2400
12
5吨夹钳装置
1200
24
28800
13
3吨夹钳、抓草机装置
1200
19.3
23160
合计
43452
519.4
1.8设备
设备选型原则:
按项目建设规模、产品方案和工艺技术方案相适应的原则,并有较高的设备负荷率。
工艺技术应先进、成熟、可靠;
适应产品品种和质量技术标准的要求;
配置高效、精准定位的夹具,保证产品质量,降低工人劳动强度,提高劳动生产率;
⑵设备选用依据
根据各零部件结构特点,从保证产品质量和生产效率,降低工人劳动强度,提高生产过程的自动化程度等方面综合考虑从,确定焊接设备大量采用焊接机器人,不适宜采用焊接机器人焊接的配备焊接变位机,加工设备采用专用组合机床。
1.8.1设备需求明细表汇总(含新增、搬迁设备)
序号
设备名称
设备数量
搬迁数量
新增数量
单价(万元)
投资预算(万元)
1
横梁焊接专机
4
2
2
17
34
2
动臂焊接机器人
6
3
3
170
510
3
摇臂座梁焊接机器人
4
2
2
100
200
4
法兰焊接专机
2
1
1
15
15
5
3T摇臂座梁镗专机
1
1
0
45
0
6
5T摇臂座梁镗专机
3
2
1
45
45
7
横梁铣专机
2
0
2
50
100
8
5T动臂镗专机
3
1
2
90
180
9
3T动臂镗专机
1
1
0
90
0
10
动臂校正工装
4
0
4
20
80
11
动臂法兰焊接专机
3
0
3
20
60
12
摇臂焊接变位机
1
0
1
8
8
13
摇臂焊机机器人
4
1
3
100
300
14
Z5G摇臂镗专机
4
2
2
50
100
15
300K摇臂镗专机
1
1
0
50
0
16
拉杆镗专机
2
0
2
45
90
17
拉杆法兰焊专机
2
2
0
27
0
18
摆动架焊接机器人
3
1
2
100
200
19
摆动架镗专机
2
0
2
45
90
20
数控刨台式对镗TX6513X2
2
2
21
卧式加工中心/落地镗
1
1
22
法兰焊接专机
4
1
3
15
45
23
小总成焊接机器人
4
0
4
100
400
24
焊接机器人
30
0
30
200
6000
25
补焊变位机
12
10
2
10
20
26
铲斗镗专机
7
2
5
60
300
27
5G前车架焊接机器人
4
0
4
200
800
28
5G前车架焊接变位机
3
3
0
0
29
500K前车架焊接机器人
7
0
7
200
1400
30
500K前车架焊接变位机
5
5
0
0
31
300FS前车架焊接机器人
2
0
2
150
300
32
300FS前车架焊接变位机
2
2
0
0
33
500F前车架焊接机器人
3
0
3
150
450
34
500F前车架焊接变位机
4
0
4
10
40
35
300K前车架焊接机器人
2
0
2
150
300
36
300K前车架焊接变位机
2
0
2
0
37
Z5G前车架镗专机DZJ-U0828
1
1
0
70
0
38
Z5G前车架动臂油缸镗专机CC147
1
1
0
50
0
39
500K前车架镗铣专机
2
0
2
150
300
40
300K前车架镗铣专机
1
1
0
130
0
41
5G大耳座焊接机器人
10
5
5
150
750
42
3K大耳座焊接机器人
2
0
2
150
300
43
大耳座镗专机Z5G
3
1
2
75
150
44
大耳座镗专机300K
1
1
0
70
0
45
5G立柱焊接机器人
2
0
2
100
200
46
5K立柱焊接机器人
3
0
3
100
300
47
300F立柱焊接机器人
2
0
2
100
200
48
500F立柱焊接机器人
2
0
2
100
200
49
300K立柱焊接机器人
1
0
1
100
100
50
5G铰接架焊接变位机1台
1
0
1
8
8
51
5K铰接架焊接机器人
3
0
3
100
300
52
5K铰接架镗钻2台
2
1
1
60
60
53
300F上铰接架焊接变位机
1
0
1
100
100
54
300F下铰接架焊接变位机
1
0
1
100
100
55
铣专机HXZJ286
1
1
0
0
56
500F翻斗缸耳座焊接机器人
1
0
1
100
100
57
500F翻斗缸耳座镗专机
1
1
0
45
0
58
500F铰接架焊接机器人
1
0
1
100
100
59
500F铰接架镗专机
1
1
0
65
0
60
300K铰接架焊接机器人
1
0
1
100
100
61
300K铰接架镗钻专机
1
1
0
60
0
62
转向耳座焊接变位机
3
0
3
6
18
63
转向耳座镗专机
2
0
2
40
80
64
3T主铰接孔镗专机NTP-U0727
1
1
0
65
0
65
300F动臂孔及油缸孔镗专机GJ-302
1
1
0
0
66
500F前车架镗专机GJ301
1
1
0
65
0
67
对铣专机ZHIX80W240
1
1
0
50
0
68
前车架用法兰焊接专机
3
2
1
20
20
69
300F、300K小件焊接变位机
1
1
70
滑移钻
1
1
0
0
71
数控钻
1
0
1
100
100
72
数控对镗
1
1
0
0
73
300F后车架焊接机器人
3
0
3
200
600
74
300F后车架补焊变位机
2
2
0
0
75
300F后车架镗专机
1
1
0
0
76
300F双面数控卧式钻床
1
0
1
120
120
77
300F付车体焊接变位机
1
0
1
8
8
78
300F付车体镗专机
1
1
0
0
79
300F付车体对铣专机
1
0
1
50
50
80
300K后车架焊接机器人
4
0
4
200
800
81
300K后车架镗钻专机
2
1
1
110
110
82
300K后车架补焊变位机
2
0
2
10
20
83
后转向耳座焊接变位机
4
0
4
8
32
84
后转向耳座镗专机
2
0
2
40
80
85
300K付车体焊接变位机
1
0
1
8
8
86
500F后车架焊接机器人
3
0
3
200
600
87
500F后车架补焊变位机
2
0
2
10
20
88
500F双面数控卧式钻床
1
0
1
60
60
89
500F后铰接座焊接变位机
2
0
2
8
16
90
500F后铰接座镗专机
1
0
1
90
90
91
500F大梁焊接专机
1
1
0
0
92
500F大梁摇臂钻
1
1
0
0
93
500F付车体焊接变位机
1
0
1
8
8
94
500F付车体镗专机
1
0
1
50
50
95
500F付车体对铣专机
1
0
1
50
50
96
500K后车架焊接机器人
13
0
13
200
2600
97
500K后车架补焊变位机
7
7
0
0
98
500K双面数控卧式钻床
1
0
1
120
120
99
500K后铰接头焊接变位机
3
0
3
8
24
100
500K后铰接头镗专机
2
0
2
90
180
101
500K付车体焊接变位机
2
0
2
8
16
102
500K付车体镗专机
1
0
1
50
50
103
500K付车体对铣专机
1
0
1
50
50
104
Z5G后车架焊接机器人
7
0
7
200
1400
105
Z5G后车架焊接变位机
3
3
0
8
0
106
Z5G后车架双面卧式钻床
1
0
1
120
120
107
Z5G后铰接座焊接变位机
2
0
2
8
16
108
Z5G后铰接座镗专机
1
0
1
90
90
109
400K后车架用数控对镗
1
1
0
0
110
落地式对镗
1
1
0
0
111
龙门数控镗铣专机
1
0
1
1500
1500
112
刨台式对镗
2
2
0
0
113
意大利加工中心
1
1
0
0
0
114
TK6511数控镗铣床
1
1
0
0
115
龙门数控镗铣专机
1
0
1
1500
1500
116
双面卧式数控镗铣床
1
0
1
1000
1000
117
小镗床
2
2
0
0
0
118
焊机
132
132
0
0
0
总计
434
227
207
27041
1.8.2主要生产设备负荷测算
主要生产设备负荷
序号
设备名称
年计算工时
设备数量
负荷率(%)
备注
1
横梁焊接专机
19320
4
101.6414141
2
动臂焊接机器人
20236
6
70.97362514
3
摇臂座梁焊接机器人
19320
4
101.6414141
4
法兰焊接专机
5800
2
61.02693603
5
3T摇臂座梁镗专机
4092
1
86.11111111
6
5T摇臂座梁镗专机
11450
3
80.31705948
7
横梁铣专机
7728
2
81.31313131
8
5T动臂镗专机
13740
3
96.38047138
9
3T动臂镗专机
4650
1
97.85353535
动臂校正工装
18032
4
94.86531987
10
摇臂焊接变位机
4576
1
96.2962963
11
摇臂焊机机器人
15062
4
79.24031987
12
Z5G、500F摇臂镗专机
16016
4
84.25925926
13
300K摇臂镗专机
4730
1
99.53703704
14
拉杆镗专机
9702
2
102.0833333
15
拉杆法兰焊专机
5821
2
61.24789562
16
摆动架焊接机器人
13310
3
93.36419753
17
摆动架镗专机
9583
2
100.831229
18
5G前车架焊接机器人
20882
4
109.8590067
19
5G前车架焊接变位机
14520
3
101.8518519
20
500K前车架焊接机器人
32648
7
98.14814815
21
500K前车架焊接变位机
24486
5
103.0555556
22
300FS前车架焊接机器人
6480
2
68.18181818
23
300FS前车架焊接变位机
7560
2
79.54545455
24
500F前车架焊接机器人
14872
3
104.3209877
25
500F前车架焊接变位机
11440
4
60.18518519
26
300K前车架焊接机器人
7800
2
82.07070707
27
300K前车架焊接变位机
5850
2
61.5530303
28
Z5G前车架镗专机DZJ-U0828
5238
1
110.2272727
29
Z5G前车架动臂油缸镗专机CC147
5148
1
108.3333333
30
500K前车架镗铣专机
10494
2
110.4166667
31
300K前车架镗铣专机
3510
1
73.86363636
32
Z5G、500K大耳座焊接机器人
48904
10
102.9124579


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 装载 生产厂家 结构 单元 设计 计算
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 铝散热器项目年度预算报告.docx
铝散热器项目年度预算报告.docx
-
牛津上海版通用小学英语三年级上册Unit 12同步练习2II 卷.docx
-
论我国私营企业员工激励机制.docx
-
人教版五年级品德与社会上册全册教案.docx
-
开学啦国旗下讲话稿三分钟.docx
-
露天采矿学复习题.docx
-
六年级英语教师年度考核个人总结.docx
-
某路站综合体项PC吊装施工方案.docx
-
人教版九年级历史上册期末考试试题一套.docx
-
隆昌妇幼保健院.docx
-
芦二矿抽采达标中长期规划.docx
-
看拼音写词语.docx
-
模拟磁盘调度算法系统的设计毕业设计.docx
-
每周一条名言警句或一首诗词.docx
-
棉花膜下滴灌示范工程设计总结报告.docx
-
九年级化学教案第十单元酸和碱教案新人教版.docx
-
宁波市水资源公报.docx
-
农业实用技术培训工作意见与农业局上半年工作总结范例两篇汇编.docx
-
平行线的判定.docx
-
内部会计管理制度11成本核算制度.docx
-
盘扣式脚手架支撑方案.docx
-
旅游规划模板.docx
-
煤矿大本大专毕业设计大采高综采工作面作业规程.docx
-
美学选择题整理课件资料.docx
-
名家论腹泻慢性肠炎.docx
-
宁夏银川市第一中学学年高一上学期期中考试地理试题解析解析版.docx
-
年产吨精密纤维纸项目建设建议书.docx
-
农技推广中心工作总结.docx
-
彭宇案的法逻辑批判.docx
-
宁夏仕奇房产网发布份房地产交易情况.docx
-
项目推荐书智能温控节能系统.docx
-
区县节日期间加强消防安全讲话稿与区发改委领导班子述职述廉报告汇编.docx
-
1553B总线控制器设计与调试Word文件下载.docx
-
pep最新版三年级英语Unit5教案表格Word文档下载推荐.docx
-
Unit 1 The kings new clothes教案新译林版Word格式文档下载.docx
-
100个出口攻略Word文档格式.docx
-
App Inventor指令说明Word格式.docx
-
424公务员联考真题120道真题免费下载Word下载.docx
-
wangWord文档格式.docx
-
CAD课程设计说明书Word格式文档下载.docx
-
0607学生体质的现状与分析1Word文件下载.docx
-
1000字博物馆作文参观博物馆作文600字Word下载.docx
-
x86平台转x64平台关于内联汇编不再支持的解决Word文件下载.docx
-
XX城区10kV架空线路改造工程可行性研究报告Word格式.docx
-
03岁婴幼儿保育与教育考试期末复习册docWord文档下载推荐.docx
-
XX小学班主任工作计划书文档格式.docx
-
ZX04防洪排涝专项预案Word下载.docx
-
安徽省泗县届高三第一学期质量检测生物试题精品推荐Word下载.docx
-
《火烧云》教学设计及教学反思范文通用3篇Word下载.docx
-
八2班作业情况记录表Word下载.docx
-
安全工程师考试《安全生产法及相关法律知识》题库检测试题 含答案文档格式.docx
