 冰箱底钢板冲压工艺分析及模具设计套筒热挤压工艺与模具设计.docx
冰箱底钢板冲压工艺分析及模具设计套筒热挤压工艺与模具设计.docx
- 文档编号:5455073
- 上传时间:2022-12-16
- 格式:DOCX
- 页数:8
- 大小:286.65KB
冰箱底钢板冲压工艺分析及模具设计套筒热挤压工艺与模具设计.docx
《冰箱底钢板冲压工艺分析及模具设计套筒热挤压工艺与模具设计.docx》由会员分享,可在线阅读,更多相关《冰箱底钢板冲压工艺分析及模具设计套筒热挤压工艺与模具设计.docx(8页珍藏版)》请在冰豆网上搜索。
冰箱底钢板冲压工艺分析及模具设计套筒热挤压工艺与模具设计
本文通过对冰箱底钢板冲压工艺进行分析,合并工序,减少模具数量,节约模具投入,缩短产品的加工周期,有效地控制生产成本。
1引言
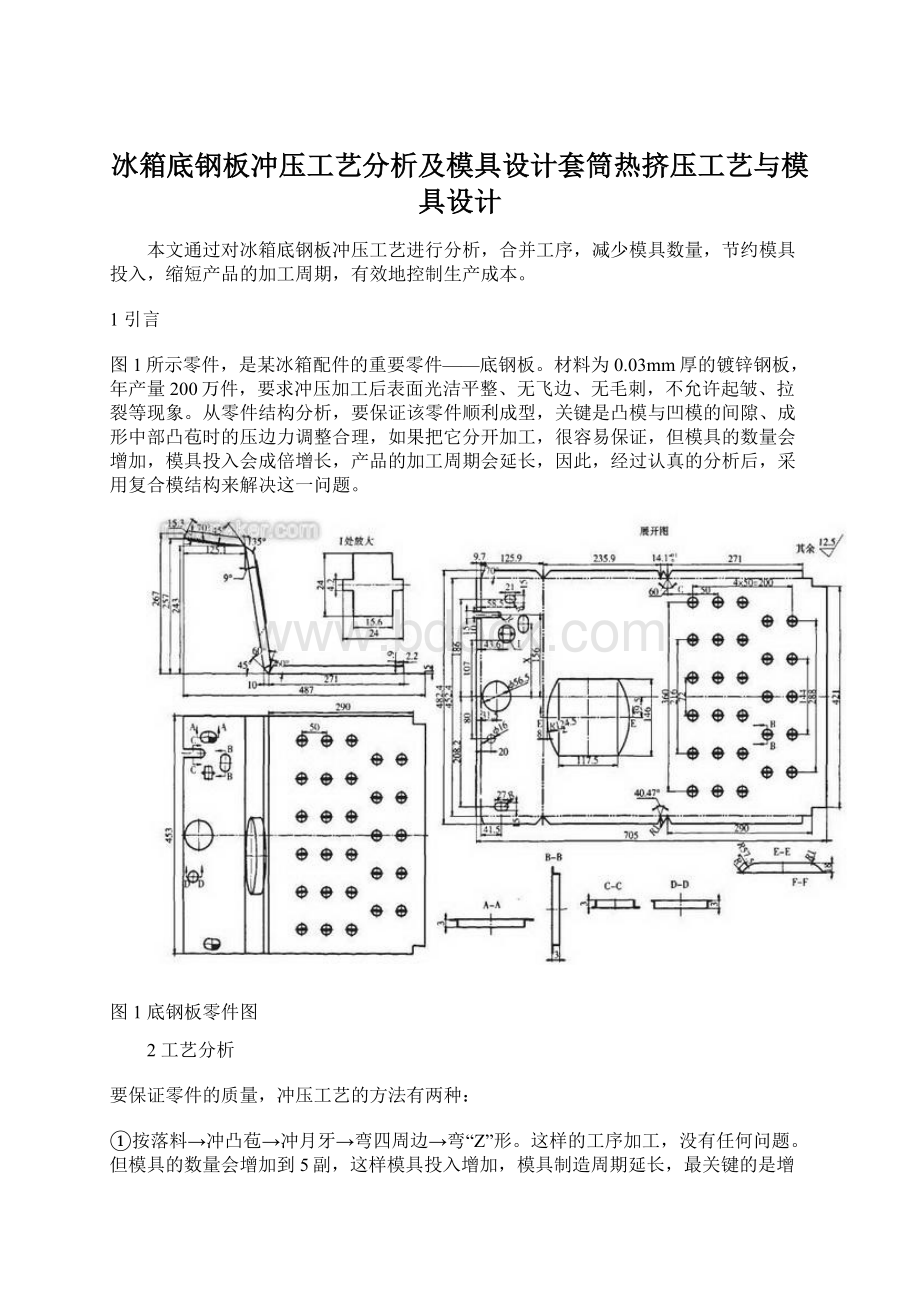
图1所示零件,是某冰箱配件的重要零件——底钢板。
材料为0.03mm厚的镀锌钢板,年产量200万件,要求冲压加工后表面光洁平整、无飞边、无毛刺,不允许起皱、拉裂等现象。
从零件结构分析,要保证该零件顺利成型,关键是凸模与凹模的间隙、成形中部凸苞时的压边力调整合理,如果把它分开加工,很容易保证,但模具的数量会增加,模具投入会成倍增长,产品的加工周期会延长,因此,经过认真的分析后,采用复合模结构来解决这一问题。
图1底钢板零件图
2工艺分析
要保证零件的质量,冲压工艺的方法有两种:
①按落料→冲凸苞→冲月牙→弯四周边→弯“Z”形。
这样的工序加工,没有任何问题。
但模具的数量会增加到5副,这样模具投入增加,模具制造周期延长,最关键的是增加两道工序后产品的加工周期延长,加工成本居高;按年产量200万件计,成本会增加不少;
②把落料→冲凸苞→冲月牙合并成一副复合模(这里主要讨论此复合模),合理配置各凸模与各凹模之间间隙、中部凸苞成形区域内合理调整压边力。
可有效地保证了产品质量。
通过对以上两种方案对比,很直观地选用方案②。
3模具结构及工作过程
模具结构如图2所示。
凹模结构如图3所示。
模具工作过程:
把正确地安装在冲床上,上滑块下行时,卸料板3在弹簧或聚氨酯的作用下压紧零件表面继续向下,中部成形凸苞凸模逐步进入下模13,在达到下死点前1mm时,其它凸模开始切削,达到下死点后,完成各孔切削及中部凸苞成形。
滑块上行,在弹簧(压缩弹簧)或聚氨酯的作用下卸料板3推出零件,成形、切切削结束。
重复这一循环过程,得到落料、月牙成形后的凸苞成形后的合格零件。
图2模具结构
1.下模座2.导柱3.卸料版4.同定板5.导套6.上模座7.上垫板8.凸模Ⅰ9.凸模Ⅱ10.凸模Ⅲ11.凸模Ⅳ12.螺钉13.下模14.凸模Ⅴ15.凸模Ⅵ16.凸模Ⅶ17.凸模Ⅷ18.下垫板19.凸模Ⅸ20.月牙凸模21.柯凸苞凸模
图3凹模结构
4模具关键零件的加工
该模具加工的难点是凹模、固定板。
根据上述凹模、同定板的结构来看,孔多,且形状不同、凸凹模之间的间隙又小,形位公差要求高。
结合已有设备,选用慢走丝加工凹模、固定板上各孔。
5冲压设备选用
因零件结构较大,切边、冲孔冲压力较小,中部成形凸苞的压力较大,模具外形较大。
结合本公司现有设备,选用JH36-250冲床,完全满足要求。
6结束语
该模具经试模调试,现已批量生产使用6个月,加工产品95万件。
模具未发现异常。
实践证明,采用复合模结构方案完全能保证零件的尺寸、质量要求挤压件设计和坯料的计算
套筒零件如图1所示,材料为30Mn。
采用反挤压工艺成形毛坯。
零件尺寸精度超出了热挤压所能达到的要求,需加放机加工余量。
根据图1的产品零件图,可知D=39mm,H/d=60/31=1.94。
查资料得单边余量为1.25mm,径向公差为-0.3+0.6;中心偏差0.4mm;高度方向的单边余量6mm,公差为-0.5+1.0。
从而设计套筒的热挤压件如图2所示。
经计算得到挤压件体积为51637mm3。
根据体积相等的原则和挤压件体积(加上1%的烧损量),初步算得坯料尺寸为φ35×54.2mm,再加上下料负公差0.7mm,确定下料尺寸为φ35×54.9mm。
2工艺过程
(1)下料。
将整根的30Mn棒料剪切成φ35×54.9mm。
剪切斜度不得大于0.5mm,剪切后的坯料断面不许有剪切毛刺。
(2)加热。
加热设备选用中频感应加热炉,钢温不低于1200℃,采用流水加热,坯料中心与表面的温差不大于50℃。
(3)镦粗预制坯。
为便于毛坯在凹模腔内准确定位,将加热坯料外径镦粗至φ41.3mm(预制坯高度H≈40mm)。
(4)热挤压。
将镦粗后的毛坯放在反挤压模内挤压。
开始挤压温度为1150~1200℃,终止挤压温度不得低于900℃,挤压件的中心偏差为0.3mm,上口高低不平度不得大于5mm,弯曲度在66mm长度内不得大于0.25mm。
(5)热处理。
采用余热退火处理,挤压件退火处理后的硬度为207~240HB。
(6)清理。
热处理后挤压件应进行酸洗清理,清理后的挤压件表面不许有过蚀麻点和残留氧化铁皮存在。
挤压成形工步如图3所示。
工艺计算和设备选择
3.1变形程度计算
反挤压筒形件的变形程度即断面收缩率(参见图2)。
满足钢质零件热挤压变形程度εF<60%的要求。
3.2挤压力的计算
已知挤压方法,被挤压材料,终止挤压温度不低于900℃。
单位挤压力p和总挤压力P按下式计算:
式中K——安全系数,取1.3
A——凸模与坯料接触表面在凸模施力方向的投影面积,算得A=638mm2
Z——模具的形状系数,查资料可知,Z=1.2
n——挤压方式及变形程度修正系数,查资料可知,当反挤压断面收缩率47.2%时,n=4.5
如何定义象高压线、城墙这类带形(Shape)定义的线型
电极缩放量选取的误区
网页设计中风格定位与版面编排
字号大小的确定与字距和行距的再设计
模具加工中冲模的失效形式
菲林的组成成分的正确认识菲林网点大小的识别方法
σb——挤压温度下材料的极限强度,终锻温度920℃的30Mn钢,σb=55MPa
将以上数据代人两式得单位挤压力p=297MPa,模具材料可以承受;挤压力P=246kN。
3.3挤压行程的计算
从凸模接触坯料至挤压结束凸模下移的距离S(见图3c)为挤压行程。
S=预制坯高度-挤压件底部厚度=40-7=33(mm)。
根据反挤压力和挤压行程计算及现有设备情况,选择有下顶料装置1000kN液压机。
4模具结构设计
套筒热挤压模具如图4所示。
图4套筒热挤压模具
1.导柱2.凹模压紧圈3.凹模芯4.凹模5.带凸肩螺钉6.弹簧7.导套8.凸模压紧圈9.上模座10.压力板11.上砧块12.卸料板13.凸模14.下砧块15.柱销16.高度调节块17.斜楔18.凹模垫板19.顶杆20.沉套21.下模座22.调节螺钉
凹模4以凹模垫板18与下模座21定位。
凹模与凹模压紧圈2采用锥面配合,用内六角螺钉与下模座21紧紧连接。
由沉套20和顶杆19组成顶出机构,在气垫的作用下将挤压件从凹模内顶出。
沉套20的一部分伸出下模座,是为了降低合模高度。
将热挤压模安装在液压机上时,需在下模座21下面增加一个中间有孔的附加垫板,沉套20下部伸进附加垫板的孔内;若热挤压模安装在曲柄压力机上时,沉套20下部伸进压力机工作台孔内。
脱料板12和带凸肩螺钉5及弹簧6组成卸料机构,用于将箍在凸模13上的挤压件脱下。
弹簧的作用是支承脱料板,并能保证脱料板和带凸肩螺钉上下移动,从而减少凸模的长度,增强了凸模弯曲强度,弥补压力机行程不够大的不足。
凸模13与凸模压紧圈8也采用锥面配合,凸模压紧圈与压力板10通过螺钉紧固在上模座9上。
凹模的冷却,是将自来水由管接头通入凹模压紧圈和凹模之间的两道凹槽,自上而下地对凹模进行冷却。
凹模垫板18与凹模4不做成一体,主要是为了加工和修理的方便。
反挤压凹模可做成整体式的,也可做成如图4所示的镶套式。
在反挤压模的侧面,由上砧块11、下砧块14、高度调节块16、柱销15和调节螺钉22等组成镦粗台。
设置镦粗台的目的,主要是为了清除氧化铁皮和改变坯料直径。
CAD中自动标注公差的方法
模具尺寸精度的电火花强化修复强化层表面粗糙度的刷镀修复
分辨率和定尺寸什么是分辨率?
象素的属性象素尺寸
基于设计思路的三维实体设计基于关联的设计
UG装配的设计方法与基于UG装配建模的策略
UV网印油墨的新应用UV网印油墨的发展
由图3可以看出,只要更换凸模13、凸模压紧圈8、凹模芯3和卸料板12,便可生产不同规格的反挤压杯形挤压件。
5凹模与凸模设计
5.1反挤压凹模
根据挤压件的外径先算出凹模型腔的工作直径,然后根据凹模型腔的工作直径确定其他各部尺寸。
反挤压凹模如图5所示。
用简化公式计算当量线膨胀率:
式中α1——锻件材料终锻温度时的的线膨胀系数,α1=16.6×10-6/℃
α2——模具材料在工作温度下的线膨胀系数,α2=12.4×10-6/℃
t1——锻件终锻温度,t1=900℃
t2——模具型腔工作温度t2=280℃
算得当量线膨胀率:
计算凹模内腔直径(工作直径):
式中D——挤压件的外径,D=41.5mm。
反挤压凹模材料,采用3Cr2W8V和5CrMnMo,热处理硬度50~54HRC,模具寿命一般可达3000件。
5.2反挤压凸模
反挤压凸模如图6所示。
凸模工作直径:
式中d——挤压件的外径,d=28.5mm。
反挤压凸模的材料采用W9Cr4V2或W18Cr4V,热处理硬度54~58HRC,模具使用寿命可达3000~5000件。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 冰箱 钢板 冲压 工艺 分析 模具设计 套筒 挤压
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
部编版语文七上第五单元16猫同步练习试题.docx
-
软件体系结构作业2.docx
-
钢管管道安装焊接施工工艺.docx
-
办公室文秘上半年个人工作总结.docx
-
办公室月工作总结4篇.docx
-
PCR的退火温度选择.docx
-
北京市中小学生航天知识竞赛填空题库.docx
-
本科毕业设计天长市农产品物流中心选址研究物流.docx
-
八年级下学期信息技术教案分析.docx
-
八股地抗旱应急水源工程实施方案.docx
-
八年级下学期期中考试物理试题.docx
-
产业集聚区花生及制品检测中心项目资金可行性研究报告.docx
-
北邮通信原理考试大纲.docx
-
标准日本语12345级考试习题.docx
-
财务会计习题答案doc.docx
-
办公楼施工组织设计大学建筑工程学院.docx
-
薄壁空心墩标准化施工实施细则.docx
-
版国家注册二级建造师《市政公用工程管理与实务》真题D卷 含答案.docx
-
城市园林绿化养护管理方案之欧阳法创编.docx
-
本科毕业设计an analysis on notetaking in interpreting英语专业.docx
-
城乡环境综合治理进机关工作要点与城乡环境综合管理局上半年工作总结汇编doc.docx
-
材料管控及见证取样监理实施细则.docx
