 一套完整的换热器装配工艺汇总.docx
一套完整的换热器装配工艺汇总.docx
- 文档编号:5376172
- 上传时间:2022-12-15
- 格式:DOCX
- 页数:70
- 大小:34.41KB
一套完整的换热器装配工艺汇总.docx
《一套完整的换热器装配工艺汇总.docx》由会员分享,可在线阅读,更多相关《一套完整的换热器装配工艺汇总.docx(70页珍藏版)》请在冰豆网上搜索。
一套完整的换热器装配工艺汇总
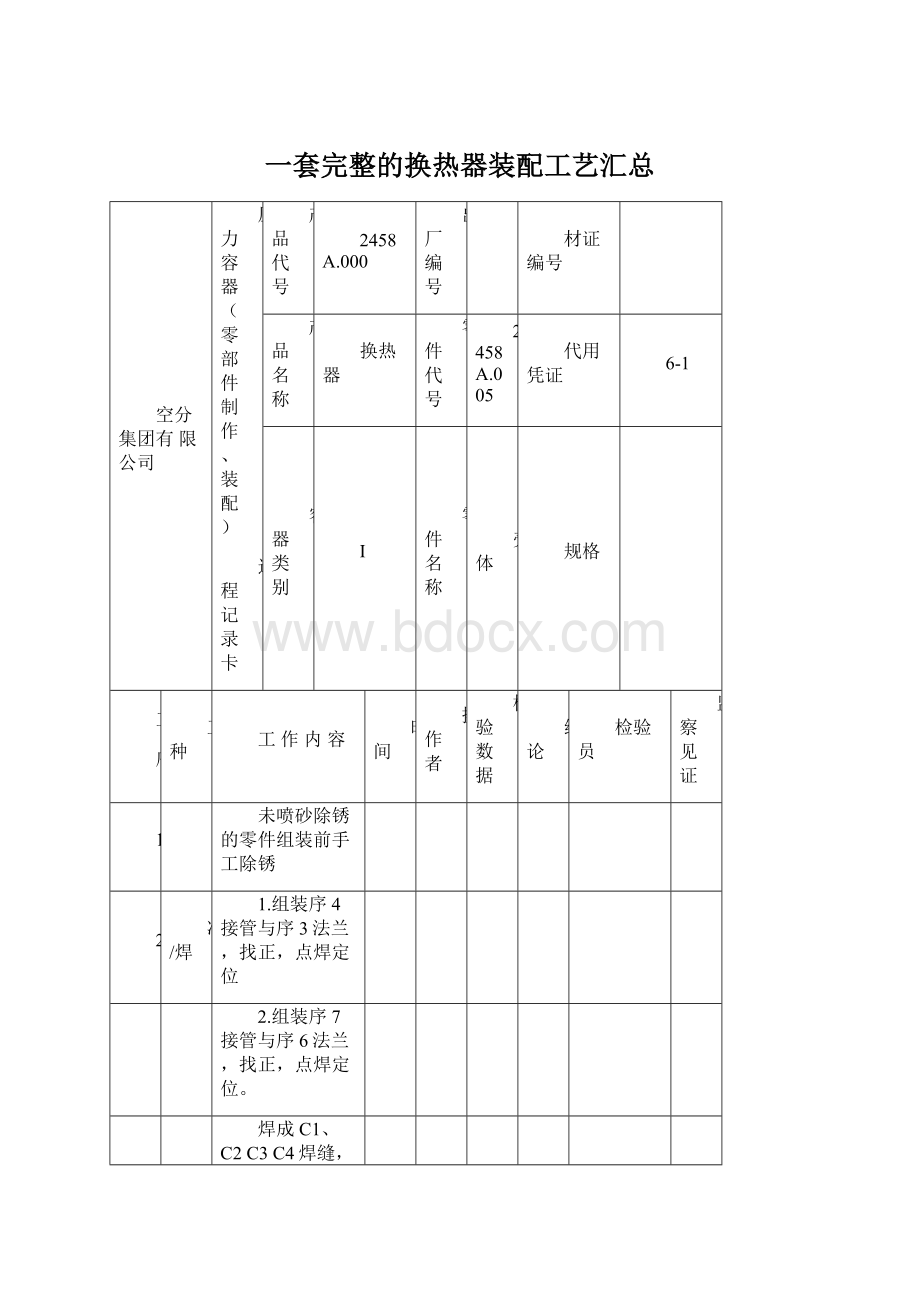
空分集团有限公司
压力容器(零部件制作、装配)
过程记录卡
产品代号
2458A.000
出厂编号
材证编号
产品名称
换热器
零件代号
2458A.005
代用凭证
6-1
容器类别
I
零件名称
壳体
规格
工
序
工种
工作内容
时间
操作者
检验数据
结论
检验员
监察见证
1
未喷砂除锈的零件组装前手工除锈
2
冷/焊
1.组装序4接管与序3法兰,找正,点焊定位
2.组装序7接管与序6法兰,找正,点焊定位。
焊成C1、C2C3C4焊缝,规范见焊接综合工艺表
去焊渣、飞溅
上述焊缝按图技术要求进行探伤检查合格。
3
冷/焊
组装序2筒体与序1法兰、序5填料函法兰,找正点焊定位。
注意:
1.螺孔跨中布置
4
焊
焊成C5、C6焊缝。
规范见焊接综合工艺表
去焊渣、飞溅
上述焊缝按图技术要求进行探伤检查合格
5
冷/焊
1.组装序4接管(组件)与序2筒体,找正,点焊定位。
2.组装序7接管(组件)与序2筒体,找正,点焊定位。
焊成D1、D2焊缝。
规范见焊接综合工艺表
去焊渣、飞溅
上述焊缝按图技术要求进行探伤检查合格
空分集团有限公司
压力容器(零部件制作、装配)
过程记录卡
产品代号
2458A.000
出厂编号
材证编号
产品名称
换热器
零件代号
2458A.007
代用凭证
6-2
容器类别
I
零件名称
浮动管箱
规格
工
序
工种
工作内容
时间
操作者
检验数据
结论
检验员
监察见证
1
未喷砂除锈的零件组装前手工除锈
2
冷/焊
按图样方位组装序2封头与序1填料函法兰,找正点
焊定位。
(注螺孔应跨中布置)
(注意:
法兰端面留有4mn加工余量)
焊成上述焊缝,规范见焊接综合工艺表
清除焊渣,飞溅。
上述焊缝按图样技术要求2进行探伤检查
3
焊
按图样方位组装序3接管与序4法兰,找正,点焊定位。
焊成上述焊缝,规范见焊接综合工艺表
清除焊渣,飞溅。
4
冷/焊
组装序3接管(组件)与序2封头(组件),找正点焊定
焊成上述焊缝规范建焊接综合工艺表。
清除焊渣,飞溅。
上述焊缝按图样技术要求2进行探伤检查
5
车
按工艺图车法兰端面密封面及内孔达要求
各孔口去毛刺
空分集团有限公司
压力容器(零部件制作、装配)
过程记录卡
产品代号
2458A.000
出厂编号
材证编号
产品名称
换热器
零件代号
2458A.002
代用凭证
6-3
容器类别
I
零件名称
固定管箱
规格
工
序
工种
工作内容
时间
操作者
检验数据
结论
检验员
监察见证
1
未经喷砂除锈的零件喷砂除锈
2
冷/焊
按图样方位组装序3封头与序4法兰找正,点焊定位
(注:
螺孔应跨中布置;法兰端面留有加工余量)
焊成上述焊缝,规范见焊接综合工艺表
清除焊缝,飞溅。
上述焊缝按图样技术要求2进行探伤检查
3
冷/焊
按图样方位,组装序2接管与序1法兰,找正,点焊定位
(螺纹跨中布置)
焊成上述焊缝,规范见焊接综合工艺表
清除焊缝,飞溅。
上述焊缝按图样技术要求2进行探伤检查
4
冷/焊
组装序2接管(组件)与序3封头(组件),找正点焊定位
焊成上述焊缝,规范见焊接综合工艺表
清除焊缝,飞溅。
上述焊缝按图样技术要求2进行探伤检查
5
车
按工艺图车法兰端面及密封面达要求
各孔口去毛刺
空分集团有限公司
压力容器(零部件制作、装配)
过程记录卡
产品代号
2458A.000
出厂编号
材证编号
产品名称
换热器
零件代号
2458A.006
代用凭证
6-4
容器类别
I
零件名称
管束
规格
工
序
工种
工作内容
时间
操作者
检验数据
结论
检验员
监察见证
1
1、未喷砂除锈的零件组装前手工除锈
2.换热管装前端部应打磨光洁
2
冷
1.将序2固定管板平方于配合平台上,下部垫起,调整
至管板上端面水平(注意固定管板方位)。
2.组装序7拉杆、序3定距管,序4折流板,序5定距
序6螺母一次交叉组装到位,并点焊螺母。
(注意折流板
方位)
3.穿序8换热管,线沿四周穿适里,疋位后,穿其余各
换热管,(注:
换热管的内翅管圭寸死端位置参照工乙图)
4.换热管上端插入瘾头,套装序9浮动管板(注意管板方位
3
冷
1•去掉引头,调整两管板位置度。
2•放倒管束,再次调整两管板位置度达图要求。
3.修整两端管子端部余量达图要求。
4.管口按图样要求胀接
4
冷/焊
1.清除毛刺锯屑,清洗管子端部及管板外端面焊接区域油污
2.按图样要求焊成所有D61焊缝,规范建焊接综合工艺卡
D61焊缝按图样要求进行探伤检查
安装序1螺栓到位。
(吊起用
注:
按工艺图所示订购胀管器型式
空分集团有限公司
压力容器(零部件制作、装配)
过程记录卡
产品代号
2458A.000
出厂编号
材证编号
产品名称
换热器
零件代号
代用凭证
6-5
容器类别
I
零件名称
规格
工
序
工种
工作内容
时间
操作者
检验数据
结论
检验员
监察见证
1
未除锈碳钢制零件装配前喷砂除锈
2
冷/焊
1.在壳体外侧划序2垫板、序21、序30鞍座装配位置线
2.按图样组对序21、序30鞍座、序23垫板到位序14
壳体找正,点焊定位
焊成上述零件焊缝,规范建焊接综合工艺。
去焊渣。
飞溅
上述E类焊缝按图要求进行探伤检查
3
冷
1•除附着在筒体内壁及装内件表面的尘污及残留焊渣等固体杂质。
2•序14壳体(组件)立方,左端向上。
下部垫起。
3.将序8垫片(一件)放置于上端。
4.吊装序15管束与壳体内。
5.序14壳体(组件|)卧置于装配平台上。
6.组装序16填料,序17套环到位。
4
冷
1.试压前综合检查。
2.按2458A.000试1安装壳程试压工
'具。
亠/、°
3,按图样设计数据及KFB47《压力容器水压及气密性试验0
规程》规疋的试验压力和程序,进仃冗程水压及气密性试验。
4.壳程试压合格后,泄压,拆除试压工具,吹干内部
5
冷
1.清洁两观想内表面及管板端面达图要求。
2•按图样方位,对应组队装序8垫片,序6固定管箱、序16填料、
空分集团有限公司
压力容器(零部件制作、装配)
过程记录卡
产品代号
2458A.000
出厂编号
材证编号
产品名称
换热器
零件代号
代用凭证
6-6
容器类别
I
零件名称
规格
工
序
工种
工作内容
时间
操作者
检验数据
结论
检验员
监察见证
序17套环、序20浮动管箱、序7.、18螺柱、序19螺母,紧固牢固
6
冷
1.试压前综合检查。
2按2458A000试2安装管程试压工具
3.按图样设计数据表及KFB471《压力容器水压及气密性试验
规程》和KFB472《压力容器气压试验规程》规定的试验压力和
和程序,进行管程气压及气密性试验。
4.管程试压合格后,泄压,拆除试压工
具。
7
冷
1.对应组装所有关口垫片,闷板,法兰及相应紧固件,紧固
2.清洁设备外表面残留焊渣、飞溅、和油污、锈斑。
装铆序22标牌,铆固序24铆钉
空分集团有限公司
压力容器(零部件制作、装配)
过程记录卡
产品代号
8816C.100
出厂编号
材证编号
产品名称
换热器
零件代号
8816C.105
代用凭证
6-1
容器类别
I
零件名称
壳体
规格
工
序
工种
工作内容
时间
操作者
检验数据
结论
检验员
监察见证
1
未喷砂除锈的零件组装前手工除锈
2
冷/焊
组装序2筒体与序1法兰、序5填料函法兰,找正点焊定位。
注意:
1.螺孔跨中布置及加工量。
焊成C5、C6焊缝。
规范见焊接综合工艺表
去焊渣、飞溅
上述焊缝按图技术要求进行探伤检查合格
3
冷/焊
1.组装序4接管与序3法兰,找正,点焊定位
焊成C15、16焊缝。
规范见焊接综合工艺、表去焊渣、飞溅
述焊缝按图技术要求进行探伤检查合格
4
冷/焊
1.组装序4接管(组件)与序6接头与序2筒体,找正,点
焊定位
上述焊缝按图技术要求进行探伤检查合格
5
冷
安装序7锥螺丝紧固
6
镗
镗法兰端面止口、内孔
空分集团有限公司
压力容器(零部件制作、装配)
过程记录卡
产品代号
8816C.100
出厂编号
材证编号
产品名称
换热器
零件代号
8816C.109
代用凭证
6-2
容器类别
I
零件名称
管箱II
规格
工
序
工种
工作内容
时间
操作者
检验数据
结论
检验员
监察见证
1
除油锈及污物
2
冷/焊
1按图样方位组装序4筒体与序7填料函法兰找正点焊定位
2、组装序1法兰与序2接管找正点焊定
(注:
螺孔应跨中布置;法兰端面留有加工余量)
焊成C7C8C9C10焊缝。
规范见焊接综合工艺表
上述焊缝按图样技术要求2进行探伤检查
3
冷/焊
组装序2接管(组件)与序4筒体3锥管,找正点焊定
(注:
螺孔应跨中布置;法兰端面留有加工余量)
4
焊
焊成B4B5焊缝规范见焊接综合工艺表
上述焊缝按图样技术要求2进行探伤检查
5
冷/焊
组装序5接头与序4筒体组件),找正点焊定
焊成D6焊缝规范建焊接综合工艺表。
清除焊渣,飞溅。
上述焊缝按图样技术要求2进行探伤检查
5
车
按工艺图车法兰端面密封面及内孔达要求
各孔口去毛刺
空分集团有限公司
压力容器(零部件制作、装配)
过程记录卡
产品代号
8816C.100
出厂编号
材证编号
产品名称
换热器
零件代号
8816C.102
代用凭证
6-3
容器类别
I
零件名称
管箱1
规格
工
序
工种
工作内容
时间
操作者
检验数据
结论
检验员
监察见证
1
除油锈及污物
2
冷/焊
按图样方位组装序4筒体与序7法兰找正,点焊定位
按图样方位,组装序2接管与序1法兰,找正,点焊定位
(注:
螺孔应跨中布置;法兰端面留有加工余量)
焊成C1C2C3C焊缝,规范见焊接综合工艺表
清除焊缝,飞溅。
上述焊缝按图样技术要求2进行探伤检查
3
冷/焊
组装序2接管(组件)与序4筒体(组件),序3锥管找正
点焊定位
(注:
螺孔应跨中布置;法兰端面留有加工余量)
4
焊
焊成B1B2焊缝按图样技术要求2进行探伤检查
5
冷/焊
组装序5接管与序4筒体(组件)找正点焊定位
焊成D3焊缝按图样技术要求2进行探伤检查
6
冷
组装序6锥螺塞到位。
7
车
按工艺图车法兰端面及密封面达要求
各孔口去毛刺
空分集团有限公司
压力容器(零部件制作、装配)
过程记录卡
产品代号
8816C.100
出厂编号
材证编号
产品名称
换热器
零件代号
8816C.106
代用凭证
6-4
容器类别
I
零件名称
管束
规格
工
序
工种
工作内容
时间
操作者
检验数据
结论
检验员
监察见证
1
1、未喷砂除锈的零件组装前手工除锈
2.换热管装前端部应打磨光洁
2
冷
1.将序2固定管板平方于配合平台上,下部垫起,调整
至管板上端面水平(注意固定管板方位)。
2.组装序7拉杆、序3定距管,序4折流板,序5定距
序8螺母一次交叉组装到位,并点焊螺母。
(注意折流板
方位)
3.穿序6换热管,线沿四周穿适里,疋位后,穿其余各
换热管,(注:
换热管的内翅管圭寸死端位置参照工乙图)
4.换热管上端插入瘾头,套装序9浮动管板注意管板方位
3
冷
1•去掉引头,调整两管板位置度。
2•放倒管束,再次调整两管板位置度达图要求。
3.修整两端管子端部余量达图要求。
4.管口按图样要求胀接
4
冷/焊
1.切除管端部多余长度及管板外端面焊接区域油污
2.按图样要求焊成所有焊缝,规范建焊接综合工艺卡
焊缝按图样要求进行探伤检查
安装序1螺栓到位。
吊起用
空分集团有限公司
压力容器(零部件制作、装配)
过程记录卡
产品代号
8816C.100
出厂编号
材证编号
产品名称
换热器
零件代号
代用凭证
6-5
容器类别
I
零件名称
规格
工
序
工种
工作内容
时间
操作者
检验数据
结论
检验员
监察见证
1
未除锈碳钢制零件装配前喷砂除锈、不锈钢除油。
2
冷/焊
1、筒体卧放在滚轮架上
1.在壳体外侧划序24垫板、序22、序26鞍座装配位置线
放
焊成上述零件焊缝,规范建焊接综合工艺。
去焊渣。
飞溅
3
冷
1•除附着在筒体内壁及装内件表面的尘污及残留焊渣等固体杂质。
2•序17壳体(组件)立方,左端向上。
下部垫起。
3.将序10垫片(一件)放置于上端。
4.吊装序18管束与壳体内。
5.序17壳体(组件|)卧置于装配平台上。
6.组装序20填料,序19套环到位。
4
冷
1.试压前综合检查。
2.按8816C.100试1安装壳程试压工
'具。
亠/、°
3,按图样设计数据及KFB471《压力容器水压及气密性试验
规程》规疋的试验压力和程序,进仃冗程气压及气密性试验。
4.壳程试压合格后,泄压,拆除试压工具,吹干内部
5
冷
1.清洁两观想内表面及管板端面达图要求。
2•按图样方位,对应组队装序10垫片,序8管箱1、序20填料、
空分集团有限公司
压力容器(零部件制作、装配)
过程记录卡
产品代号
2458A.000
出厂编号
材证编号
产品名称
换热器
零件代号
代用凭证
6-6
容器类别
I
零件名称
规格
工
序
工种
工作内容
时间
操作者
检验数据
结论
检验员
监察见证
序19环、序21管箱II、螺柱、螺母,紧固牢固
6
冷
1.试压前综合检查。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 一套 完整 换热器 装配 工艺 汇总
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
钢便桥施工方案.docx
-
变形记观后感随笔作文10篇.docx
-
初中语文优秀说课稿合集.docx
-
晨读励志文章5篇你必须叫醒那个沉睡的自己.docx
-
北京市西城区初三下统一测试地理含答案.docx
-
初二好词好句.docx
-
电捕焦基础知识整理.docx
-
大学各班委期末工作总结.docx
-
刀的生产工序及工艺.docx
-
柴埠溪大峡谷景区开发项目可行性实施报告.docx
-
创业史的主要内容.docx
-
电商平台运营方案.docx
-
部编版二下语文教案表格电子教案.docx
-
创新发展成就未来高.docx
-
对经理的评议总结优秀范文修改版.docx
-
编译原理语法制导翻译和中间代码生成.docx
-
版国家二级建造师《矿业工程管理与实务》模拟考试II卷 附答案.docx
-
单位公函怎么写.docx
-
毕业论文机电一体化专业.docx
