 往复式压缩机刘国卿.docx
往复式压缩机刘国卿.docx
- 文档编号:5264116
- 上传时间:2022-12-14
- 格式:DOCX
- 页数:39
- 大小:1.57MB
往复式压缩机刘国卿.docx
《往复式压缩机刘国卿.docx》由会员分享,可在线阅读,更多相关《往复式压缩机刘国卿.docx(39页珍藏版)》请在冰豆网上搜索。
往复式压缩机刘国卿
往复式压缩机
第一节.基本知识
活塞式压缩机的结构形式虽然繁多,但其主要组成部分基本相同,包括三大部分:
A.工作机构(气缸、活塞、气阀等)机身。
B.运动机构(曲轴连杆、十字头、轴承、传动部件等)
C.辅助设备(润滑系统、冷却部位、调节系统)
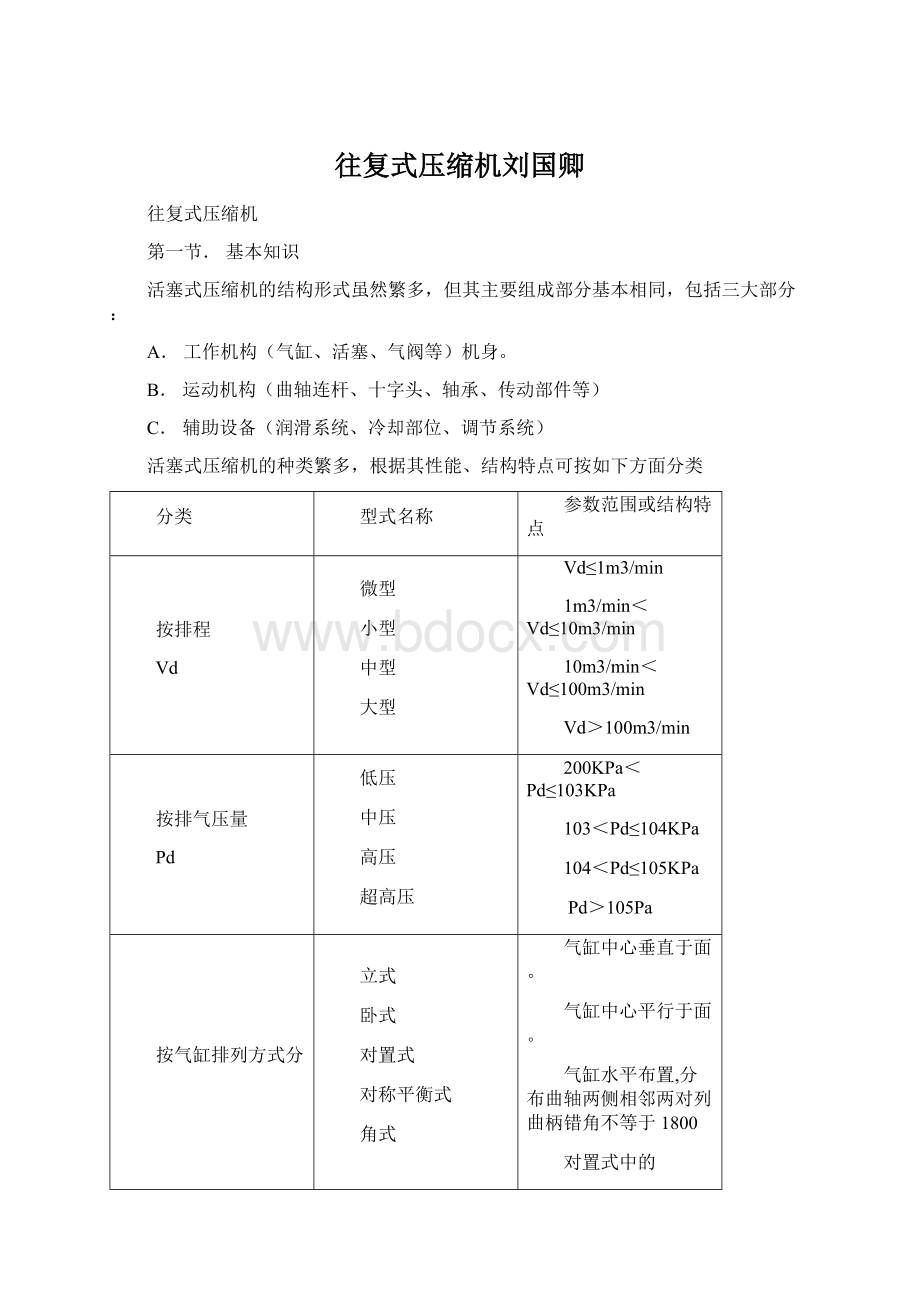
活塞式压缩机的种类繁多,根据其性能、结构特点可按如下方面分类
分类
型式名称
参数范围或结构特点
按排程
Vd
微型
小型
中型
大型
Vd≤1m3/min
1m3/min<Vd≤10m3/min
10m3/min<Vd≤100m3/min
Vd>100m3/min
按排气压量
Pd
低压
中压
高压
超高压
200KPa<Pd≤103KPa
103<Pd≤104KPa
104<Pd≤105KPa
Pd>105Pa
按气缸排列方式分
立式
卧式
对置式
对称平衡式
角式
气缸中心垂直于面。
气缸中心平行于面。
气缸水平布置,分布曲轴两侧相邻两对列曲柄错角不等于1800
对置式中的
气缸中心互成一定角度。
按气缸容积的利用方式分
单作用
双作用
级差式
仅塞一侧的气缸容积工作。
活塞两侧的气缸交替进行工作
同列一侧中有二个不同级的活塞组装在一起进行工作。
按压缩级数分
单级
双级
多级
气体仅一次压缩即达排气压力
气缸经二次压缩即达排气压力
气缸经过多次压缩。
(级间有冷却塔)
区别压缩机型式的基本特征是气缸在空间的位置。
按气缸中心的位置,活塞式压缩机可分为立式(甲醇的J203气缸的压缩机);卧式(炼油装置的绝大部分)和角度式(脱硫的M501/1.2.3)的两大类,后者仅用于小型压缩机。
卧式压缩机的特点,其优点:
1、卧式压缩机其机身较低,维修方便,大型压缩机基础较高,辅助设备可布置在楼下,便于操作。
2、卧式结构允许若干气缸串联在同一列,可分成单列或双列多级机器。
3、曲轴、连杆等运动件装拆较方便。
4、管道布置方便。
其缺点:
惯性力不能平衡,转速的提高受限制(一般为100-300m/min)。
造成机器笨重,基础尺寸大,大型时活塞和气缸易磨损。
角度式压缩机的优点:
1、动力平衡性好,一次往复惯性力的合力可以做到大部分式完全平衡。
2、因气缸彼此相距较远,利于气阀的安装与布置。
3、各列连杆可以装在同一曲拐上,曲拐数目可以减少,机器轴向长度缩短,主轴颈上可以采用滚动轴承。
主要缺点是大型时高度大。
压缩机结构示意图P69(炼厂机器)
压缩机的工作原理:
依靠活塞的往复运动,气体不断吸入与排出,从而获取比以前较高压力的气体。
工作过程:
(膨胀)、吸气、压缩、排出。
机型代号
结构简介
L
气缸排列是L型(立、卧式结合)
V、W
气缸排列是V、W型(角式)
Z
气缸竖立排列
P
气缸水平排列
M
M型对称平衡式(卧式、电机位于气缸一侧)
H
H型对称平衡式(卧式、电机位于气缸之间
D
对置或对称平衡式
第二节.活塞式压缩机的主要工作部件
气缸
气缸是构成压缩机容积实现气体压缩机的主要部件。
故应具有足够的强度与刚度,由于活塞在其中运行,内壁面(气缸镜面)承受摩擦,应有良好的润滑及耐磨性。
为了逸散压缩气体所产生的热量,气缸应有良好的冷却措施。
此外,应尽可能减少合隙容器和气体阻力。
1、气缸材料
铸铁气缸工作压力低于5.88*103KPa
铸钢工作压力介于5.88*103KPa~19.6*103KPa
碳钢或合金钢锻造工作压力高于19.6*103KPa
2、气缸镜面
为了保证气缸面耐磨,并使活塞与气缸镜面密封可靠,气缸镜面应精加工,其硬度加工精度与表面光洁度均有一定的要求,气缸的镜面一般应满足这样的要求:
即活塞在内、外止点时,相应的最外一道活塞环必须超出气缸镜面1-2mm,否则会形成凸台,造成活塞冲击、积垢,甚至在拆修时活塞无法从气缸中取出。
为了便于加工镜面和安装活塞,应使镜面之外的圆柱面直径略大于镜面直径,而且与镜面成锥面过渡。
如图
气缸镜面上活塞环在两止点时的位置图
活塞组件与填料
活塞组件包括活塞、活塞杆及活塞环等。
它们在气缸工作往复运功,起着压缩气体的作用,填料主要是阻止气缸内气体经活塞杆与气缸间的间隙向外泄漏的组件,其基本要求是具有良好的密封性、耐磨性。
活塞的结构形式很多,常有的有筒形活塞、盘形活塞和级差式活塞组合成活塞。
筒形活塞主要用于无十字头单作用低压压缩机,其结构特点是通过活塞销直接与连杆相连,其下方有一段称之为群部。
它与气缸壁紧贴,起导向作用,同时承受侧向力,筒形活塞主要靠飞次式润滑,一般用铸铝等铸成。
(脱硫M501/1.2.3)结构图如图
盘形活塞主要适用于有十字头的双作用气缸,为了减轻重量,铸成空心的结构。
盘形活塞的材料为铸铁或铸铝,大直径也可采用钢板焊接结构。
如图
级差式活塞:
高低压级活塞的连接采用球形关节连接,即高压级活塞相对于低压活塞。
既能作径向移动,又可转动,从而可使活塞自动对中,避免由低压级活塞摩损后位置下沉,而使全部重量落在高压级小活塞上,导致高压级活塞与气缸急剧磨损。
高压级活塞上的支撑面,为了便于加工,制成整圈式(甲醇J203二、三级活塞)图
活塞杆
活塞杆是传递活塞力的主要零件,它一段连接活塞,另一端固定在十字头上。
活塞杆与活塞的连杆,通常采用园柱凸肩和锥面连接两种。
在园柱凸肩连接中,活塞力传递,分别由活塞杆的凸肩和螺母来承受。
为使凸肩直径不大了比杆身直径大得太多,活塞与凸肩的支承表面须径研磨,以增大有效地接触面积,提高使用支承能力,由于凸肩传递全部的活塞力,所以凸肩与活塞杆园柱面应严格垂直并应有合适的过渡园角。
由于活塞杆承受多变载荷,所以活塞杆的连接螺纹根部侧园,减少应力集中。
另外,为防止螺母松动,必须有防护措施。
锥面连接:
优点是装拆方便,活塞与活塞杆之间不需要定位销。
缺点是加工较复杂,若锥度加工不精确,则不仅活塞不能压紧,而且还影响活塞与活塞杆之间的垂直度(我厂压缩机中未采用)
为了保证填料函处的密封性,活塞杆与填料函接触的部分,应有较高的尺寸精度,表面光洁度与良好的耐磨性,填料密封压力较高时,为增加耐磨性,可进行高频淬火,氮化等表面处理,要求表面硬度HRC52-62,也可镀烙,镀烙层径磨削后应保持0.05-0.25mm。
活塞杆的材料,淬硬处理的用35、45号优质碳素钢,氮化处理的用低合金钢38CrMoAIA2等
活塞环
活塞环是密封气缸镜面和活塞之间缝隙的零件,另外还起布油和导油作用。
活塞环密封压力是由气体压力本身产生的,气缸内压力越大,密封压紧力也越大,这就表明活塞环具有自紧密封的特点。
活塞环切口形式:
直切口、搭接、斜切口。
填料函
活塞杆与气缸之间的密封常采用两种形式的填料:
平面填料函、锥面填料函。
它们的密封原理与活塞环相似,都是靠气体压力产生密封,属自紧式。
填料函主要是由密封环、锁闭环组成。
安装时两环切口必须互相错开,一般环上径向切口的间隙可留1mm左右,磨损后依靠气体力及弹簧力自行缩小内径。
仍拖紧在活塞杆上。
如图
平面填料函只用于压力P<9.8×102KPa,高压可采用锥面填料函。
(锥面填料函在我厂不常用)
气阀
气阀是压缩机中主要部件,其作用是控制气体及时地吸入于排除气缸。
目前,压缩机一般采用自动阀,即气阀的启闭不需要采用强制机构,而是靠两边的压力差来实现的。
常用的自闭发有:
环状阀、网状阀、条状阀、直流阀、舌簧阀等。
环状阀结构如图P131图5-29。
环状阀主要由阀座、阀片、弹簧及开程限制器等零件组成。
阀片启闭要及时,影响它的因素很多,最主要是控制合适的弹簧力并尽量减轻阀片,弹簧的质量。
阀片开程R主要与阀隙通道间隙有关,h↓阀片寿命长,阀隙速度过大,Q损失增大,h↑使阻力损失下降,但阀片冲击大,还会使阀片开启不完全和阀片滞后关闭。
第三节压缩机的润滑
压缩机中所有作相对运动的零件表面(活塞环与气缸、活塞杆与填料、连杆大头与曲柄销、连杆小头与十字头销、十字头与滑道、主轴与主轴等)除采用自润滑材料外,都需进行润滑,目的在于减少摩擦功率,提高机械效率,延长机器寿命。
气缸、填料函中的润滑油还起阻塞气体的作用,提高活塞环、填料的密封能力。
此外,润滑油能冷却摩擦表面,导走摩擦热,防止润滑部位咬或烘伤,防止零件生锈。
气缸润滑方式:
(1)飞溅润滑,主要用于无十字头的压缩机,注意油面高度不能碰到连杆和平衡铁,否则将引起附加的功率消耗
(2)压力润滑,用于大、中型有十字头压缩机。
主要是通过注油器提高压力注入气缸。
填料函的润滑与气缸压力润滑一样,注油量通过注油器控制。
曲柄连杆机构的润滑,绝大部分压缩机多采用压力润滑,且油路均是循环的,循环油路上没置冷却器和油过滤器。
润滑油路根据压缩机的列数多少而有多种形式。
但由曲轴(主轴承)→连杆大头→连杆小头→十字头滑道→油箱的基本油路是一样的。
润滑油泵大多采用齿轮油泵,工作可靠,油压稳定。
循环压缩机绝大部分油路为:
油箱→粗过滤器→油泵→冷却器→精过滤器→主轴瓦→连杆大头瓦→连杆小头瓦→十字头衬套、滑道→油箱。
注意:
氧气压缩机气缸,填料绝对不能用润滑油。
第四节.维护区的活塞式压缩机
L型压缩机
甲醇J203/a.b.型号LW-13/22(华西通用机器公司)
结构特点:
气缸为一级缸,活塞为双作用。
二、三级缸串联在一起,活塞为单作用。
十字头与拉杆连接为双螺纹连接,主轴承为滚动轴承,曲轴只有一个曲拐,润滑是依靠轴头泵、气体密封填料,每个填料盒内装有锁闭环、密封环、阻塞环,但是由于改造后充氮气保护,最外一个填料盒与其他填料盒的填料组装顺序相反,三级活塞依靠法兰通过拉杆连接在二级活塞上,且三级活塞有一定的径向、轴向浮动性。
注意:
压缩机压缩介子为H2,含有少量的CO、H2等。
作业时,一定要防止CO中毒,以及检修一段气缸、气阀时,注意高空作业,吊装安全。
润滑油路:
曲轴箱→轴头泵→过滤器→冷却器
小聚气缸压缩机:
C-1、C-2、4LW-7/22,C-3、4LW-12.5/22-11其结构大体与甲醇J203相同,只是卧缸只有一个气缸,一级压缩,活塞为双作用。
W型压缩机
脱硫氨压机M501/1.2.3
M501/1.2型号6AW-10大连冷冻机厂
M501/3型号6AW-12.5烟台冷冻机厂
结构特点:
六个气缸分三组呈W型布置,活塞与气缸润滑靠飞溅式润滑,活塞为单作用,连杆直接与活塞相连,曲轴主轴瓦为圆筒形瓦,推力间隙靠座瓦支承座与机壳接合面的垫片厚薄来调整,活塞的止点间隙靠调整缸套与机壳接合面垫片。
轴瓦的润滑依靠轴头泵的压力油润滑。
润滑油路:
曲轴箱→过滤器→油泵→过滤器→油冷却器→主轴瓦→连杆大头瓦→连杆小头瓦。
注意:
1)检修该设备一定要置换干净,防止冻伤,熏倒,地面防滑;
2)气缸套的传动套不能装错,否则不作功;
3)刮油环要与气缸内壁对称,否则跑油严重;
4)阀片顶杆不能太长,否则不作功,也不能太短,否则能使调节器不起作用;
5)油泵内的垫片不能装反,否则不起油压;
6)后端轴瓦支承座、油泵入口不能在更换垫片时不开孔;
7)压缩机检修完,开机时,前后支承座要加油,防止轴瓦干摩;
8)顶阀器的活塞与套要灵活,但不能漏油。
D型压缩机
我厂大部分压缩机都是属于D型压缩机
加氢制氢联合装置:
J402/1D-20/4-27上海压缩机厂
J402/2D-20/4-27上海压缩机厂
J401/1DW-10/20-27无锡压缩机厂
J401/2DW-10/20-27无锡压缩机厂
岳阳兴长甲醇厂:
J201/AD-11/13.3-47简阳压缩机厂
J201/BD-11/13.3-47简阳压缩机厂
J201/CDW-12/12-48上海压缩机厂
J202/AD-22/46.5-51.5华西通用机器公司
J202/BD-22/46.5-51.5华西通用机器公司
重整:
C601D6.5-10/26-36无锡压缩机厂
C602D6.5-10/26-36无锡压缩机厂
C1301AD6.5-10/26-36无锡压缩机厂
C1301BD6.5-10/26-36无锡压缩机厂
C1301CD6.5-10/26-36无锡压缩机厂
C1301DD6.5-10/26-36无锡压缩机厂
C504D6.5-3/16-84无锡压缩机厂
C1101DW-12.5/20-26-X无锡压缩机厂
C1941AB2D10-20/7.9-12.1-BX沈阳气压机厂
C1943AB2D3.5-5/7-15沈阳气压机厂
C15012D20-35/13-21-BX沈阳气压机厂
以上压缩机都属对称平衡型布置,曲轴箱两侧各一气缸,但是有些二级增压,有些一级增压,有些在入口气阀带有卸荷装置,下面就各型号压缩机具有个性进行介要。
加氢J402/1、J402/2活塞外园中间有一块大约1/4周长的钨金层,相对于平常压缩机活塞上的托瓦,所以活塞必须定向装配。
在调整活塞止点间隙时,只能转动十字头内与拉杆相连的螺帽,而不能转动拉杆。
拉杆与十字头连接虽然是双螺纹连接,但它不直接连接在十字头上,而是通过十字头里的背帽,与十字头面定位外加背帽紧固。
密封盒元冷却塔水面是注油。
润滑油路:
油箱→油泵→过滤器→冷却塔→主轴瓦→连杆大头瓦
十字头滑道→连杆小头瓦
注意:
1)活塞上钨金的方位。
2)调上间隙,但坚决不能转动拉杆。
3)密封盒注油眼一定要对准。
甲醇J201/A、J201/B与其机组区别在于:
十字头与拉杆属法兰连接,活塞止点间隙的调整主要是调整十字头与拉杆按合面垫片的厚度来实现。
检修这种压缩机时要注意:
紧固十字头与拉杆的方法兰的四个螺栓时,用力要均匀,调节垫片要进过磨削,以防拉杆与填料腔体偏磨,填料盒走水冷却,填料盒要研磨,试漏,大检修时要注意电机的磁力中心。
甲醇J201/C.重整C504.G301A.B.C.D
它们拉杆与十字头连接是一个哈半接头,这种连接的装配,先要将固定哈半接头的四个螺栓紧固,然后才能旋转背帽,使拉杆与十字头凹槽贴合紧密,同样调节活塞止点间隙的垫片,也要经过磨削,值得注意的是,重整C504、c1301A.B.C.D填料盒外走冷却水,所以填料盒一定药相互研磨,且要试漏,组装完填料后一定要开水试漏,防止返工。
且主轴座瓦,连杆大小头瓦都为厚皮瓦,研瓦主要研接触面、侧间隙,而顶间隙靠加垫片调整。
C504.C1301润滑油路与其它有所区别,润滑油路:
下滑道
油箱→过滤器→冷却器→油泵→过滤器→十字头上滑道
主轴瓦→连杆大头瓦→连杆小头瓦→十字头衬套
甲醇J201/C大修时,要注意电机磁力中心,且对轮膜片不能扭曲变形,对轮螺栓力矩要按厂家要求的进行。
重整C1941AB
十字头与拉杆连接主要是依靠两个半园卡环加螺母背紧,半园卡环方向不能装反,活塞与拉杆连接的紧固方法是先用手将活塞背帽旋转到位,再用电加热棒将拉杆头加热到200C,将背帽在原来的位置旋转590,冷却即可。
润滑油路:
油箱→油泵→冷却塔→过滤器→主轴瓦座
十字头滑道→十字头衬套→连杆小头瓦→连杆大头瓦
进口压缩机或合资企业产压缩机:
加H:
J201/12HHE-VB-2英格索兰公司
J201/22HHE-VB-2英格索兰公司
J203+204/1.24E2+1英国BP公司
重整:
C507BTD-NICC日本日立公司
C508BSD-NWCC日本日立公司
C509BSD-NWCC日本日立公司
C1901AB12-2HHE-VE1上海德莱赛兰公司
加氢联合机J203+204/1.2,型号4E2+1是我厂功率最大的往复式压缩机。
其中从电机看,右边的两缸为增压缸,左边的两缸为循环缸,拉杆与活塞连接背帽为超级螺母,超级螺母上的小顶力矩为185NM.拉杆与十字头连接靠液压螺母紧固,其中必须注意拉杆与十字头贴合端面,都不能有毛刺、杂质,不然会影响起拉杆的偏斜,与填料盒摩擦,检修时必须注意1)拉杆的方向(与十字头接触处有记号);2)填料盒组装完后装,开注油器,冷却水观察,润滑油是否畅通,冷却水不往外渗漏且畅通;3)拆装连杆螺栓时,对称螺栓同时松紧;4)各螺栓紧固必须严格按照要求力矩进行。
润滑油路:
油箱→油泵→过滤器→冷却塔→十字头上、下滑道
主轴座瓦→连杆大头瓦→连杆小头瓦
重整C1901AB、加HJ201/1.2、J101,结构大体相同,拉杆与十字头连接处,拉杆顶端有放转销,拆卸一定要注意。
C1901AB拉杆与十字头螺纹连接再加超级螺母,活塞背帽也是超级螺母,小顶丝的力矩125N1M.它们十字头销要有一定的轴向移动,所以更换十字头衬套一定要注意,外边一定要装平,防止衬套顶死十字头销两边的盖板。
第四节.往复式压缩机的检修
检修前的准备:
1)掌握运行情况,备齐必要的图纸资料。
2)备齐检修工具,量具,起重机具,配件及材料。
3)切割电源及设备与定位的联系,内部介子吹扫置换干净,符合检修条件。
检修内容:
1)拆卸连轴器,检查机组对中。
2)打开气缸盖,曲轴箱盖,拆开十字头与活塞杆连杆的锁紧装置,取出活塞,填料密封,检查磨损情况。
3)拆下活塞杆,检查磨损与弯曲。
4)拆卸十字头销轴,连杆螺栓,取出十字头,检查十字头、滑板。
衬套与销轴的磨损情况。
5)拆卸进排气阀,检查阀片、弹簧、阀座的磨损。
6)检查测量气缸,曲轴轴瓦、连杆、连杆大小头瓦。
7)检查润滑油系统,冷却水系统。
检修质量要求:
1.气缸:
气缸内表面应光洁,无裂纹、气孔等缺陷。
当气缸磨损超过后直径的20%或气缸内表面被拉伤超过圆周的1/4,并有严重沟槽,时,应镗缸或更换缸套,气缸经过镗缸,换缸后应进行水压试验,试验压为操作压力的1.5倍,但不低于0.3mPa维持30min,应无渗漏,出汗现象。
2.活塞、活塞环:
活塞环在槽内应活动自由,且有一定张力。
活塞环外径与气缸镜面接触不得小于周长的60%,其间隙不得大于0.05mm。
我厂大部分压缩机活塞环厚度在10mm左右。
材料为聚四氟乙烯,活塞环在槽内侧间隙为0.15~0.20mm,开口间隙5~8mm.
3.活塞杆:
新活塞杆必须作无损害操伤检查,不得有裂纹及其缺陷。
活塞杆弯曲不能超过0.06mm/m,最大不得超过0.1mm/m.
4.十字头销与连杆小头瓦的间隙一般控制在0.03~0.08mm,锥形十字头销锥面与十字头孔对研配合,其接触面不小于90%。
5.对于主轴承为对称结构的曲轴的臂矩差值(张合度)应符合下表:
曲轴半径臂差距
≤200≤0.02
>200-250≤0.03
>250-300≤0.05
>300≤0.06
轴与轴承应均匀接触,接触角度600-900,轴承衬背与机座,连杆瓦窝均匀贴合,接触面积为70-80%,轴承合金层与轴承衬结合良好,合金层表面不得有裂纹、气孔等缺陷,薄壁轴承不得刮研。
6.联轴器检修时,禁止用手锤直接敲打,以免损伤联轴器,对中要求按说明执行。
7.密封填料与刮环:
密封圈与活塞杆接触面积达70%以上,接触点每平方厘米不少于4-5点。
严禁用金刚砂研磨,组合式密封填料开口不少于1mm,各圈填料开口均匀错开组装。
对于三、六瓣的密封圈,三瓣的靠气缸侧,六瓣的靠十字头侧。
金属填料和石墨填料在填料盒内的轴向间隙0.05-0.1mm,聚四氟乙烯填料轴向间隙比金属填料大3-4倍。
8.气阀:
阀座密封面有腐蚀、麻点、划痕与阀片接触应连续封闭,气阀弹簧应有足够的弹力,在同一阀片上,各弹簧直径及自由高度均应一致,阀片开降自由,不得有卡涩现象。
我公司维护往复式压缩机一览表
装置
编号
设备名称
型号
介质
流量m3/h
P吸/P出mPa
功率kw
生产厂家
脱硫
M501/1.2
氨压机
6AW-10
气氨
8.1万大卡/兆
0.1-0.2/1.25
30
大连冷冻机厂
M501/3
6AW-12.5
气氨
15.8万大卡/时
0.1-0.2/1.3
95
烟台冷冻机厂
加H
120万加氢机
J203+204/1.2
120
4E2+1
氢气
新氢20000
循环氢90000
1.6-9.1
6.3-8.9
3800
英国Peter公司
J401/1.2
制氢循环机
DW-10/20-27
氢气
600
2.0/2.5
185
无锡压缩机厂
J402/1.2
制氢进料机
D-20/4-27
焦化富气
1200
0.5-2.9
630
上海压缩机厂
J101
30万加氢增压机
5923
1.1-9.1
650
英格素兰公司
J201/1.2
120万加氢增压机
2HHE-VB-2
氢气
7200
1.1-9.1
683
英格素兰公司
甲醇
J201/A.B
合成气压机
D-11/13.3-47
甲醇合成气
11
1.33/4.7
500
简阳压缩机厂
J201/C
合成气压机
D-12/12-48
甲醇合成气
12
1.2/4.8
550
上海压缩机厂
J202/A.B
循环气压缩机
D22/46.5-51.5
循环气
22
4.65/51.5
280
华西通用机器公司
J203/A.B
LW-13/22
氢气
13
0.01/2.2
132
华西通用机器公司
小聚气柜
C-1.C-2
4LW-7/22
丙稀
7
0.02/2.2
75
北京第一通用机械厂
C-3
4LW-12.5/22
丙稀
12.5
0.02/2.2
132
北京第一通用机械厂
重整
C504
D6.5-3/16-84
氢气
3060
1.6/8.4
280
无锡压缩机厂
C507
BTD-NICC
氢气
4000
1.7/8.4
350
日本日立公司
重整
C508.C509
BSD-NWCC
氮气
17000
7.4/8.4
150
日本日立公司
C601.602
D6.5-10/26-36
氢气
16200
2.6/3.6
280
无锡压缩机厂
C1011
预加氢压缩机
DW-12.5/20-26-X
氢气
13200
2/2.6
250
无锡压缩机公司
C1901AB
重整氢增压机
12-2HHE-VE1
氢气
17400
0.75/2.2
900
上海德莱赛兰
C1941AB
气压缩机
ZD10-20/7.9-12.1-BX
烟气
9000
0.79/1.21
220
沈阳气压机厂
C1942AB
空气压缩机
PW-2/5-12.1-X
空气
600
0.5/1.21
30
无锡压缩机公司
C1943AB
氮气循环压缩机
ZD3.5-5/7-15
氮气
2000
0.7/1.5
90
沈阳气压机厂
C1301ABCD
抽提加料循环氢
D6.5/26-36
氢气
16200
2.6/3.6
280
无锡压缩机厂
C1501
ZD20-35/13-21-BX
氢气
35000
13/21
490
沈阳气体


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 往复 压缩机 刘国卿
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
消防设计技术审查的要点Word文档格式.docx
-
第三章 习题课 带电粒子在磁场或复合场中的运动Word格式.docx
-
湖南岳阳中考英语模拟卷含答案Word文档格式.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
以初中生活为话题作文Word文档下载推荐.docx
-
移动客服上半年工作总结与移动客服工作总结4篇汇编docWord文件下载.docx
-
10kv工厂供电毕业设Word文档格式.docx
-
中内歌诀版黄涛Word文档格式.docx
-
中小企业建设项目投资建设投资可行性论证分析报告Word文档格式.docx
-
药品零售的质量管理Word文件下载.docx
-
宿舍管理制度及台账Word格式文档下载.docx
-
烟草专卖局副局长述职述廉报告Word文档格式.docx
-
中考语文语音与汉字Word格式.docx
-
移动互联网时代的信息防护与安全期末考试答案课案讲课讲稿Word格式.docx
-
药店社会实践心得体会Word下载.docx
-
写给儿子的话150句Word格式文档下载.docx
-
一粒种子Word下载.docx
-
一级消防工程师《消防安全案例分析》考试试题汇总Word下载.docx
-
新概念英语三word版本Word文档下载推荐.docx
-
新北师大版四年级数学上册教案全册Word文件下载.docx
-
我国个人数据保护立法现状与展望Word文档下载推荐.docx
-
学校大班班务教学工作总结Word文档下载推荐.docx
-
一年级10以内加减法口算练习题Word下载.docx
