 tqm研究专题doc.docx
tqm研究专题doc.docx
- 文档编号:5103705
- 上传时间:2022-12-13
- 格式:DOCX
- 页数:20
- 大小:645.75KB
tqm研究专题doc.docx
《tqm研究专题doc.docx》由会员分享,可在线阅读,更多相关《tqm研究专题doc.docx(20页珍藏版)》请在冰豆网上搜索。
tqm研究专题doc
TQM研究专题
一、研究动机
通过近一个月的TQM系统学习,为了验证自已的学习效果,故联系本公司电脑线生产的实际,特此研究此专题。
二、理由
客户对电脑线的不良率要求非常苛刻,而电脑线外观不良率占电脑线总不良率的80%以上。
由此而引起客户抱怨和退货的案子时有发生。
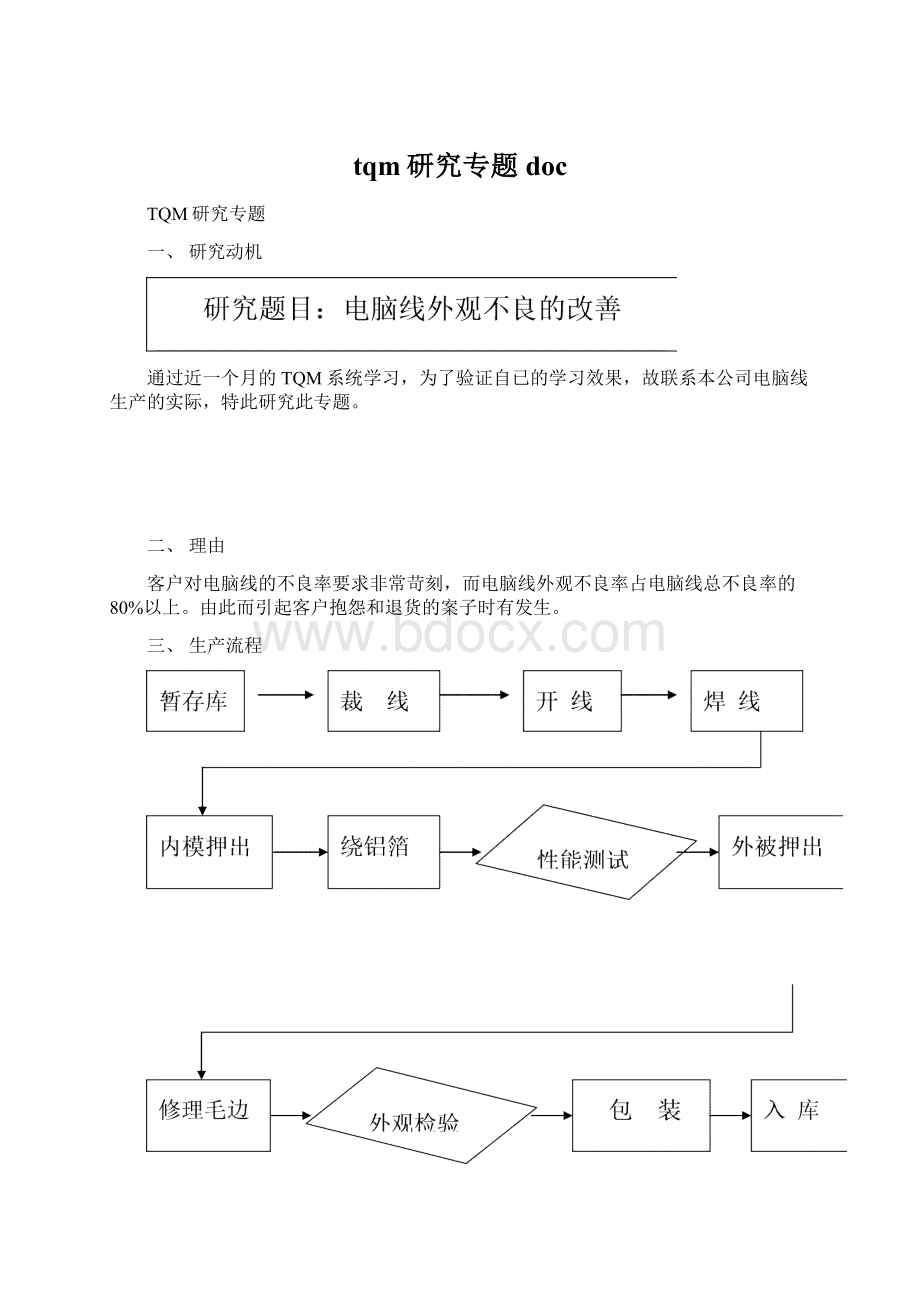
三、生产流程
改善目标
将电脑线外观不良率从2.68%降到0.68%。
四、现状掌握
电脑线外观不良查检表
1、查检人:
李庆远;
2、查检时间:
1998年10月8日至10月17日;
3、查检周期:
一天一次;
4、查检时间:
每天下午15日至17时;
5、查检方法:
抽查;
6、查检数:
1000条/天;
7、记录方式:
阿拉佰数字。
8、判定方式:
⑴尺寸不良:
电脑线长度不在允许范围;
⑵表面不良:
由于缩水造成的凹面;
⑶SR露铜丝:
接头与线材接口露铜丝;
⑷开口:
接头该吻合处出现裂缝;
⑸碰伤:
表面出现划痕。
五、柏拉图分析
电脑线外观不良统计表
检查数:
10000PCS
不电脑线外观不良柏拉图
良2.532.68结论:
率2.402.46100%1.据图分析,累计A.B两项
︵2.1881.3%的影响度为81.3%
2.0%累2.因此要针对A.B两项做
︶1.49计要因分析,再下对策.
1.0影
响
度(%)
ABCDE
尺表SR开碰其
寸面露口伤它
不不铜
良良丝
六、特性要因分析
保养不足情绪不好
作业疏忽
裁线机劳累技术不足
球队
不足
过难关押出时太快
标准照明度
速度球队温度
太热
排气孔错位
压力不稳新手多
模具故障技术培训
不负责任
督导不周
拿取不正
操作P数过高
冷却短调机PVC料
关模时间
加料不足二次料过多
七、电脑线尺寸之探讨
1、直方图分析
查检时间:
98年10月8日至10月20日查检人:
李庆远
查检周期:
每天一次;测量工具:
精确度为0.1CM的2M直尺;
查检时间:
每天15时至16时;测量方法:
目视;
查检方法:
抽查;产品规格:
100±5CM
查检数:
每次从100条中任选5条;
由上表之数据绘制直方
图如右图所示。
由直方图可见,有部分产品尺寸
超出规格上下限,需要改进。
1X-T01
2、计算管制系数及讨论:
[ā=R;CP=SU-SL;Ca=;Ta=Su+SL;Ckp=(1-Ca)Cp;
d26āSu-SL2
2
Cf=√n.бx
Ô
X=100.5;б=2.25;Cp=0.74(管制状态下);Ca=0.1(A级);Cpk=0.67(不在管制状态下);
Cf=2.99(非管制状态)
由管制系数可见,制程不在管制状态需要改进。
八、电脑线尺寸之管制图
X:
UCL=X+A2R=103.1R:
UCL=D4R=9.6
CL=X=100.5CL=R=4.6
LCL=X-A2R=97.9LCL=0
X104UCL=103.1
管102
制100CL=100.5
图98LCL=97.9
96
10UCL=9.6
R
管8
制6
图CL=4.6
4
2
结果讨论:
由X管制图和R管制图可见,有几点超出UCL或LCL之外,说明制程不在管制状态,需要改善。
(VMTI专题研究报告用纸)
十、效果确认:
1、推移图比较(改善前后)
40改善前改善中改善后
不
良(%)
率
30
20P前=2.68%
10P中=1.04%P后=0.50%
2、柏拉图比较(改善前后)
改善前期间:
10/8~10/14改善后期间:
11/30~12/9
总查检数:
10000PCS总查检数:
10000PCS
3.03.0
不
良不
率(%)良2.0
2.0率改善成果
%1.0
1.0
尺表SR开碰其SR尺表开碰其
寸面露二露寸面
不不铜口伤它铜不不口伤它
良良丝丝良良
3、X–R管制图比较:
(改善前后)
单位:
CM
104104
X102UCL=103.1102UCL=102.8
管100CL=100.5100CL=100.1
制98LCL=97.998LCL=97.4
图9696
1010
R8UCL=9.68UCL=9.9
管66
制4CL=4.64CL=4.7
图22
0LCL=4.60UCL=0
3、直方图比较:
(改善前后)
LC=95L=100LU=105
1212
91111改善前直方图
5(期间:
10/8~10/14)
93.595.597.599.5101.5103.5105.5107.5
LC=95L=100LU=105
1313改善后直方图
11(期间:
11/30~12/9)
109
4
3
11
95.597.599.5101.5103.5104.5
96.598.5100.5102.5
改善前后直方图讨论:
改善后图形近似呈常态分配制品
且在规格之内,表示制程良好,品质均匀合格。
与改善前比较有较大的改善。
十一、改善前后电脑线外观不良检定:
改善前不良率Po=2.68,改善后抽10000PCS时,有不良品50个,问改善前后不良率是否有降低?
1、单侧检定:
Ho:
P=Po,H1:
P 2、决定冒险率: a=0.05,拒绝界线-u(a)=-1.645; 3、计算统计量: X–nPo50–10000×0.0268 Uo===-13.5 n.Po.(1-Po)10000×0.0268(1-0.0268) 4、判断: Uo<-U(а)否定H。 5、结论: 在有意水准5%下,可认定改善后不良率有降低。 -13.5 H1 -U(а) -1.645 十二、标准化 十三、工程分析及改善 时间计算以生产100条电脑线为一单位 工程名称: 电脑线生产工程 十四、结论: 将课堂上学的知识和书本上的知识一点一滴的消化。 吸收。 在TQM过程中具体化,前后花了三周时间,不断的修改,补充;请教徐老师,高老师,王老师;与同事们探讨生产流程和改进方法;与同学们讨论方法,终于完成了这篇研究报告。 尽管过程是漫长的、艰辛的;但结果却是甘甜的,收获是丰厚的。 通过考题研究,使我将三周来学到的知识用在实践中,尽管是模似操练,但仍然有实战的感觉。 回到公司后,我一定会找一个实际生产中出现的问题,真枪真刀的完成一篇真正的研究报告,并且不断的利用此方法解决公司中出现的各种问题。 另外,我还将通过教育训练,将此种方法教授给生产现场的课长,组长,让大家一起用此方法来解决生产中出现的问题。 使工厂的生产得以改善,产品品质得以提升。 感谢公司邢董事长和黄总经理,是他们予我这次宝贵的学习机会。 感谢建峰的叶总和各位老师,是他们给予我知识和经验。 感谢四位与我同来的同仁,是他们给予我生产流程上指导。 感谢同班的51位同学,在与他们的讨论和交流中使我受益非浅。 李庆远


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- tqm 研究 专题 doc
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
-
计算题测试文档格式.docx
-
会计年终总结范文精选10篇Word文件下载.docx
-
基坑支护及降排水方案Word格式文档下载.docx
-
古代诗歌鉴赏一剪梅学案Word文档格式.docx
-
国标舞考级Word文件下载.docx
-
机电工程质量验收规范是什么Word文档下载推荐.docx
-
技术员工作自我评价文档格式.docx
-
交警支队车棚改造工程施工合同文档格式.docx
-
护士变更注册申请审核表与示范文本Word文档下载推荐.docx
-
最新学校新冠肺炎疫情防控应急预案Word文件下载.docx
-
GB50204钢筋规范之欧阳总创编Word格式文档下载.docx
-
《半期整改措施》Word格式.docx
-
诊断 症状学腰背痛关节痛汇总.docx
-
英美文学欣赏The Analysis of Shelleys Ode to the West Wind.docx
-
增值税营改增所得税消费税车购税测试题.docx
-
整理二级建造师管理真题.docx
-
英语三级重点高频词汇导入背单词APP使用.docx
-
浙教版学年九年级数学上册第2章测试题及答案.docx
-
证件照教学设计方案.docx
-
优品课件之《从锁国走向开国的日本》教案.docx
-
整理北京交通大学万用表组装实验报告.docx
-
质量管理计划.docx
-
有机化学鉴别.docx
-
整理照明灯饰灯具行业分类英语词汇.docx
-
濉溪县城市总体规划公示.docx
-
智能化工程质量验收记录表.docx
-
学生会纪检部工作总结.docx
-
幼儿园保教主任发言稿.docx
-
跆拳道协会工作总结.docx
-
中国茶叶店连锁市场竞争分析与竞争战略研究报告.docx
-
学宪法讲宪法主题演讲稿800字精选5篇弘扬宪法精神演讲稿5篇.docx
-
《朗读者》最佳作文素材精华句子汇编Word文档格式.docx
-
matlab中的非线性规划求解fmincon函数Word下载.docx
-
PDF总经理工作细则及经营决策权限0731海兴电力科技Word文档格式.docx
-
中级会计职称考试真题及答案下载文档格式.docx
-
《少年闰土》教案和设计意图Word文件下载.docx
-
幼师毕业生自我鉴定18篇Word格式.docx
-
2物业管理条例0710Word文档下载推荐.docx
-
NLP的四大支柱Word文件下载.docx
-
预应力管桩基础工程施工合同范本Word文档格式.docx
-
《汽车电工电子》教案 仪器仪表的使用文档格式.docx
-
PTN操作步骤Word文件下载.docx
-
中考专题复习名著阅读教案Word文档格式.docx
-
园林绿地养护方案培训资料样本文档格式.docx
-
语文二年级下册的教案及反思Word文档下载推荐.docx
-
《计算机网络基础》题Word格式文档下载.docx
-
智能网络办公系统数据库课程设计Word文件下载.docx
-
R语言教程写给高级入门者的数据打理攻略Word文档下载推荐.docx
-
印巴克什米尔问题的政治文化解读Word文档下载推荐.docx
-
原油管道输送基础知识Word文档格式.docx
