 制程检验标准.docx
制程检验标准.docx
- 文档编号:4824511
- 上传时间:2022-12-09
- 格式:DOCX
- 页数:49
- 大小:28.68KB
制程检验标准.docx
《制程检验标准.docx》由会员分享,可在线阅读,更多相关《制程检验标准.docx(49页珍藏版)》请在冰豆网上搜索。
制程检验标准
文件类别
深圳市xx有限公司
文件编号
标准文件
版别
A/0
文件名称:
制程检验标准
页码
1of12
物料
巡检方式
检验器具
检验项目
检验方式
频率及抽样数
质量要求
测试方法及不良处理措施
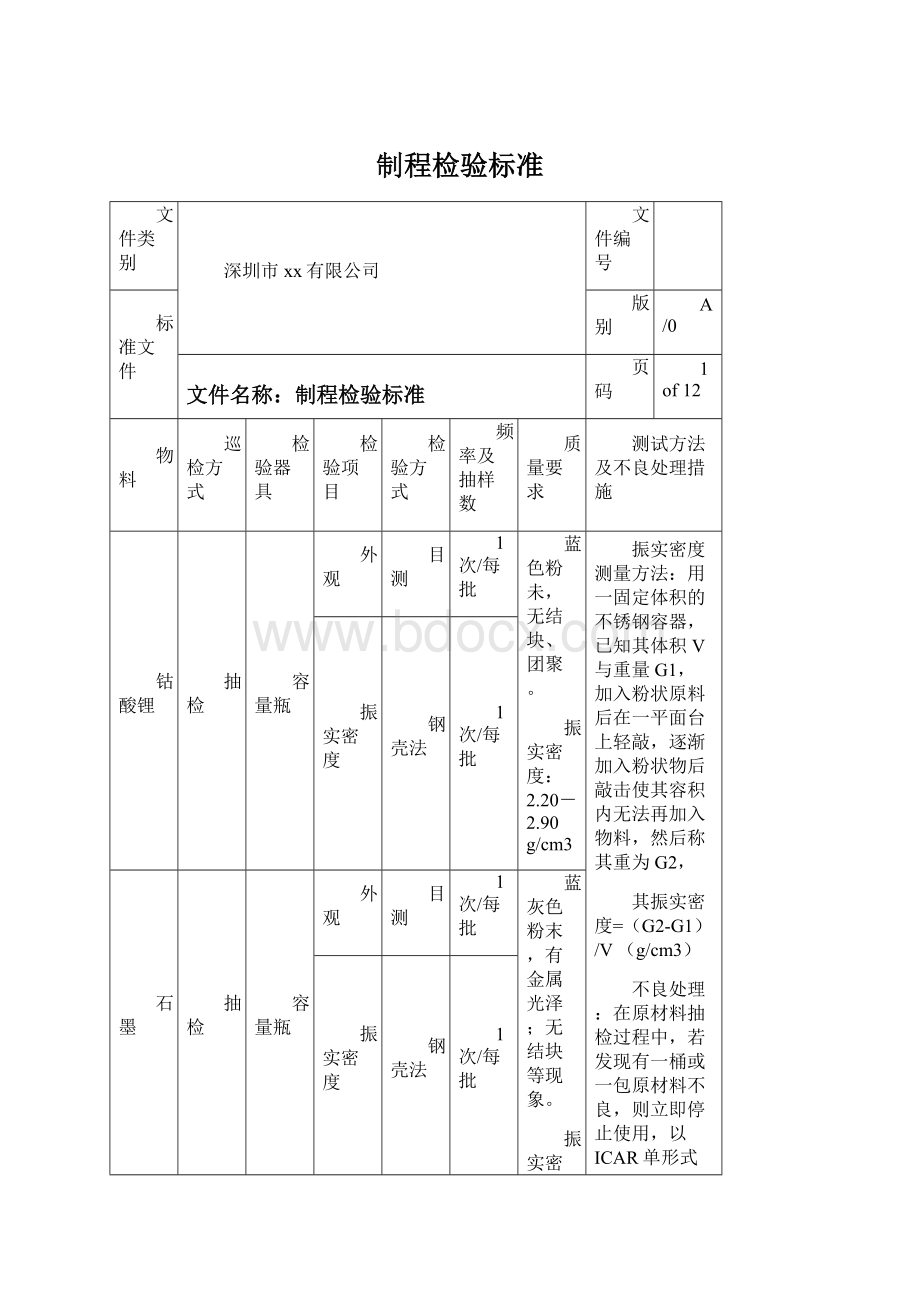
钴酸锂
抽检
容量瓶
外观
目测
1次/每批
蓝色粉未,无结块、团聚。
振实密度:
2.20-2.90g/cm3
振实密度测量方法:
用一固定体积的不锈钢容器,已知其体积V与重量G1,加入粉状原料后在一平面台上轻敲,逐渐加入粉状物后敲击使其容积内无法再加入物料,然后称其重为G2,
其振实密度=(G2-G1)/V(g/cm3)
不良处理:
在原材料抽检过程中,若发现有一桶或一包原材料不良,则立即停止使用,以ICAR单形式通知IQC及研发技术人员重新检验确认其能否再继续使用。
振实密度
钢壳法
1次/每批
石墨
抽检
容量瓶
外观
目测
1次/每批
蓝灰色粉末,有金属光泽;无结块等现象。
振实密度:
0.80-1.25g/cm3
振实密度
钢壳法
1次/每批
炭黑
抽检
容量瓶
外观
目测
1次/每批
黑色粉末,絮状物,无结块、无团聚。
振实密度:
0.26-0.34g/ml。
振实密度
钢壳法
1次/每包
NMP
抽检
勺子
外观
目测
1次/每桶
无色透明液体,内无杂质及其它悬浮物。
PVDF
抽检
勺子
外观
目测
1次/每桶
白色粉末,无结块,无杂色;
SBR
抽检
勺子
外观
目测
1次/每桶
白色粘稠液体,无结块、无颗粒状杂质。
去离子水
抽检
勺子
外观
目测
1次/每桶
水质清彻、不浑浊、无杂质。
乙醇
抽检
勺子
外观
目测
1次/每批
无色透明,无沉淀,无杂质,不浑浊。
CMC
抽检
勺子
外观
目测
1次/每批
白色粉末,无结块,无杂色。
铜箔
首检
抽检
钢尺
千分尺
电子称
外观
目视法
随时巡检
1、外观光洁,无污渍;铜箔表面及内部平整光滑,无打折或波纹状条纹;切割整齐,无氧化现象。
2、厚度均匀,厚度为:
0.010±0.003mm。
3、宽度尺寸:
符合各型号工艺技术要求。
4、面密度:
9.8±0.3mg/cm2
面密度测量方法:
裁取长宽各10cm的箔片,称其重量为G(g),则箔材的面密度=G/100(g/cm2)
每卷箔材取样为三次,其面密度为三次的平均值。
不良处理:
在铜箔及铝箔抽检过程中,若发现有一卷不合格,则此卷铜箔或铝箔立即停止使用,通知IQC重新检验,确认其能否再继续使用;若不能继续使用则退回供应商。
厚度
千分尺测量
1次/卷(测量6个点)
宽度
钢尺测量
1次/卷(首检)
面密度
电子称测量
1次/卷
铝箔
首检
抽检
钢尺
千分尺
电子称
外观
目视法
随时巡检
1、外观光洁,无污渍;铝箔表面及内部平整光滑,无打折或波纹状条纹;切割整齐。
2、厚度均匀,厚度为0.020±0.003mm。
1、宽度尺寸:
符合各型号工艺技术要求;
4、面密度:
5.0±0.4mg/cm2
厚度
千分尺测量
1次/卷(测量6个点)
宽度
钢尺测量
1次/卷(首检)
面密度
电子称称重
钢尺测量
1次/卷
文件类别
深圳市xx有限公司
文件编号
标准文件
版别
A/0
文件名称:
制程检验标准
页码
2of12
物料
巡检方式
检验器具
检验项目
检验方式
频率及抽样数
质量要求
测试方法及不良处理措施
配料
重点抽检
电子称
注射器
钟表
计算器
各组分重量
称量法
随时跟踪
1、按工艺配方复核各组分重量,以电子称称量,精确到0.01Kg。
2、按工艺要求的程序及操作作业指导书严格控制各操作过程。
3、按给定的方法测量浆料的固含量、比重。
4、浆料均匀,无颗粒、无杂质、无沉淀、无气泡。
固含量测量:
裁取长宽各10cm的铜箔,称取重量G1,然后取少许搅拌均匀的浆料均匀分散在铜箔上,称取其重量为G2,把此铜箔放在电热炉加热至使浆料完全烘干,称其重量为G3,则其固含量=〔(G3-G2)/(G2-G1)〕X100%
比重测量方法:
用10mL注射器(称重记重量为G0)吸取9~10mL浆料,读体积为V,称重记重量为G1,浆料密度为=(G1-G0)/V(g/ml)
沉淀的判定方法:
浆料静置2小时,用料勺搅拌浆料桶底部无沉淀。
配料程序
/
随时跟踪
浆料固含量
固含量测定方法
1次/桶
浆料比重
浆料比重测量方法
1次/桶
浆料外观
目测
1次/桶
拉浆
首检
重点抽检
千分尺
钢尺
电子称
极片厚度
千分尺测量
1次/30分钟/台
1、浆料无结块结皮、无杂质、无颗料、均匀、无沉淀及流动性好。
2、用电子称称量首件极片,精确到0.01g。
3、测量首件重量合格极片,取5~10点的厚度的平均值确定拉浆厚度。
4、根据工艺标准调节拉浆的温度,以确保极片烘干来调节走带速度。
5、极片敷料均匀,且单双面敷料一致。
6、极片无打折,无颗粒及其它杂质,无露箔现象,不掉料,柔韧性好,表面干燥,箔材无氧化,无塞料缺料情况。
面密度测量方法:
裁取长宽各10cm的极片,称其总重量G1(g),100cm2的箔材重量为100×箔材面密度为G2(g),则极片敷料量为=(G1-G2)/100(g/cm2)
极片脱料判定方法:
用手轻折(或轻揉)极片,极片表面活性物质有脱落现象,即为脱料。
不良处理:
对不良浆料或在拉浆过程中发现浆料不良,立即停止拉浆,并及时通知IPQC主管、生产领班及技术人员到现场进行解决。
敷料量
电子称称重
1片/h/台
拉浆温度
温度计测量
仪校组定期校正
走带速度
秒表测量
1次/1h/台
极片粘附性
手感
1次/1h/台
极片外观
目视
1次/1h/台
极片尺寸
用钢尺测量
5片/1次/h
裁片(大片及小片)
首检
一般抽检
钢尺
极片尺寸
极片外观
用钢尺测量
目视
5片/次/h
1、极片长度尺寸在工艺标准的基础上允许误差为±1mm;极片宽度按工艺标准执行。
2、极片去边≥3mm,且两边去边宽度一致。
3、所裁极片呈现长方形,无歪斜、无毛刺,无破损断裂。
毛刺判断方法:
用两手指捏着极片沿着极片长度方向向下滑动,有刮手感觉即判为毛刺,若手感光滑则判为无毛刺。
不良处理:
抽检5只中有1只不良时,立即停止生产并对设备进行检修,再对调试后首件进行确认,合格后开始运行同时做好质量记录,特殊情况报上级处理。
文件类别
深圳市xx有限公司
文件编号
标准文件
版别
A/0
文件名称:
制程检验标准
页码
3of12
物料
巡检方式
检验器具
检验项目
检验方式
频率及抽样数
质量要求
测试方法及不良处理措施
刮片
首检
一般抽检
钢尺
刮片尺寸
用钢尺测量
5片/1次/h
1、刮片尺寸在工艺标准的基础上允许误差±0.5mm。
2、刮片干净,不刮破金属箔片。
不良处理:
5片中有1片不良时,此小时产品全部返工重检。
刮片质量
目测
称重
首检
一般抽检
电子称
重量分类
电子称称重
5片/1次/h
根据工艺标准执行,用电子称称量精确到0.01g。
不良处理:
对不良品以ICAR单通知生产部及技术部,由IPQC主管跟踪处理方案及改善结果。
烘烤
巡检
-
烘烤时间烘烤温度
目视
1次/h
严格按照工艺标准执行。
不良处理:
巡检中发现温度达不到或没按工艺执行,则此烤箱极片重新烘烤。
压片
首检
重点抽检
钢尺
压片厚度
手感
5片/1次/30分钟
1、压片厚度严格按工艺标准执行。
2、压片延伸率在工艺要求的范围内。
3、压片厚度一致,辊轮力度左右平衡,极片无变形,不粘料,不脱料、不打卷,无颗料。
4、按卷绕作业操作无断裂。
不良处理:
抽检5只中有1只不良时,立即停止生产并对设备进行调试,再对调试后首件确认,合格后开始运行同时做好质量记录,特殊情况报上级处理;若是极片原因则通知生产部、技术部、IPQC主管到现场处理,此30分钟产生的不良由全检岗位挑选出。
极片延伸率
手感
极片脆度
目测
点焊极耳
一般抽检
点焊牢固性
手感
5片/1次/30分钟
5片/1次/h
1、点焊牢固,无点斜,无虚焊。
2、点焊点数按工艺标准执行。
3、极耳点焊位置及方向严格按工艺标准执行。
点焊牢固性判定:
用手轻扯极耳,在不损伤箔材情况下可以将极耳拆除判为虚焊,反之合格。
不良处理:
抽检5只中有1只不良时,立即停止生产并对设备进行调试,再对调试后首件确认,合格后开始运行同时做好质量记录,特殊情况报上级处理;并对此小时的产品全部返工重检。
点焊点数
目测
点焊位置
目测
点焊方向
目测
贴胶纸
一般抽检
钢尺
胶纸长度
用钢尺测
5片/1次/h
胶纸完全包住极耳,两边宽度均匀,无皱折,胶纸长度按工艺标准执行。
不良处理:
抽检5只中有1只不良时及时提醒作业员并纠正。
刷片
巡检
-
极片上粉尘
用感
5片/1次/h
1、极片表面无浮粉,按工艺要求更换海绵。
2、极片外观符合正负极片转序要求。
3、海绵上不能有水、杂质和坚硬物质。
不良处理:
抽检5只中有1只不良时及时提醒作业员更换海绵,且对此小时的产品全部重新刷片。
外观
目测
文件类别
深圳市xx有限公司
文件编号
标准文件
版别
A/0
文件名称:
制程检验标准(一车间转交半成品检验标准)
页码
4of12
物料
检验器具
检验项目
检验方式
抽样方案
质量要求
不良品处理
正极
钢尺
千分尺
长、宽尺寸
用钢尺测长度
MIL-STD-105EⅡ
1、正极长度在工艺允许延伸的1.5%之内、
2、正极片的厚度严格按工艺要求的标准执行。
3、正极耳长度在工艺要求的基础上允许误差±0.5mm。
4、正极耳贴胶纸的长度严格按工艺要求标准执行。
5、极片质量要求
脱料缺料:
边缘≤1mm,长≤20cm,中间≤10mm2
起泡:
中间≤10mm2
变形:
长变形弓高≤0.2%。
断裂:
断裂≤5mm。
不良处理:
按抽样标准对此正负极片进行抽样检查,若合格则转交,若抽样不合格则全部返工重检后再重新抽样。
如有1PCS不良将这一小时已全检过的产品进行返工。
厚度
用千分尺测厚度
极耳长度
目测、钢尺测极耳长度
贴胶纸长度
目测、钢尺测胶纸长度
极片质量
目测
负极
(全检)
钢尺
千分尺
长、宽尺寸
用钢尺测长度
10pcs/h/人
MIL-STD-105EⅡ
1、负极长度在工艺允许延伸的1%之内。
2、负极片的厚度严格按工艺要求的标准执行。
3、负极耳长度在工艺要求的基础上允许误差±0.5mm。
4、负极耳贴胶纸的长度严格按工艺要求标准执行。
5、极片质量要求
脱料缺料:
边缘≤0.5mm,长≤20cm,尾部≤10mm2中间不允许脱料与缺料
起泡:
中间完全不起泡,尾部≤10mm2
变形:
长变形弓高≤0.2%。
断裂:
断裂≤1mm,尾部≤3mm。
厚度
用千分尺测厚度
极耳长度
目测、钢尺测极耳长度
贴胶纸长度
目测、钢尺测胶纸长度
极片质量
目测
文件类别
深圳市xx有限公司
文件编号
标准文件
版别
A/0
文件名称:
制程检验标准(二车间接收半成品检验标准)
页码
5of12
物料
检验器具
检验项目
检验方式
抽样方案
质量要求
不良品处理
正极
钢尺
千分尺
长、宽尺寸
用钢尺测长度
MIL-STD-105EⅡ
6、正极长度在工艺允许延伸的1.5%之内、
7、正极片的厚度严格按工艺要求的标准执行。
8、正极耳长度在工艺要求的基础上允许误差±0.5mm。
9、正极耳贴胶纸的长度严格按工艺要求标准执行。
10、极片质量要求
脱料缺料:
边缘≤1mm,长≤20cm,中间≤10mm2
起泡:
中间≤10mm2
变形:
长变形弓高≤0.2%。
断裂:
断裂≤5mm。
不良处理:
按抽样标准对此正负极片进行抽样检查,若合格则接收,若抽样不合格则全部退还一车间返工重检后再重新抽样。
厚度
用千分尺测厚度
极耳长度
目测、钢尺测极耳长度
贴胶纸长度
目测、钢尺测胶纸长度
极片质量
目测
负极
钢尺
千分尺
长、宽尺寸
用钢尺测长度
MIL-STD-105EⅡ
6、负极长度在工艺允许延伸的1%之内。
7、负极片的厚度严格按工艺要求的标准执行。
8、负极耳长度在工艺要求的基础上允许误差±0.5mm。
9、负极耳贴胶纸的长度严格按工艺要求标准执行。
10、极片质量要求
脱料缺料:
边缘≤0.5mm,长≤20cm,尾部≤10mm2中间不允许脱料与缺料
起泡:
中间完全不起泡,尾部≤10mm2
变形:
长变形弓高≤0.2%。
断裂:
断裂≤1mm,尾部≤3mm。
厚度
用千分尺测厚度
极耳长度
目测、钢尺测极耳长度
贴胶纸长度
目测、钢尺测胶纸长度
极片质量
目测
文件类别
深圳市xx有限公司
文件编号
标准文件
版别
A/0
文件名称:
制程检验标准
页码
6of12
物料
巡检方式
检验器具
检验项目
检验方式
频率及抽样数
质量要求
测试方法及不良处理措施
隔膜纸
首检
钢尺
尺寸
钢尺测长宽
5pcs/次
1、隔膜长度在工艺标准基础上允许误差±2mm。
2、隔膜宽度按工艺标准执行。
3、隔膜表面光洁,平整无折痕,无砂眼。
不良处理:
抽检5只中有1只不良时,立即停止生产并对夹具进行调试,再对调试后首件确认,合格后开始运行同时做好质量记录。
隔膜表面
目测
钢壳
(铝壳)
一般抽检
卡尺
外观
尺寸
目测
卡尺
5pcs/批
1、表面无裂缝、漏洞、生锈;无明显拉伤、无毛刺;内壁清洁,无杂质。
2、钢壳或铝壳尺寸符合工艺要求
不良处理:
在外壳及盖帽的抽检过程中,若发现有1pcs不合格,则通知IQC重新检验,确认其能否再继续使用;在制程过程中发现不良,则对此不良品进行隔离,由车间退仓IQC确认,若在制程中发现此批来料严重不良,则立即停止使用,通知IQC主管进行处理。
盖板
(外购)
一般抽检
卡尺
外观
目测
5pcs/批
1、表面无严重划伤;上下密封垫无破裂、无毛刺;
2、上盖板的偏斜程度以上盖板不超出上密封垫为准;
3、盖板尺寸与钢壳相配套,且盖板长度误差在±0.1mm内。
尺寸
卡尺
卷绕
首检
重点抽检
卡尺
卷针尺寸
用卡尺测量
首检2pcs/次/人,
抽检20pcs/次/h
首检确认:
1.、卷针宽度完全达到工艺要求的标准,卷针清洁、光滑无毛刺。
2、抽检每台卷绕机的前2~3支卷芯,卷芯厚度达到工艺要求的标准,并试入壳,卷芯入壳无异常。
卷芯质量:
1.负极完全包住正极(钢壳),正极完全包住负极(铝壳)。
2、膜完全包住正极(钢壳),隔膜完全包住负极(铝壳)。
3、正负极片走位≤0.5mm,卷芯偏斜≤0.5mm。
4、侧面胶纸长度不能超出卷芯长度,胶纸粘贴平整。
5、卷芯厚度在工艺要求的范围内,且卷芯平整,无螺旋状(即中间的隔膜纸抽出来),卷芯松紧度合适。
6、电芯不短路、断路。
不良处理:
在首检过程中发现1pcs不良时,立即停止生产并对设备或卷针进行调试,再对调试后首件确认,合格后开始运行同时做好质量记录;在巡检过程中,发现1pcs不良时,则立即提醒作业员进行纠正,对此一小时产生的不良品由全检岗位挑选出来。
卷芯尺寸
入壳试验
隔膜纸与正负极片相对位置及卷后整齐度
目测
吸尘
一般巡检
-
吸尘质量
目视
-
要求设备正常。
-
文件类别
深圳市xx有限公司
文件编号
标准文件
版别
A/0
文件名称:
制程检验标准
页码
7of12
物料
巡检方式
检验器具
检验项目
检验方式
频率及抽样数
质量要求
测试方法及不良处理措施
卷芯全检
全检
高压测试仪
外观
目视
全部检查
卷芯质量:
1、正负极完全被隔膜隔离开,正负走不严重走位,
正负极片走位≤0.5mm,卷芯偏斜≤0.5mm。
2、侧面胶纸长度不能超出卷芯长度,胶纸粘贴平整。
3、卷芯平整,无螺旋状(即中间的隔膜纸抽出来),卷芯松紧度合适。
4、电芯不短路、断路。
不良处理:
如有1PCS不良将这一小时已全检过的产品进行返工。
。
短路
高压测试仪
压芯
一般抽检
卡尺
卷芯厚度
卡尺测量
5pcs/次/台/h
1、压芯的数量及时间严格按工艺要求执行。
2、卷芯厚度在工艺要求的范围内。
不良处理:
抽检5只中有1只不良时,立即停止生产并对夹具进行调试,再对调试后首件确认,合格后开始运行同时做好质量记录。
卷芯宽度
贴胶纸
一般抽检
胶纸位置
目测
5pcs/次/人/h
1、底部胶纸比卷芯宽2~3mm,胶纸粘贴平整。
2、贴口部胶纸要把卷芯口部捏紧,且胶纸紧贴于极耳根部。
不良处理:
抽检5只中有1只不良时,立即提醒作业员进行纠正,并对此小时没有入壳的卷芯重新重检返工。
胶纸长度
目测
入壳
一般抽检
卡尺
入壳操作
手试
5pcs/次/人/h
1、卷芯入壳容易,不塞破卷芯。
2、极耳外落,不挫在卷芯内。
不良处理:
抽检5只中有1只不良时,立即提醒作业员进行纠正。
负极耳点焊
一般抽检
-
焊接质量
手感
5pcs/次/台/h
1、点焊牢固,无虚焊,焊接不炸火,极耳不断裂。
2、铝壳负极耳沿极耳根部点焊在盖帽上,且点焊时盖帽与铝壳位置相对,盖帽不偏斜。
3、钢壳负极耳点焊在钢壳壁上,无焊印及焊穿现象。
不良处理:
抽检5只中有1只不良时,立即停止生产并对设备进行调试,再对调试后首件确认,合格后开始运行同时做好质量记录,此小时产品全部重检返工。
正极耳超声(铝壳)
一般抽检
-
焊接质量
手感
5pcs/次/台/h
1、焊接牢固,无虚焊,焊接不炸火,极耳不断裂。
2、超声正极耳时,超接位置在铝极耳离口部隔膜纸2~3mm以上位点焊。
超声盖帽
一般抽检
-
焊接质量
手感
5pcs/次/台/h
极耳无断裂。
-
文件类别
深圳市xx有限公司
文件编号
标准文件
版别
A/0
文件名称:
制程检验标准
页码
8of12
工序
巡检方式
检验器具
检验项目
检验方式
频率(抽样数)
质量要求
测试方法及不良处理措施
剪极耳
一般抽检
-
有无异常
目视
5pcs/次/人/h
1、所剪极耳不掉落在卷芯内或壳子内。
2、极耳无毛刺,无折皱,尺寸符合工艺要求。
3、极耳不断裂,沿焊接根部剪去,
4、合盖帽时不接触壳壁。
不良处理:
抽检5只中有1只不良时,立即提醒作业员进行纠正,此小时产品全部重检返工。
烘烤
一般抽检
钟表
烘烤时间
用钟表确定
1次/h
1、时间、温度及真空度根据工艺标准执行。
2、烘烤箱的玻璃上无凝固液体。
不良处理:
巡检中发现温度达不到或没按工艺执行,则此烤箱极片重新烘烤。
数显表
烘烤温度
数显表显示
真空表
真空度
压力表显示
合盖板
(铝壳)
重点抽检
-
合盖帽质量
目测
5pcs/次/人/h
1、合盖时不损伤极耳,极耳无断裂。
2、合盖后胶纸不外露,无短路、断路,负极镍带不接触铝壳壁。
3、上盖板无偏斜,密封圈无裂缝。
4、铝壳、盖帽表面无严重划伤,无变形及裂缝等不良现象。
不良处理:
抽检5只中有1只不良时,立即提醒作业员进行纠正,此小时生产的不良品由全检岗位挑选。
点焊盖帽(钢壳)
重点抽检
-
点焊外效
5pcs/次/人/h
1、盖帽与钢壳相配套,且盖帽不偏斜。
2、点焊牢固,不点穿钢壳壁。
不良处理:
抽检5只中有1只不良时,立即停止生产并对设备进行调试,再对调试后首件确认,合格后开始运行同时做好质量记录,此小时生产的不良品由全检岗位挑选。
测短路(TQC全检)
全检
高压测试仪
外观
短路
高压测试仪
全部检查
1、电池无短路。
2、电池表面无裂缝、漏洞、生锈及其它损伤。
3、盖帽与壳子相配套,无极耳、胶纸外露等现象。
不良处理:
在抽检中有1pcs不良,则对此小时的产品全部重新全检。
电池(半成品转序)
-
万用表
外观
短路
万用表测短路
MIL-STD-105EⅡ
1、盖帽与壳子相配套,无极耳、胶纸外露等现象。
2、电池表面无裂缝、漏洞、生锈、点穿等现象。
3、电池不短路。
不良处理:
按抽样标准对此批电池进行抽样检查,若合格则转交,若抽样不合格则全部返工重检后再重新抽样。
文件类别
深圳市xx有限公司
文件编号
标准文件
版别
A/0
文件名称:
制程检验标准
页码
9of12
工序
巡检方式
检验器具
检验项目
检验方式
频率及抽样数
质量要求
测试方法及不良处理措施
钢壳
一般抽检
-
外观
尺寸
目测
卡尺测量
5pcs/批
1、表面无裂缝、漏洞、生锈;无明显拉伤、无毛刺;内壁清洁,无杂质。
2、或铝壳尺寸符合工艺要求。
不良处理:
在外壳及底板的抽检过程中,若发现有1pcs不合格,则通知IQC重新检验,确认其能否再继续使用;在制程过程中发现不良,则对此不良品进行隔离,由车间退仓IQC确认,若在制程中发现此批来料严重不良,则立即停止使用,退知IQC主管进行处理。
底板
一般抽检
-
外观
目测
5pcs/批
1、表面无严重划伤、无毛刺,与钢壳相配套。
电池(二车间转入)
-
万用表
外观
短路
万用表测短路
MIL-STD-105EⅡ
1、盖帽与壳子相配套,无极耳、胶纸外露等现象。
2、电池表面无裂缝、漏洞、生锈、点穿等现象。
3、电池不短路。
不良处理:
按抽样标准对此批电池进行抽样检查,若合格则接收,若抽样不合格则全部退还二车间返工重检后再重新抽样。
激光焊点焊长(短)边
首检
重点抽检
卡尺
外观
目测
5pcs/次/人/h
1、激光焊机的操作参数及步骤严格按工艺标准及作业指导书进行。
2、底板、盖帽与钢壳相配套,两者尺寸最大偏差为±0.1mm。
3、焊接平整光洁,无错位、无砂眼、无裂缝、无短路断路、密封垫无烧毁现象。
4、焊接口厚度最大为≤钢壳厚度+0.2mm;焊接牢固。
不良处理:
抽检5只中有1只不良时,立即停止生产并对设备进行调试,再对调试后首件确认,合格后


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 检验 标准
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
车工高级工试题.docx
-
宏观经济学习题及答案.docx
-
中医药文化与中华文明的关系.docx
-
乱的造句.docx
-
ANSYS新手入门手册完整版超值上.docx
-
住院医师规范化培训内容与标准内科.docx
-
四川省中考语文分类训练三词语A卷.docx
-
质量在我心中演讲稿1.docx
-
某商品流通管理知识概述及财务知识分析.docx
-
二年级上学期加减乘混合计算题.docx
-
项目部办公室新员工个人总结.docx
-
中建八局施工质量标准化图册土建安装样板.docx
-
虚拟机VMware6使用教程.docx
-
物流综合实训课程设计.docx
-
店面退股协议书范本通用版.docx
-
计算机网络笔记.docx
-
苗圃建立可行性报告.docx
-
福建成人高考专升本医学综合真题及答案.docx
-
网络营销职业生涯规划书范文3篇.docx
