 女式休闲西装生产工艺.docx
女式休闲西装生产工艺.docx
- 文档编号:4769045
- 上传时间:2022-12-08
- 格式:DOCX
- 页数:25
- 大小:595.64KB
女式休闲西装生产工艺.docx
《女式休闲西装生产工艺.docx》由会员分享,可在线阅读,更多相关《女式休闲西装生产工艺.docx(25页珍藏版)》请在冰豆网上搜索。
女式休闲西装生产工艺
女式休闲西装生产工艺文件
[摘要]服装是人们生活中的必需品,结构各不相同,款式变化频繁,工艺要求也繁简不同。
但是其制作流程基本一样。
要依据设计要求制作样板,除了板型结构其面料、色彩、工艺都要能符合要求,达到设计所需的效果。
此次所仿服装是一款休闲修身女式小西装,其手巾袋的设计使得整件衣服多了一些帅气之感。
其面料较薄,适合春秋天穿着,既保暖又美观时尚。
西装的样式,休闲的设计,让穿着者更轻松自然。
依照所仿服装制作了该工艺文件,其包括了产品概述、打样工艺文件、大货生产工艺文件、裁剪工艺文件、缝制工艺说明和后整理工艺说明以及装箱与储运说明。
产品概述介绍了该仿样服装的面料和款型并附有图片展示,除该件服装的简单介绍外还介绍了其品牌的理念、设计、风格和适应人群等。
大样工艺文件及大货生产工艺文件则详细说明了从规格制定、结构分析、样板制作、原辅料选择与搭配等一系列过程。
裁剪、缝制与后整理工艺说明将铺料、开裁、分包、粘衬、缝制工序及要求及商标缝制部位和后整理装箱储运等做了详细的说明。
[关键词]结构;工艺;样板;排料;裁剪;缝制;包装
一、产品概述
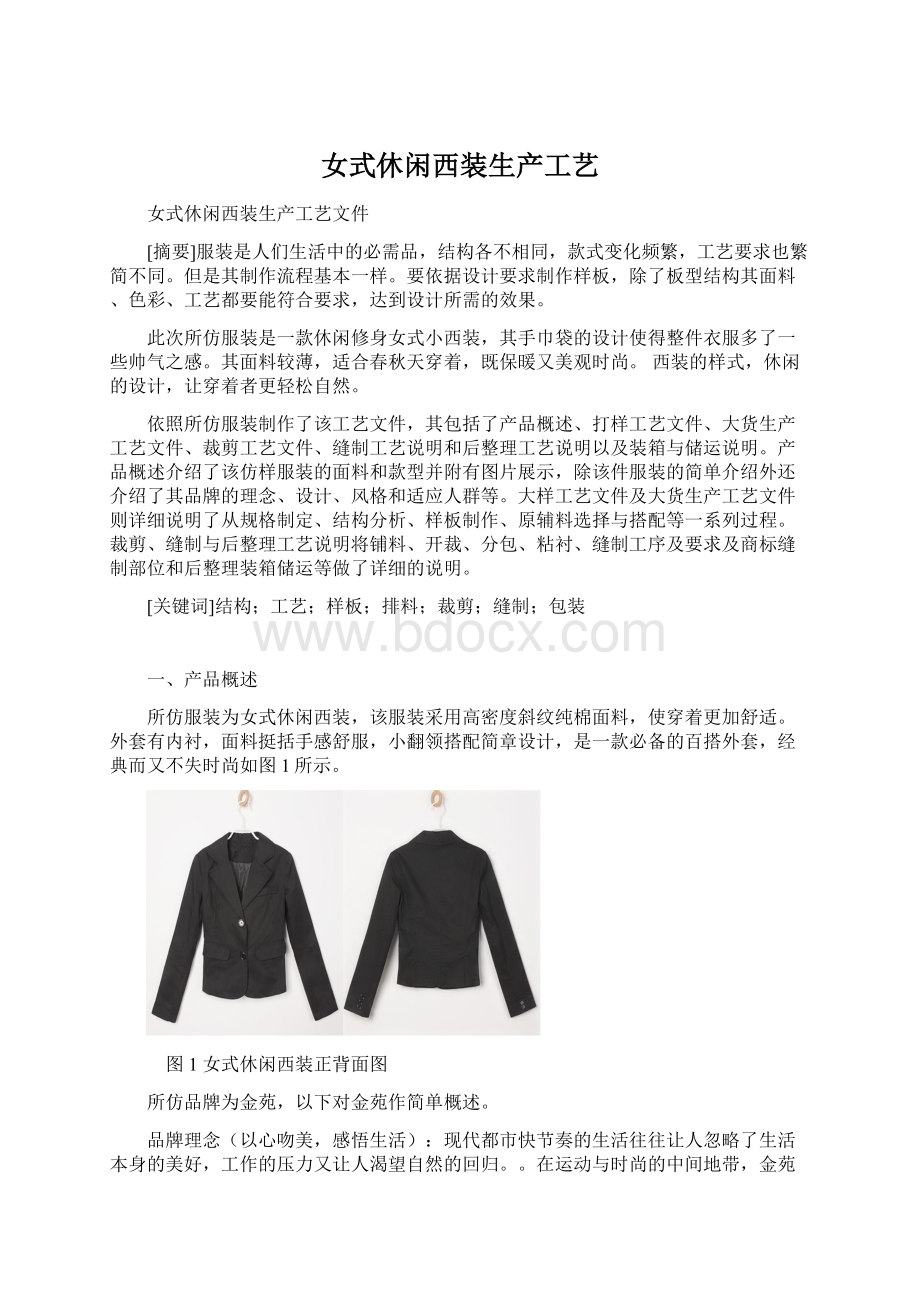
所仿服装为女式休闲西装,该服装采用高密度斜纹纯棉面料,使穿着更加舒适。
外套有内衬,面料挺括手感舒服,小翻领搭配简章设计,是一款必备的百搭外套,经典而又不失时尚如图1所示。
图1女式休闲西装正背面图
所仿品牌为金苑,以下对金苑作简单概述。
品牌理念(以心吻美,感悟生活):
现代都市快节奏的生活往往让人忽略了生活本身的美好,工作的压力又让人渴望自然的回归。
。
在运动与时尚的中间地带,金苑以清新淡雅、简洁舒适的休闲时装倡导女性追求完美生活,用心去发现、去聆听、去感受生活之美,感悟生活真谛,象蝴蝶一样快乐地生活。
风格定位:
紧跟正装休闲化趋势,以休闲都市装引导女性享受轻松自在的生活,体现女性优雅气质和时尚魅力。
设计定位:
延续一贯简洁流畅的线条设计、采用流行舒适的面料和清新亮丽、简洁明快的色彩搭配,注重穿着的舒适性,整体风格简约大方,贴近生活,尽显自然、优雅、简约、时尚的特质如图2、3所示。
图2产品设计图3产品风格
产品结构定位:
以流行舒适的天然纤维为主的面料,工艺上采用印花,绣花等。
款式分为:
衬衣、套装、套裙、裙/裤类、毛衫类、羽绒服等。
适应人群定位:
以20-30岁都市年轻知识女性为主,她们推崇“自然、时尚、乐观、自信”的生活方式,懂得享受生活乐趣。
二、服装打样工艺文件
(一) 样衣生产工艺文本
根据来样制作工艺文本详细内容见表1
表1样衣生产工艺文本
公司名称(CompanyName)
订单号(OrdorNo)
交货期(DeiveryDate)
款式号(SketchNo)
生产数量(Quantity)
XXX服饰有限公司
20100610T01
2010-5-20
TJ01
3件
正反面及细部款式图(Sketch:
Includingfront%26amp;backspecialpart)
正面
背面
规格指示表(Specificationdetails)单位CM
部位/号型
155/80A
160/84A
165/88A
170/92A
胸围
90
94
98
102
衣长
49
51
53
55
腰围
74
78
82
86
袖长
57
58
59
60
袖口大
12.5
13
13.5
14
肩宽
36
37
38
39
面料小样名称(Fabricsamplenamequality)
面料成分(Fabriccontent)
辅料小样名称及使用说明(Accessorysampleuseddetails)
斜纹纯棉面料
棉100%
小样名称为:
美丽绸
裁剪时注意电剪刀温度,缝制时最好一次缝纫好不拆缝。
工艺说明(Technologicaldetails)
在领外口、门襟、下摆及分割线处都辑明线。
大袋袋牙要平整,袋口平服无褶皱。
袖山要圆顺,不得有扭曲褶皱等出现。
(二)服装款型结构分析
1.分析样衣
样衣为黑色女式休闲西服,采用驳领,圆摆,并添加了手巾袋做装饰用,后背与前胸处也均有分割,以及两片袖的手法使得这件衣服既有西服的样子但又有休闲时尚的感觉。
此件衣服较贴体,在绘制结构图时注意腰部收省量要稍加一些以达到修身的效果。
样衣前后均有分割,分割线的弧度均不大,在制图时要注意。
2.设计号型规格
按照样衣测量尺寸并结合国家号型标准制作号型规格表(见表2)
表2号型规格表单位CM
部位名称
误差范围
155/80A
160/84A
165/88A
170/92A
S
M
L
XL
肩宽
±0.5
36
37
38
39
胸围
±2
90
94
98
102
腰围
±2
74
78
82
86
后衣长
±1
49
51
53
55
袖长
±0.8
57
58
59
60
领围
±0.5
37
38
39
40
袖口大
±0.5
12.5
13
13.5
14
大袋长
±0.5
12.5
13
13.5
14
大袋宽
±0.2
6
6
6
6
手巾袋长
±0.3
7.5
8
8.5
9
手巾袋宽
±0.2
2
2
2
2
袖口纽扣间距
±0.1
1
1
1
1
门襟纽扣间距
±0.2
10
10
10
10
袋嵌条长
±0.4
12.5
13
13.5
14
袋嵌条宽
±0.1
0.5
0.5
0.5
0.5
后衩高
±0.5
9
9
9
9
(一)绘制结构图型
根据规格表以及样衣制作M号结构图,前片做1cm撇胸,并将胸省转移至前片分割处,因后片在分割处开9cm高3cm宽的衩,所以后片的省在绘制时要注意省道与开衩处一定要顺不能有明显凹凸。
具体结构图如图4所示
图4结构图
(三)纸样与样板制作
根据规格尺寸制作样板,其中包括面料和里料样板。
面料样板在净板基础上一周放1cm的缝份,下摆和袖口放3.cm(2.5cm折边,1cm缝份)。
里料样板也在净板基础上放缝份其中下摆因有1cm坐势,折边距下摆1cm所以放样板时下摆及袖口就为净边无需再放,肩缝放1.5cm,袖窿放1.2cm,侧缝、分割缝和袖缝均放1.4cm,袖山放2cm。
面料样板见图5。
图5样板图
(四)样品试制
根据所绘制的结构图以及样板,选择仓库库存与之相近的面辅料制作样品,尺寸及工艺要严格按照样衣制作,前后分割缝和后背缝及领外口门襟都要辑0.5cm的明线。
待制作完成后及时与客户联系确认尺寸工艺等。
并在确认后立即做确认样品,并完全按照样衣和客户修改意见包括面辅料等所有要求制作。
制作完成后交客户做最后确认,并制作样品确认书。
(五)样品确认
对样品进行尺寸再确认以及工艺、颜色、面料作最后确认具体如下:
1.样品尺寸确认
对样品进行测量然后与规格表对比检查尺寸是否合格见表3
部位名称
误差范围
160/84A
测量尺寸
是否在误差内
肩宽
±0.5
37
37.3
是
胸围
±2
94
94
是
腰围
±2
78
78
是
后衣长
±0.5
51
52
否(长1)
袖长
±0.5
58
58
是
领围
±0.5
38
38
是
袖口大
±0.5
13
13.3
是
大袋长
±0.5
13
13
是
大袋宽
±0.2
6
6.1
是
手巾袋长
±0.3
8
8
是
手巾袋宽
±0.2
2
2
是
袖口纽扣间距
±0.1
1
1
是
门襟纽扣间距
±0.2
10
10
是
袋嵌条长
±0.4
13
13
是
袋嵌条宽
±0.1
0.5
0.5
是
后衩高
±0.5
9
9
是
表3样品尺寸对照单位CM
2.工艺确认
(1)所辑明线张力要均匀;
(2)袖山不够饱满需更圆顺;
(3)里布缝线太紧要再松一些;
(4)领子部够对称需改进;
(5)线头太多,成衣时不得出现该现象;
(6)后衩处理以及下摆坐势均按样品所制。
2.面辅料颜色确认
确认具体结果见表4
表4面辅料颜色确认
面料
颜色
确认
A
B
C
粉色
B
黑色
C
白色
A
浅灰
B
里料
颜色
确认
粉色
C
黑色
C
白色
B
浅灰
C
4.面辅料材料进行确定
具体结果见表5
表5面辅料材料确认
面料
材质
里料
材质
纽扣
材质
(六)、成衣系列样板制作
按照衣长2cm、胸围4cm,袖长1cm,领围1cm,袋长0.5cm的档差用点放码的方法制作成衣系列样板图如图6所示:
图6放码图
(七)技术资料的查验
对样板、排料图、裁剪方案、面辅料搭配及耗用表、规格书、测算、制作指导书等进行全面的检查以确保正确与准确性,防止资料错误导致样品出错。
三、大货生产工艺文件
(一)生产规格与数量
根据号型规格表与订单确定规格与数量如表6所示
表6生产规格与数量
颜色规格
S(件)
M(件)
L(件)
XL(件)
白色
200
200
300
300
黑色
200
200
300
300
粉色
200
200
300
300
浅灰
200
200
300
300
(二)服装规格与原辅料
1.规格表
(1)服装成品系列主要规格表(大规格见表7)
表7大规格表单位CM
部位名称
肩宽
胸围
腰围
后衣长
袖长
部位编号
A
B
C
D
E
误差范围
+/-1cm
+/-2cm
+/-2cm
+/-0.5cm
+0.5cm
155/80A
36
90
74
49
57
160/84A
37
94
78
51
58
165/88A
38
98
82
53
59
170/92A
39
102
86
55
60
(2)服装成品系列细部规格表(小规格见表8)
表8小规格表单位CM
部位名称
部位编号
误差范围
155/80A
160/84A
165/88A
170/92A
袖口大
F
±0.5
12.5
13
13.5
14
大袋长
G
±0.5
12.5
13
13.5
14
大袋宽
H
±0.2
6
6
6
6
手巾袋长
J
±0.3
7.5
8
8.5
9
手巾袋宽
K
±0.2
2
2
2
2
袖口纽扣间距
L
±0.1
1
1
1
1
门襟纽扣间距
M
±0.2
9
9
9
9
袋嵌条长
N
±0.4
12.5
13
13.5
14
袋嵌条宽
O
±0.1
0.5
0.5
0.5
0.5
后衩高
P
±0.5
10
10
10
10
1.成品服装各部位测量方法与要求(见表9)
表9测量方法与要求
部位名称
部位编号
测量方法与要求
肩宽
A
从左肩端点至右肩端点的直线距离再加倍
胸围
B
门襟对好,量取左右袖下端与前后身缝合处(腋下)之间的直线距离
腰围
C
门襟对合好,量取腰节左右两侧的距离再加倍
后衣长
D
从后领得中间至后身得下摆
袖长
E
从肩缝与袖子的缝合处(肩端点)至袖口的长度
袖口大
F
将袖口对折后测量其宽度
大袋长
G
袋盖的一边至另一边的直线长度
大袋宽
H
袋盖底部至另一端的垂直直线距离
手巾袋长
J
同大袋长测量
手巾袋宽
K
同大袋宽测量
袖口纽扣间距
L
相邻两颗纽扣中心之间的距离
门襟纽扣间距
M
同上
袋嵌条长
N
嵌条露出部分的长度
袋嵌条宽
O
嵌条露出部分的宽度
后衩高
P
下摆至衩止口的距离
(三)原辅材料搭配及耗用表
根据尺寸规格与测算制作如表10所示耗用表
表10原辅料搭配及单耗表
原辅料名称
规格
(M)
颜色
JYC01
白色
黑色
粉色
浅灰色
斜纹全棉
144
白色
1.4m
1.4m
1.4m
1.4m
144
黑色
1.4m
1.4m
1.4m
1.4m
144
粉色
1.4m
1.4m
1.4m
1.4m
144
浅灰
1.4m
1.4m
1.4m
1.4m
美丽绸
144
白色
1.4m
1.4m
1.4m
1.4m
144
黑色
1.4m
1.4m
1.4m
1.4m
144
粉色
1.4m
1.4m
1.4m
1.4m
144
浅灰
1.4m
1.4m
1.4m
1.4m
有纺衬
120
白色
0.1m
0.1m
0.1m
0.1m
钮扣
2
黑色
2个
2个
2个
2个
主标
5*2.5
黑色
1个
1个
1个
1个
洗标
白色
1个
1个
1个
1个
钮扣
1
黑色
6个
6个
6个
6个
上衣包装袋
透明
1个
1个
1个
1个
尼龙线
403#
白色
100m
100m
100m
100m
尼龙线
403#
黑色
100m
100m
100m
100m
尼龙线
403#
粉色
100m
100m
100m
100m
尼龙线
403#
浅灰
100m
100m
100m
100m
(四)样板使用说明
1.裁剪样板使用说明
裁剪样板是供排料、画样、裁剪所用。
前后片各两片样板,大小袖个一片样板,袋盖、领、挂面等样板各一片裁剪时注意不要漏版并要在下摆折边处、袖山顶点处、前后片及前后侧片腰节处均打上剪口。
2.工艺样板使用说明
工艺样板即模板,画样、定位、扣烫、劈剪及勾缝等。
在此件仿样服装中,工艺样板主要用于纽扣、手巾袋、大袋的定位,以及袋盖的扣烫,这些样板均为净样板。
其中扣烫用的样板最好用耐高温的塑料板制作,这样定型效果更好。
四、裁剪工艺文件
(一)原辅料性能情况
该服装采用斜纹全棉面料具有较好的吸湿性,质地较软,但其缩率大,在制版、排料、开裁时一定要注意放一些缩量在里面。
其次棉的色牢度较差,在选择时一定要做好测试,放置时也要注意避光避潮。
里料为美丽绸又称美丽绫,其手感平挺光滑,色泽鲜艳光亮。
是一种高级的服装里子绸。
美丽绸光滑且缩水率大,在制作样板时一定要加缩量,铺料时要注意不要滑动,开裁也要加倍小心。
(二)排料要求与特点
1.保证设计质量,符合工艺要求
(1)丝缕正直:
在排料时要严格按照技术科的要求,认真注意丝缕的正直。
当然在规定的技术标准内允许有事实上的误差,但决不能把直丝变成横丝或斜丝,这些都要经过技术部门确定后,才能改变。
因为丝缕是否正直,直接关系到成形后的衣服是否平整挺括,不走样,穿着是否舒适美观,即质量问题。
(2)裁片齐全:
注意此服装要求单向铺料,左右片一定要对称不能有一顺边的情况发生,也要注意袋盖等小部件不克有遗漏
(3)避免色差:
布料在印、染、整理过程中,可能存在有色差。
为避免色差一件服装的排料基本上要排在一起的。
另外,重要部位的裁片应放在中间,因为中间大部分地区往往色差不严重,色差主要在布边几十厘米的地方。
有段色差的面料,排料时应将相组合的部件尽可能排在同一纬向上,同件衣服的各片,排列时不应前后间隔太大,距离越大,色差程度就会越大。
2.节约用料
在保证设计和制作工艺要求的前提下,尽量减少面料的用量是排料时应遵循的重要原则,也是工业化批量生产用料省的最大特点。
(1)先大后小:
排料时,先将前后片及大小袖的样板排好,然后再袋盖、袋嵌等零部件较小的样板在大片样板的间隙中及剩余部分进行排列。
(2)套排紧密:
要讲究排料艺术,注意排料布局,根据衣片和零部件的不同形状和角度,采用平对平、斜对斜、凹对凸的方法进行合理套排,并使两头排齐,减少空隙,充分提高原料的利用率。
(4)大小搭配:
此款服装共有S;M;L;XL四个号,在排料时S与XL与ML相互搭配排料
(三)排料图与分床方案设计
按照排料要求,每层S2件XL3件共5件铺料长5.5米紧密套排具体见图7
图7排料图
M2件L3件排料图如图8
图8排料图
分床方案为:
第一床400层,每色各100层,每层S号2件XL号3件
第二床400层,每色各100层,每层M号2件L号3件
(四)铺料要求
1.铺料要平服
铺料时,每一层布都必须铺平,不能有松有紧,棉质面料易皱易缩对有折痕或有死褶的原料要用熨斗烫平后再铺,以免裁片有大有小,影响规格质量。
对纬斜超过标准规定时,必须矫正好以后再铺料。
此款衣服里料为美丽绸较滑,在铺里料时为了防止铺层移动倾斜,影响铺料平整,每铺完一层都要将所铺的面料在长度方向用压铁压住,有时还在布边处(一边)用夹子夹牢,以防止面料移动、窜位。
一般人工铺料时采用扁平的竹片轻轻将布面挣平。
2.布边要对齐
因为整匹布打开,多数会出现布幅宽窄不等的现象,可允许误差为1cm,在铺布时要求单边对齐,划样也以这一边对齐,这样才能保证裁片的规格质量。
3.铺料长度要准确
这也是铺料质量的要求之一。
此款用料为全棉缩率较大在排料两边各加长1cm左右。
拉布时一定不能用力拉扯,否则长度就不会很准确,这样就可能出现裁片不准确,尺寸不够等现象,造成不必要的损失。
(五)开裁要求
推刀裁剪前要对排料、画样、铺料进行严格检查,看前后片及袋盖等大小部件是否齐全,否则一旦推刀开裁出现了不应有的质量问题就很难挽回。
推刀开裁时要求:
1.进刀路线
先裁袋盖挂面等小部件,再裁前后片、大小袖片;
2.刀要垂直于台面
要将案板上的布屑、杂物清除干净,防止电剪在进刀时,由于高低不平或触上杂物,造成刀片倾斜或断刀事故。
3.刀始终要保持锋利、清洁
进口电剪一般有自动磨刀装置,开剪前按一下磨刀装置即可。
4.手用力要均匀
握电剪的手要稳,不要停停进进,要一气呵成,使衣片线条圆顺整齐,不出重茬和锯齿现象。
在裁里料时用力不可过大,否则易造成规格误差,或裁片变形达不到质量要求。
5.刀眼要正确
不要太深,也不宜太浅,一般掌握在离边缘2~3mm处。
6.进刀符合质量要求
后片直线处要直,袖山要圆,在裁前片及挂面领部转折处一定要处理好不可多裁或少裁。
(六)分包与打号要求
为了方便生产,避免混乱,裁片投入缝制车间之前还要进行分包包扎,将一件衣服的所有衣片按顺序号放在一起。
不同的产品品种与生产方式,裁片的分包方式是不同的,裁片的分包应适中,分包过大。
会给缝制车间流水线的输送和操作造成不便;分组过小,裁片分散凌乱,不便于管理,具体数量可根据裁剪与缝纫实际状况确定,一般以20件一组为单位进行捆扎。
分组包扎时,不要打乱编号,小片裁片不要散落丢失,捆扎要牢固。
1.将裁片分类,做到同色、同码、同件同扎,数量准确
2.分包捆扎要做到各扎衣片要相应的正确配对
3.将拉链、商标、衬布等辅料捆在一起
4.用绳带或布条捆扎时,要以不能散开为标准,不可过紧以免裁片起皱
(七)粘衬要求
前片粘合衬时不能出现起泡、起皱、粘合胶渗出、面料产生变色、成衣尺寸规格发生变化等现象;还应注意经粘衬后的面料能否生产出所希望的服装外型和风格。
(八)辅料裁剪要求
要严格执行辅料、排料、节料、开刀、定位、编号的技术规定,辅料为美丽绸,较滑,在铺料与裁剪的过程中要相当的小心,以免滑动错位而使裁片不够准确。
用电剪刀裁剪时要注意铺料的层数与电剪刀的温度,以免辅料发生熔融的情况。
另外,虽然是辅料但是对于色差、疵点、脏污等的要求不能因此而降低,一定要按照标准去执行。
(九)各工序质量控制与劳动定额情况
根据工艺单的要求,通过样品、样衣的实际制作,进行计时观察和测算的方法,来确定各工序、部件的作业时间,换算成劳动定额,制作出如表11劳动定额表。
表11劳动定额表
序号
工序名称
额定时间(S)
序号
工序名称
额定时间(S)
1
合胸省
29
11
拼合里子侧缝
38
2
拼前片
45
12
拼合里子肩缝
15
3
做大袋
90
13
拼合里子大小袖
45
4
拼合后片
50
14
绱袖里子
35
5
拼侧缝
45
15
做领
80
6
拼肩缝
20
16
绱领
30
7
拼合面袖
70
17
锁扣眼
30
8
绱袖子
40
18
钉纽扣
30
9
拼合前片里子和挂面
45
19
剪线头
50
10
拼合后片里子
40
20
整烫
60
五、缝制工艺说明
(一)缝制工具、针距、线迹、基本缝型要求
在规定长度内缝迹的线迹数,亦称针迹密度,用针/3cm,或针/1cm。
缝迹不能出现歪斜现象,缝迹要呈现较为均匀的松紧状态,缝迹的伸缩性要适当;缝迹的起始与结尾处所打的回针要牢固美观,缝迹不能出现脱线现象。
具体要求如下:
1.明线每3cm为14~17针
2.三线包缝(码边)每3cm不少于9针
3.锁眼机锁、细线每1cm为12~14针,手锁、粗线每1cm不少于9针
4.钉扣细线每孔8根线,粗线每孔4根线。
且缠脚高不能小于止口的厚度
(二)缝制工序流畅的编排
根据制作过程制作工序流程图如图8所示。
图8工序流程图
(三)粘衬部位与要求
袋盖,袋嵌条、领部、挂面贴衬,贴衬温度适当,使面料与衬完全贴合不易分离。
(四)中烫、半成品锁定要求
对于敷衬、分省缝、分背缝、分侧缝、分止口、烫挂面、分肩缝、分袖缝、分袖窿、归拔领子等要求做到平、服、顺、直、圆。
锁定要求位置准确。
(五)工艺样板使用部位及方法
此款衣服的工艺样板主要用在大袋袋盖、手巾袋、衣领、挂面、前片等。
除挂面前片外其他工艺样板均为净样板用于熨烫、定型、便于缝制等。
挂面前片的样板用于点位,以确定纽扣、锁眼及大袋手巾袋的具体位置。
(六)辅助工具与专用设备使用情况
辅助工具:
划粉、褪色笔、剪刀、锥子等
专用工具:
平缝机、锁眼机、钉扣机、套结机、拷边机等
(七)商标、尺码、各种麦份及标记缝制部位


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 女式 休闲 西装 生产工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
-
计算题测试文档格式.docx
-
会计年终总结范文精选10篇Word文件下载.docx
-
基坑支护及降排水方案Word格式文档下载.docx
-
古代诗歌鉴赏一剪梅学案Word文档格式.docx
-
国标舞考级Word文件下载.docx
-
机电工程质量验收规范是什么Word文档下载推荐.docx
-
技术员工作自我评价文档格式.docx
-
交警支队车棚改造工程施工合同文档格式.docx
-
护士变更注册申请审核表与示范文本Word文档下载推荐.docx
-
最新学校新冠肺炎疫情防控应急预案Word文件下载.docx
-
GB50204钢筋规范之欧阳总创编Word格式文档下载.docx
-
《半期整改措施》Word格式.docx
-
诊断 症状学腰背痛关节痛汇总.docx
-
英美文学欣赏The Analysis of Shelleys Ode to the West Wind.docx
-
增值税营改增所得税消费税车购税测试题.docx
-
整理二级建造师管理真题.docx
-
英语三级重点高频词汇导入背单词APP使用.docx
-
浙教版学年九年级数学上册第2章测试题及答案.docx
-
证件照教学设计方案.docx
-
优品课件之《从锁国走向开国的日本》教案.docx
-
整理北京交通大学万用表组装实验报告.docx
-
质量管理计划.docx
-
有机化学鉴别.docx
-
整理照明灯饰灯具行业分类英语词汇.docx
-
濉溪县城市总体规划公示.docx
-
智能化工程质量验收记录表.docx
-
学生会纪检部工作总结.docx
-
幼儿园保教主任发言稿.docx
-
跆拳道协会工作总结.docx
-
中国茶叶店连锁市场竞争分析与竞争战略研究报告.docx
-
学宪法讲宪法主题演讲稿800字精选5篇弘扬宪法精神演讲稿5篇.docx
-
XX有机蔬菜出口创汇深加工项目商业计划书报批稿.docx
-
宏观经济学第2章习题与答案.docx
-
八年级家长会演讲稿.docx
-
花木种植示范基地建设项目可行性研究报告.docx
-
会计证考试会计基础模拟试题及解析.docx
-
报批稿年产40万立方米加气混凝土砌块生产线建设项目可行性研究报告.docx
-
基层演讲稿4篇.docx
-
备战高考化学复习《物质的量》专项综合练习附答案解析.docx
-
绩效考核词典.docx
-
部编版五年级语文下册《语文园地四》精品教案.docx
-
建筑夏季雨季施工方案.docx
-
残疾儿童送教上门计划82220.docx
-
胶粘剂原材料及助剂项目可行性研究报告.docx
-
护坡工程施工技术方案设计.docx
-
解析gb50974消防给水及消火栓系统技术规范中需要.docx
-
初一数学上册计算题专项训练34.docx
-
会计第9章财务报告练习题及答案讲解.docx
-
金融实习心得体会5篇.docx
-
机械铸造企业应急救援预案演练计划.docx
