 吹塑工艺卡.docx
吹塑工艺卡.docx
- 文档编号:4763207
- 上传时间:2022-12-08
- 格式:DOCX
- 页数:81
- 大小:26.58KB
吹塑工艺卡.docx
《吹塑工艺卡.docx》由会员分享,可在线阅读,更多相关《吹塑工艺卡.docx(81页珍藏版)》请在冰豆网上搜索。
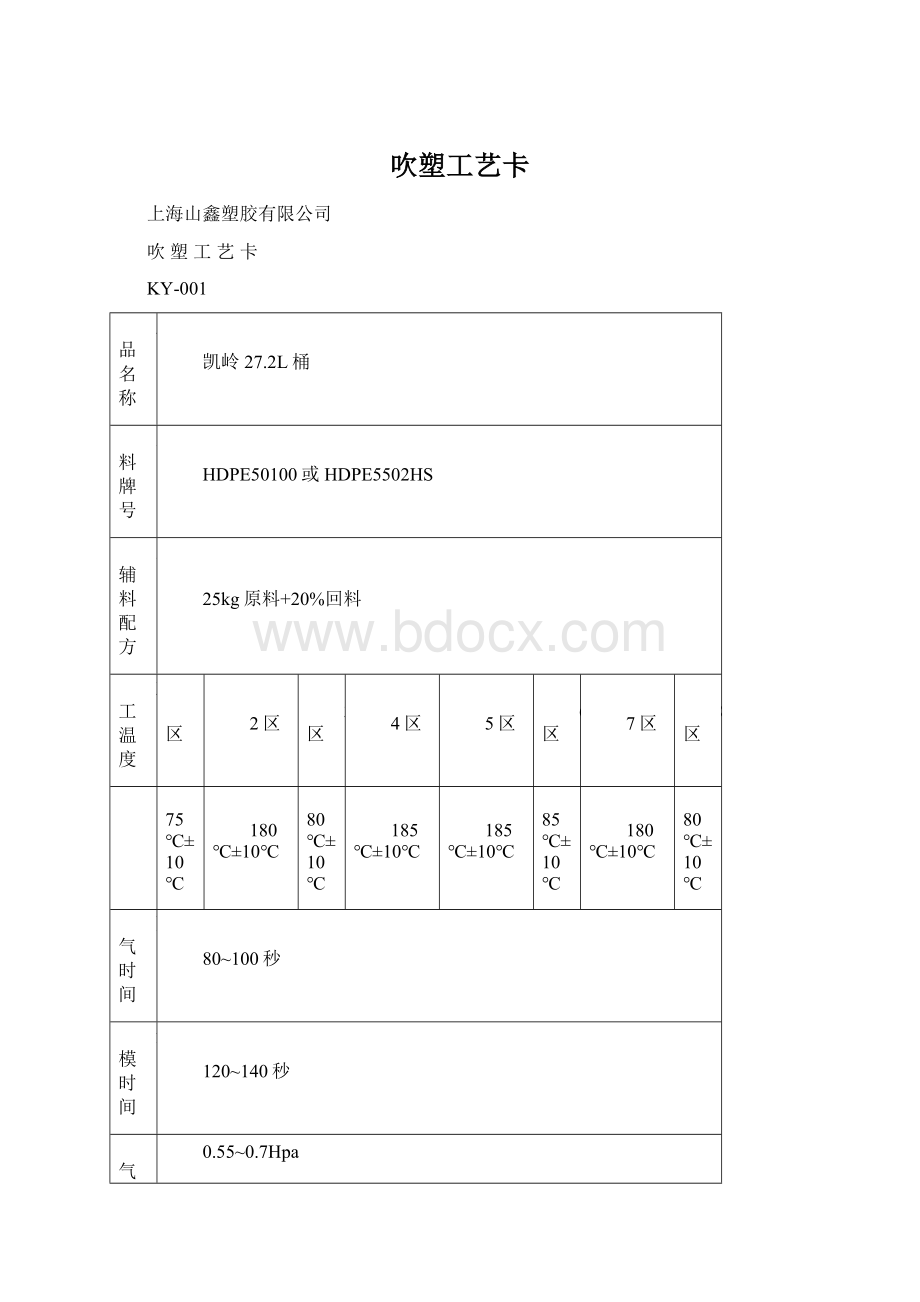
吹塑工艺卡
上海山鑫塑胶有限公司
吹塑工艺卡
KY-001
产品名称
凯岭27.2L桶
原料牌号
HDPE50100或HDPE5502HS
原辅料配方
25kg原料+20%回料
加工温度
1区
2区
3区
4区
5区
6区
7区
8区
175℃±10℃
180℃±10℃
180℃±10℃
185℃±10℃
185℃±10℃
185℃±10℃
180℃±10℃
180℃±10℃
充气时间
80~100秒
开模时间
120~140秒
空气压力
0.55~0.7Hpa
冷却水温度
0.2~0.4Hpa
桶体重量
1450±25g
外
观
1.塑化良好,成型完整,无裂缝、孔洞。
2.内外壁光洁,色泽均匀,批量无色差,无丝柳、垃圾。
3.桶口、合模缝无飞边、毛刺,桶口定型完整。
4.桶体无变形。
5.各种标志、定牌清晰、完整。
6.合模缝无错位。
7.桶体生产批号正确。
8.桶体内清洁,无塑末。
9.刮口尺寸要求:
刮口圈<大>内d:
58~58.3mm;h:
20.1mm;小h:
16.2mm;d:
21.3mm
10.溶积至口径净容:
30.8~31kg
11.桶体绝对不能有蓝色。
12.螺旋外径:
57mm;内口径:
46.5mm
包装
只/袋每袋必须放入合格证,袋口要扎紧,要整齐、清洁。
其他
编制
王勋
审核
陶建明
批准
苏正伯
上海山鑫塑胶有限公司
吹塑工艺卡
KY-002
产品名称
自销园桶50L(大)
原料牌号
HDPEB303或HDPE5502
原辅料配方
25kg原料+20%回料
加工温度
1区
2区
3区
4区
5区
6区
7区
8区
155℃±10℃
300℃±10℃
330℃±10℃
150℃±10℃
260℃±10℃
充气时间
100~120秒
开模时间
130~150秒
空气压力
0.55~0.7Hpa
冷却水温度
0.2~0.4Hpa
桶体重量
1950±50g
外
观
1.塑化良好,成型完整,无裂缝、孔洞。
2.内外壁光洁,色泽均匀,批量无色差,无丝柳、垃圾。
3.桶口、合模缝无飞边、毛刺,桶口定型完整。
4.桶体无变形。
5.各种标志、定牌清晰、完整。
6.合模缝无错位。
7.桶体生产批号正确。
8.桶体内清洁,无塑末。
9.刮口尺寸要求:
10.定牌厂标
包装
只/袋每袋必须放入合格证,袋口要扎紧,要整齐、清洁。
其他
编制
王勋
审核
陶建明
批准
苏正伯
上海山鑫塑胶有限公司
吹塑工艺卡
KY-003
产品名称
10L汽车托盘(红)
原料牌号
HDPEB303或HDPE5502
原辅料配方
25kg原料+300g母粒+20%回料
加工温度
1区
2区
3区
4区
5区
6区
7区
8区
175℃±10℃
180℃±10℃
180℃±10℃
185℃±10℃
185℃±10℃
185℃±10℃
180℃±10℃
180℃±10℃
充气时间
70~90秒
开模时间
90~110秒
空气压力
0.55~0.7Hpa
冷却水温度
0.2~0.4Hpa
桶体重量
725±25g
外
观
1.塑化良好,成型完整,无裂缝、孔洞。
2.内外壁光洁,色泽均匀,批量无色差,无丝柳、垃圾。
3.桶口、合模缝无飞边、毛刺,桶口定型完整。
4.桶体无变形。
5.各种标志、定牌清晰、完整。
6.合模缝无错位。
7.桶体生产批号正确。
8.桶体内清洁,无塑末。
9.刮口尺寸要求:
10.托盘每只角不能薄。
11.合模效率不能有飞边、毛刺、漏口一定有斜度。
包装
只/袋每袋必须放入合格证,袋口要扎紧,要整齐、清洁。
其他
编制
王勋
审核
陶建明
批准
苏正伯
上海山鑫塑胶有限公司
吹塑工艺卡
KY-004
产品名称
12L汽车托盘(红)
原料牌号
HDPEB303或HDPE5502
原辅料配方
25kg原料+300g母粒(2204)+20%回料
加工温度
1区
2区
3区
4区
5区
6区
7区
8区
175℃±10℃
180℃±10℃
180℃±10℃
185℃±10℃
185℃±10℃
185℃±10℃
180℃±10℃
180℃±10℃
充气时间
70~90秒
开模时间
100~120秒
空气压力
0.55~0.7Hpa
冷却水温度
0.2~0.4Hpa
桶体重量
1125±25g
外
观
1.塑化良好,成型完整,无裂缝、孔洞。
2.内外壁光洁,色泽均匀,批量无色差,无丝柳、垃圾。
3.桶口、合模缝无飞边、毛刺,桶口定型完整。
4.桶体无变形。
5.各种标志、定牌清晰、完整。
6.合模缝无错位。
7.桶体生产批号正确。
8.桶体内清洁,无塑末。
9.刮口尺寸要求:
10.托盘每只角不能薄。
11.合模效率不能有飞边、毛刺、漏口一定有斜度。
包装
只/袋每袋必须放入合格证,袋口要扎紧,要整齐、清洁。
其他
编制
王勋
审核
陶建明
批准
苏正伯
上海山鑫塑胶有限公司
吹塑工艺卡
KY-005
产品名称
120L法兰桶
原料牌号
HDPETR-571或HDPE1158
原辅料配方
25kg原料+25g钛青兰+20%回料
加工温度
1区
2区
3区
4区
5区
6区
7区
8区
175℃±10℃
180℃±10℃
185℃±10℃
190℃±10℃
190℃±10℃
195℃±10℃
190℃±10℃
190℃±10℃
充气时间
2分钟35秒~2分钟50秒
开模时间
3分钟5秒~3分钟15秒
空气压力
0.55~0.7Hpa
冷却水温度
0.2~0.4Hpa
桶体重量
4650±50g
外
观
1.塑化良好,成型完整,无裂缝、孔洞。
2.内外壁光洁,色泽均匀,批量无色差,无丝柳、垃圾。
3.桶口、合模缝无飞边、毛刺,桶口定型完整。
4.桶体无变形。
5.各种标志、定牌清晰、完整。
6.合模缝无错位。
7.桶体生产批号正确。
8.桶体内清洁,无塑末。
9.刮口尺寸要求:
包装
只/袋每袋必须放入合格证,袋口要扎紧,要整齐、清洁。
其他
编制
王勋
审核
陶建明
批准
苏正伯
上海山鑫塑胶有限公司
吹塑工艺卡
KY-006
产品名称
25L正方桶
原料牌号
HDPE50100或HDPE5502HS
原辅料配方
25kg原料+20%回料
加工温度
1区
2区
3区
4区
5区
6区
7区
8区
175℃±10℃
180℃±10℃
180℃±10℃
185℃±10℃
185℃±10℃
185℃±10℃
180℃±10℃
180℃±10℃
充气时间
80~100秒
开模时间
120~140秒
空气压力
0.55~0.7Hpa
冷却水温度
0.2~0.4Hpa
桶体重量
1400±25g
外
观
1.塑化良好,成型完整,无裂缝、孔洞。
2.内外壁光洁,色泽均匀,批量无色差,无丝柳、垃圾。
3.桶口、合模缝无飞边、毛刺,桶口定型完整。
4.桶体无变形。
5.各种标志、定牌清晰、完整。
6.合模缝无错位。
7.桶体生产批号正确。
8.桶体内清洁,无塑末。
9.刮口尺寸要求:
刮口高度:
20.5±0.5mm
包装
只/袋每袋必须放入合格证,袋口要扎紧,要整齐、清洁。
其他
编制
王勋
审核
陶建明
批准
苏正伯
上海山鑫塑胶有限公司
吹塑工艺卡
KY-007
产品名称
25L升飞长方桶
原料牌号
HDPE5421B
原辅料配方
25kg原料+边角料20%
加工温度
1区
2区
3区
4区
5区
6区
7区
8区
175℃±10℃
180℃±10℃
180℃±10℃
185℃±10℃
185℃±10℃
185℃±10℃
180℃±10℃
180℃±10℃
充气时间
80~100秒
开模时间
120~140秒
空气压力
0.55~0.7Hpa
冷却水温度
0.2~0.4Hpa
桶体重量
1400±25g
外
观
1.塑化良好,成型完整,无裂缝、孔洞。
2.内外壁光洁,色泽均匀,批量无色差,无丝柳、垃圾。
3.桶口、合模缝无飞边、毛刺,桶口定型完整。
4.桶体无变形。
5.各种标志、定牌清晰、完整。
6.合模缝无错位。
7.桶体生产批号正确。
8.桶体内清洁,无塑末。
9.刮口尺寸要求:
刮口高度:
20.5±0.5mm25L正方桶盖
包装
只/袋每袋必须放入合格证,袋口要扎紧,要整齐、清洁。
其他
编制
王勋
审核
陶建明
批准
苏正伯
上海山鑫塑胶有限公司
吹塑工艺卡
KY-008
产品名称
25L海鸥正方桶
原料牌号
HDPE5502HS或HDPE50100
原辅料配方
25kg原料+20%回料
加工温度
1区
2区
3区
4区
5区
6区
7区
8区
175℃±10℃
180℃±10℃
185℃±10℃
185℃±10℃
185℃±10℃
185℃±10℃
180℃±10℃
180℃±10℃
充气时间
80~100秒
开模时间
120~140秒
空气压力
0.55~0.7Hpa
冷却水温度
0.2~0.4Hpa
桶体重量
1600±50g
外
观
1.塑化良好,成型完整,无裂缝、孔洞。
2.内外壁光洁,色泽均匀,批量无色差,无丝柳、垃圾。
3.桶口、合模缝无飞边、毛刺,桶口定型完整。
4.桶体无变形。
5.各种标志、定牌清晰、完整。
6.合模缝无错位。
7.桶体生产批号正确。
8.桶体内清洁,无塑末。
9.刮口尺寸要求:
刮口高度:
20~20.5mm25L双眼内盖
10.两块定牌
包装
只/袋每袋必须放入合格证,袋口要扎紧,要整齐、清洁。
其他
编制
王勋
审核
陶建明
批准
苏正伯
上海山鑫塑胶有限公司
吹塑工艺卡
KY-009
产品名称
30L正方桶
原料牌号
HDPE5502HS或HDPE50100
原辅料配方
25kg原料+20%回料+15%钛青兰
加工温度
1区
2区
3区
4区
5区
6区
7区
8区
175℃±10℃
180℃±10℃
180℃±10℃
185℃±10℃
185℃±10℃
185℃±10℃
180℃±10℃
180℃±10℃
充气时间
80~100秒
开模时间
120~140秒
空气压力
0.55~0.7Hpa
冷却水温度
0.2~0.4Hpa
桶体重量
1700±25g
外
观
1.塑化良好,成型完整,无裂缝、孔洞。
2.内外壁光洁,色泽均匀,批量无色差,无丝柳、垃圾。
3.桶口、合模缝无飞边、毛刺,桶口定型完整。
4.桶体无变形。
5.各种标志、定牌清晰、完整。
6.合模缝无错位。
7.桶体生产批号正确。
8.桶体内清洁,无塑末。
9.刮口尺寸要求:
刮口高度:
20~20.5mm
10.盖有排气阀
包装
只/袋每袋必须放入合格证,袋口要扎紧,要整齐、清洁。
其他
编制
王勋
审核
陶建明
批准
苏正伯
上海山鑫塑胶有限公司
吹塑工艺卡
KY-010
产品名称
20L正方桶《象王》(对角桶)
原料牌号
HDPE5502或HDPEB303
原辅料配方
25kg原料+20%回料
加工温度
1区
2区
3区
4区
5区
6区
7区
8区
165℃±10℃
170℃±10℃
170℃±10℃
170℃±10℃
充气时间
80~100秒
开模时间
120~140秒
空气压力
0.55~0.7Hpa
冷却水温度
0.2~0.4Hpa
桶体重量
1800±50g
外
观
1.塑化良好,成型完整,无裂缝、孔洞。
2.内外壁光洁,色泽均匀,批量无色差,无丝柳、垃圾。
3.桶口、合模缝无飞边、毛刺,桶口定型完整。
4.桶体无变形。
5.各种标志、定牌清晰、完整。
6.合模缝无错位。
7.桶体生产批号正确。
8.桶体内清洁,无塑末。
9.刮口尺寸要求
包装
只/袋每袋必须放入合格证,袋口要扎紧,要整齐、清洁。
其他
编制
王勋
审核
陶建明
批准
苏正伯
上海山鑫塑胶有限公司
吹塑工艺卡
KY-011
产品名称
15L多丽桶
原料牌号
HDPE5502或HDPEB303
原辅料配方
25kg原料+20%回料
加工温度
1区
2区
3区
4区
5区
6区
7区
8区
165℃±10℃
170℃±10℃
170℃±10℃
165℃±10℃
充气时间
120~140秒
开模时间
170~180秒
空气压力
0.55~0.7Hpa
冷却水温度
0.2~0.4Hpa
桶体重量
1300±10g
外
观
1.塑化良好,成型完整,无裂缝、孔洞。
2.内外壁光洁,色泽均匀,批量无色差,无丝柳、垃圾。
3.桶口、合模缝无飞边、毛刺,桶口定型完整。
4.桶体无变形。
5.各种标志、定牌清晰、完整。
6.合模缝无错位。
7.桶体生产批号正确。
8.桶体内清洁,无塑末。
9.刮口尺寸要求
包装
只/袋每袋必须放入合格证,袋口要扎紧,要整齐、清洁。
其他
编制
王勋
审核
陶建明
批准
苏正伯
上海山鑫塑胶有限公司
吹塑工艺卡
KY-012
产品名称
多丽14L扁桶
原料牌号
HDPE5502或HDPEB303
原辅料配方
25kg原料+20%回料
加工温度
1区
2区
3区
4区
5区
6区
7区
8区
165℃±10℃
170℃±10℃
170℃±10℃
165℃±10℃
充气时间
100~140秒
开模时间
140~180秒
空气压力
0.55~0.7Hpa
冷却水温度
0.2~0.4Hpa
桶体重量
850±25g
外
观
1.塑化良好,成型完整,无裂缝、孔洞。
2.内外壁光洁,色泽均匀,批量无色差,无丝柳、垃圾。
3.桶口、合模缝无飞边、毛刺,桶口定型完整。
4.桶体无变形。
5.各种标志、定牌清晰、完整。
6.合模缝无错位。
7.桶体生产批号正确。
8.桶体内清洁,无塑末。
9.刮口尺寸要求
包装
只/袋每袋必须放入合格证,袋口要扎紧,要整齐、清洁。
其他
编制
王勋
审核
陶建明
批准
苏正伯
上海山鑫塑胶有限公司
吹塑工艺卡
KY-013
产品名称
20L本色正方桶(小口)
原料牌号
HDPE5502HS或HDPE50100
原辅料配方
25kg原料+20%回料
加工温度
1区
2区
3区
4区
5区
6区
7区
8区
175℃±10℃
180℃±10℃
185℃±10℃
185℃±10℃
185℃±10℃
185℃±10℃
180℃±10℃
180℃±10℃
充气时间
80~100秒
开模时间
120~140秒
空气压力
0.55~0.7Hpa
冷却水温度
0.2~0.4Hpa
桶体重量
1350±25g
外
观
1.塑化良好,成型完整,无裂缝、孔洞。
2.内外壁光洁,色泽均匀,批量无色差,无丝柳、垃圾。
3.桶口、合模缝无飞边、毛刺,桶口定型完整。
4.桶体无变形。
5.各种标志、定牌清晰、完整。
6.合模缝无错位。
7.桶体生产批号正确。
8.桶体内清洁,无塑末。
9.刮口尺寸要求:
刮口高度:
20~20.5mm
包装
只/袋每袋必须放入合格证,袋口要扎紧,要整齐、清洁。
其他
编制
王勋
审核
陶建明
批准
苏正伯
上海山鑫塑胶有限公司
吹塑工艺卡
KY-014
产品名称
多丽10L方桶
原料牌号
HDPE5502或HDPEB303
原辅料配方
25kg原料+20%回料
加工温度
1区
2区
3区
4区
5区
6区
7区
8区
165℃±10℃
170℃±10℃
170℃±10℃
165℃±10℃
充气时间
100~120秒
开模时间
130~150秒
空气压力
0.55~0.7Hpa
冷却水温度
0.2~0.4Hpa
桶体重量
725±25g
外
观
1.塑化良好,成型完整,无裂缝、孔洞。
2.内外壁光洁,色泽均匀,批量无色差,无丝柳、垃圾。
3.桶口、合模缝无飞边、毛刺,桶口定型完整。
4.桶体无变形。
5.各种标志、定牌清晰、完整。
6.合模缝无错位。
7.桶体生产批号正确。
8.桶体内清洁,无塑末。
9.刮口尺寸要求
包装
只/袋每袋必须放入合格证,袋口要扎紧,要整齐、清洁。
其他
编制
王勋
审核
陶建明
批准
苏正伯
上海山鑫塑胶有限公司
吹塑工艺卡
KY-015
产品名称
10L平攀百花桶(小)
原料牌号
HDPE5502或HDPEB303
原辅料配方
25kg原料+20%回料
加工温度
1区
2区
3区
4区
5区
6区
7区
8区
165℃±10℃
170℃±10℃
170℃±10℃
165℃±10℃
充气时间
40~50秒
开模时间
55~65秒
空气压力
0.55~0.7Hpa
冷却水温度
0.2~0.4Hpa
桶体重量
525±25g
外
观
1.塑化良好,成型完整,无裂缝、孔洞。
2.内外壁光洁,色泽均匀,批量无色差,无丝柳、垃圾。
3.桶口、合模缝无飞边、毛刺,桶口定型完整。
4.桶体无变形。
5.各种标志、定牌清晰、完整。
6.合模缝无错位。
7.桶体生产批号正确。
8.桶体内清洁,无塑末。
9.刮口尺寸要求:
包装
只/袋每袋必须放入合格证,袋口要扎紧,要整齐、清洁。
其他
编制
王勋
审核
陶建明
批准
苏正伯
上海山鑫塑胶有限公司
吹塑工艺卡
KY-016
产品名称
10L平攀桶
原料牌号
HDPE5502或HDPEB303
原辅料配方
25kg原料+20%回料
加工温度
1区
2区
3区
4区
5区
6区
7区
8区
165℃±10℃
170℃±10℃
170℃±10℃
165℃±10℃
充气时间
40~50秒
开模时间
55~65秒
空气压力
0.55~0.7Hpa
冷却水温度
0.2~0.4Hpa
桶体重量
525±25g
外
观
1.塑化良好,成型完整,无裂缝、孔洞。
2.内外壁光洁,色泽均匀,批量无色差,无丝柳、垃圾。
3.桶口、合模缝无飞边、毛刺,桶口定型完整。
4.桶体无变形。
5.各种标志、定牌清晰、完整。
6.合模缝无错位。
7.桶体生产批号正确。
8.桶体内清洁,无塑末。
9.刮口尺寸要求
包装
只/袋每袋必须放入合格证,袋口要扎紧,要整齐、清洁。
其他
编制
王勋
审核
陶建明
批准
苏正伯
上海山鑫塑胶有限公司
吹塑工艺卡
KY-017
产品名称
10L斜攀桶
原料牌号
HDPE5502或HDPEB303
原辅料配方
25kg原料+20%回料
加工温度
1区
2区
3区
4区
5区
6区
7区
8区
165℃±10℃
170℃±10℃
175℃±10℃
165℃±10℃
充气时间
35~45秒
开模时间
50~60秒
空气压力
0.55~0.7Hpa
冷却水温度
0.2~0.4Hpa
桶体重量
525±25
外
观
1.塑化良好,成型完整,无裂缝、孔洞。
2.内外壁光洁,色泽均匀,批量无色差,无丝柳、垃圾。
3.桶口、合模缝无飞边、毛刺,桶口定型完整。
4.桶体无变形。
5.各种标志、定牌清晰、完整。
6.合模缝无错位。
7.桶体生产批号正确。
8.桶体内清洁,无塑末。
9.刮口尺寸要求
包装
只/袋每袋必须放入合格证,袋口要扎紧,要整齐、清洁。
其他
编制
王勋
审核
陶建明
批准
苏正伯
上海山


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
广东省普通高中学业水平考试数学科考试大纲Word文档下载推荐.docx
-
计算题测试文档格式.docx
-
会计年终总结范文精选10篇Word文件下载.docx
-
基坑支护及降排水方案Word格式文档下载.docx
-
古代诗歌鉴赏一剪梅学案Word文档格式.docx
-
国标舞考级Word文件下载.docx
-
机电工程质量验收规范是什么Word文档下载推荐.docx
-
技术员工作自我评价文档格式.docx
-
交警支队车棚改造工程施工合同文档格式.docx
-
护士变更注册申请审核表与示范文本Word文档下载推荐.docx
-
最新学校新冠肺炎疫情防控应急预案Word文件下载.docx
-
GB50204钢筋规范之欧阳总创编Word格式文档下载.docx
-
《半期整改措施》Word格式.docx
-
诊断 症状学腰背痛关节痛汇总.docx
-
英美文学欣赏The Analysis of Shelleys Ode to the West Wind.docx
-
增值税营改增所得税消费税车购税测试题.docx
-
整理二级建造师管理真题.docx
-
英语三级重点高频词汇导入背单词APP使用.docx
-
浙教版学年九年级数学上册第2章测试题及答案.docx
-
证件照教学设计方案.docx
-
优品课件之《从锁国走向开国的日本》教案.docx
-
整理北京交通大学万用表组装实验报告.docx
-
质量管理计划.docx
-
有机化学鉴别.docx
-
整理照明灯饰灯具行业分类英语词汇.docx
-
濉溪县城市总体规划公示.docx
-
智能化工程质量验收记录表.docx
-
学生会纪检部工作总结.docx
-
幼儿园保教主任发言稿.docx
-
跆拳道协会工作总结.docx
-
中国茶叶店连锁市场竞争分析与竞争战略研究报告.docx
-
学宪法讲宪法主题演讲稿800字精选5篇弘扬宪法精神演讲稿5篇.docx
-
幼儿园下学期园务工作计划范文文档格式.docx
-
关于印发船舶系列高级专业技术资格标准条件试行的通知_精品文档Word文档下载推荐.doc
-
部编版二年级语文上册第二单元教案Word文件下载.docx
-
供电公司优质服务工作总结体会发言材料_精品文档Word格式.doc
-
1999年第13届全国高中学生化学竞赛省级赛区试题及答案Word文档下载推荐.docx
-
八年级关于建立健全执业机构劳动规章制度_精品文档Word下载.doc
-
内蒙古自治区图书资料专业馆员副研究馆员资格评审条件试行_精品文档Word文档格式.doc
-
共青团潍坊医学院委员会文件_精品文档Word文件下载.doc
-
杭州市规划局关于公布施行杭州市建筑工程日照分析技术管理规则杭规发号_精品文档Word文档格式.doc
-
某办公楼结构加固施工方案_精品文档Word格式文档下载.doc
-
整理八年级和九年级物理所有知识点Word文件下载.docx
-
某市某区一期路网工程监理大纲_精品文档Word文档格式.doc
-
郑州绿城百合公寓秋月苑产品手册Word格式.docx
-
某电信公司本地网组织架构_精品文档Word文件下载.doc
-
水利工程建设项目档案验收管理办法Word文件下载.docx
-
框剪结构17层施工组织设计11_精品文档Word文档下载推荐.doc
-
职业技术学校《职业教育法》Word下载.docx
-
桥梁钢模板工程作业指导书_精品文档Word格式文档下载.doc
-
职业院校专业教师下企业实践锻炼管理办法文档格式.docx
